Мьёльнир. Первые шаги в самостоятельном изготовлении керамическех украшений
И так. Недавно я делал пост о том что учусь понемногу работать с глиной, керамикой.
Теперь же - выпросив немного глины у учительницы и вооружившись своими: знаниями, возможностями и новыми технологиями - решил совместить High Tech и Old Scool.
Это первые пробы пера, так сказать, так что задачей было испытать идею. А не получить качественный конечный продукт.
С чего начать? Этот вопрос не сложный. Так как я являюсь поклонником скандинавской мифологии - то первое что я захотел сделать это:
Мьёльнир - молот Тора
Сначала накидал грубую приблизительную форму в 123D Design (Да, я знаю что программа давно не актуальная, но я к ней настолько привык, и мне она самая удобная)
P.S. Фоткал процесс на кмеру, так как не думал пилить пост. А просто скидал фотки учительнице
Потом нарисовал рисунок, уже с конечной формой. Рисовал в INKScape
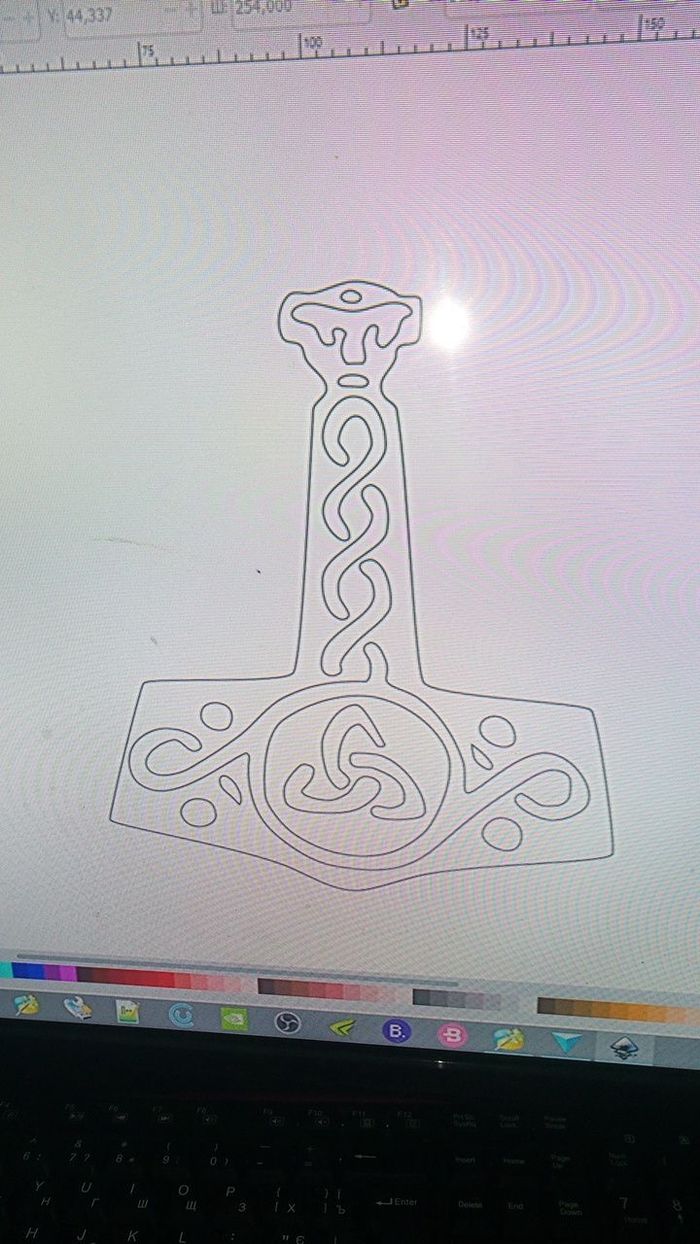
Позже подправил немного, но идея была в том, что он не должен быть похожим на штамповку, а как бы ручная грубая (или не очень) работа. Типа стилистика древних амулетов
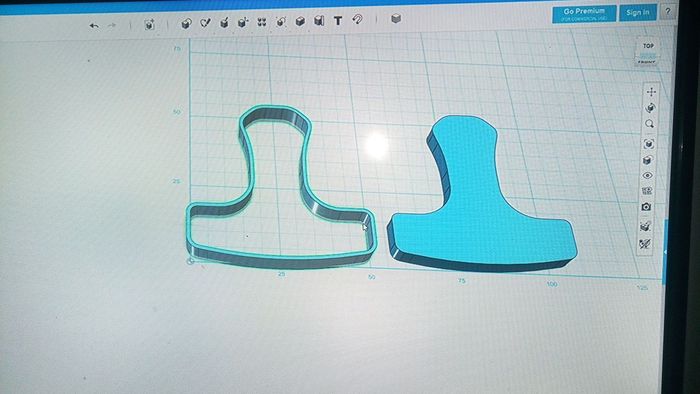
Рисунок сохранил в SVG и импортировал в 123D Design/ Там уже из векторного рисунка вытянул форму. Прикинул к первой, грубой заготовке
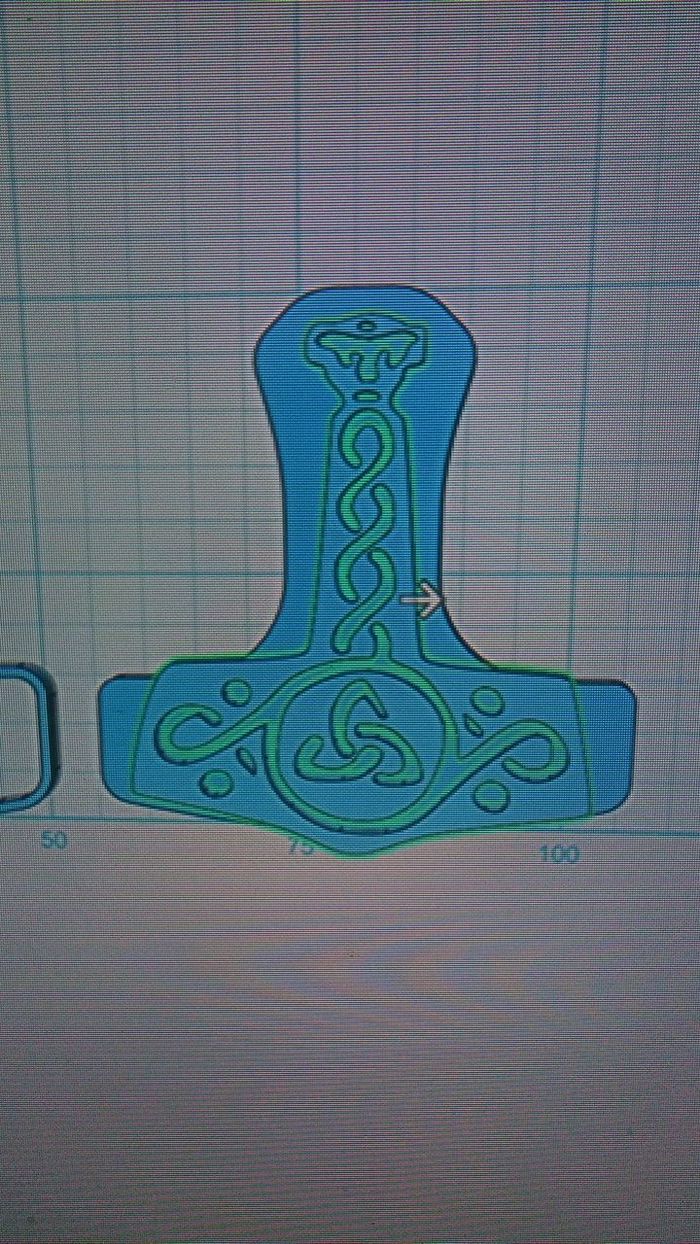
Форму обрубки, решено было переделать. Для чего в инкскейпе убрал все лишнее оставил только контур. С контура без рисунка вытянул простую форму и с помощью инструмента Shell сделал внешние стенки толщиной 1 мм. и немного увеличил .
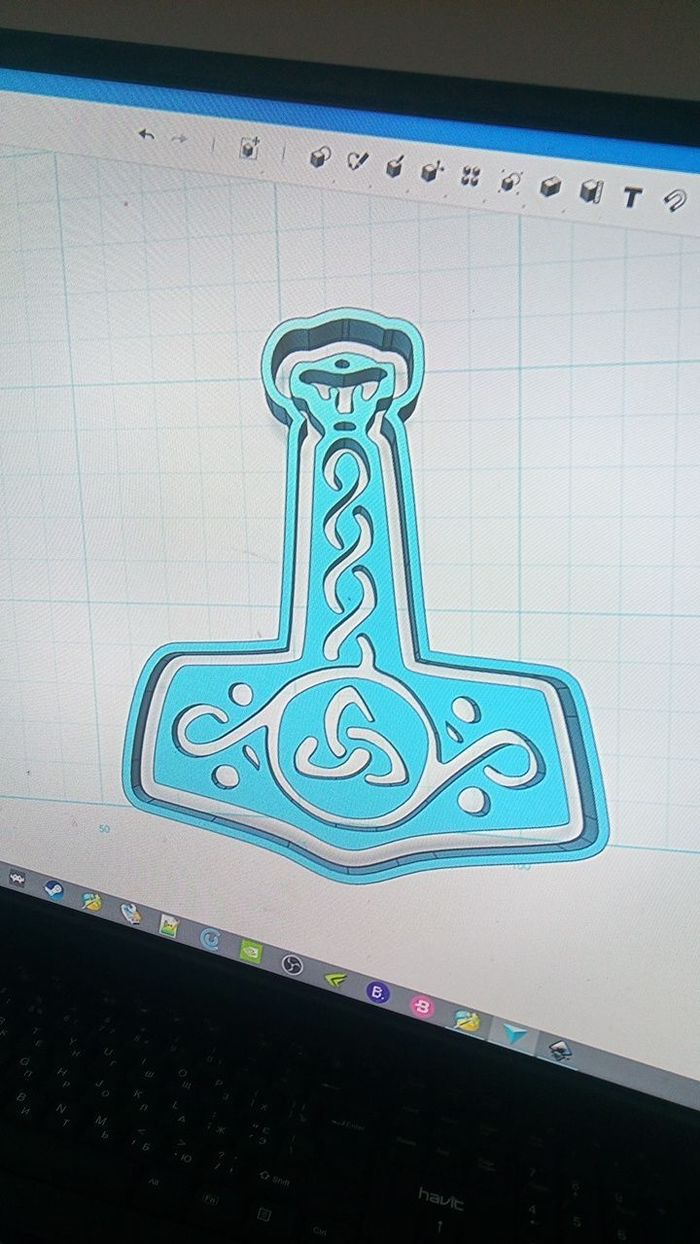
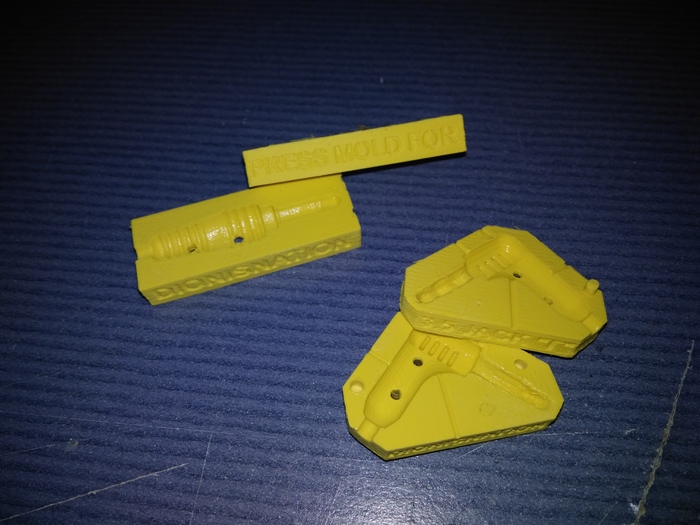
И так. У нас теперь есть:
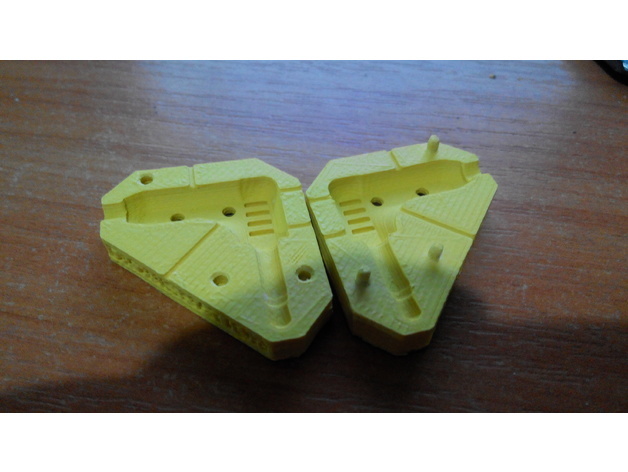
Формочка для вырезки формы амулета. Штамп для придания рисунка. Ранее я уже пробовал делать штампы из пластика. Результат меня не удовлетворил. Глина так и норовит остаться на пластике в мелких отверстиях, да я вытягивать не удобно. Сначала решил закинуть штамп в ацетоновую баню. А пока напечатал формочку и решил проверить

Убрал все недостатки ножом для снятия облоя. Немножко зачистил шкуркой.
Глину раскатал в "тонкий" лист - толщиной в 4 мм.
В этом мне помогли: - 2 рейки 4 мм толщиной и скалка из магазина а также лист бумаги. В клеточку (ЭТО ВАЖНО XD)
Формочки прожал в глину не до конца. Примерно на 2 мм. Тут опять пригодилась скалка.
Дальше вырезал по контуру ножом с тонким лезвием

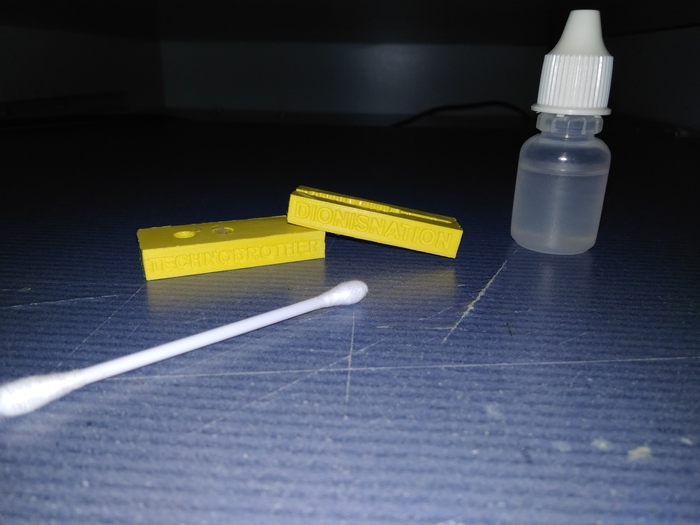
Пока "месил" да "катал" глину подоспела форма для отливки штампа.
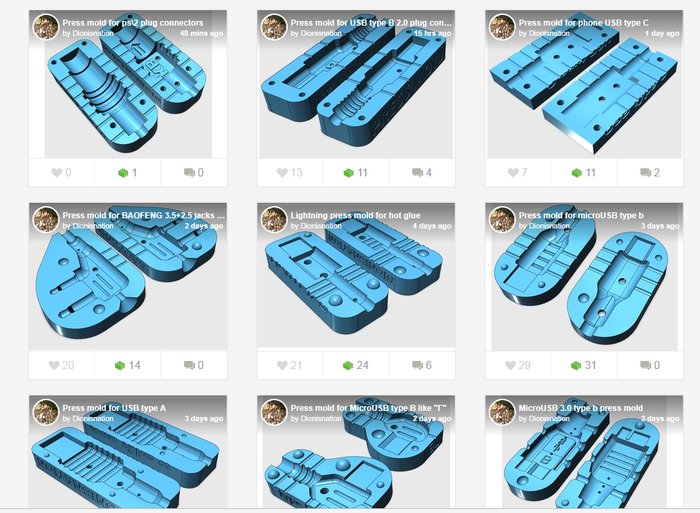
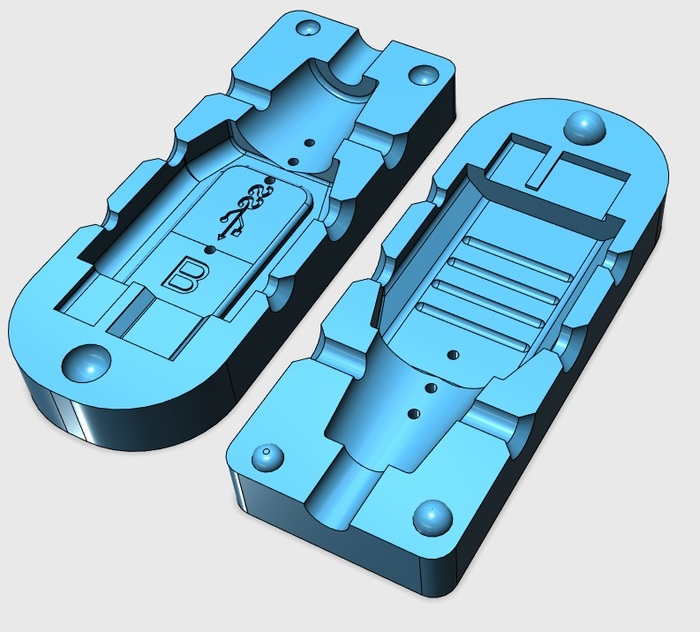
Её я сделал просто - инвертировал (отразил зеркально) штамп и им вытравил форму в 3д редакторе 123D Design. Идею для штампа "украл" у самого себя же с серии постов "В копилку доморощеному мастеру" о формах для отливки штекеров. Там я проектировал прессформы и печатал на 3д принтере, а затем уже заливал "силиконом" клеевым пистолетом. Тут идея такая же. Материал из стержня для клеевого пистолета идеально подходит по упругости и мягкости. Что позволит извлекать пресс-штамп без повреждения

Как видите немного переборщил с высотой узора в штампе. После первого испытания я его исправил. сделав узор высотой всего 1 мм

Вырезанный молот с помощью формочки и ножа. Еще без рисунка. Специальной лопаткой сгладил места среза. Когда высохнет еще будет шлифовка. Но так на нее уйдет меньше времени.

В формочку залил горячий клей. Предвадительно форма была смазана обычным растительным маслом (ну что было под рукой XD). Кстати, весьма не дурно себя показало. Как только залил обильно форму клеем, сразу же на верх приложил зип-пакетик (антистатик?) и прогладил качалкой (ну да, не качалка а скалка. Напиши обязательно об этом в комментарии ) и оставил остывать на пол часа

Штамп прожимал сначала пальцами. Мне был интересен результат. Возможно ли нормально сделать оттиск пальцами? Как итог - нет. Нужна еще прочная верхняя часть, съёмная. Чтобы нашу "резину" равномерно вдавить в глину скалкой. А также нужны рейки для того чтобы вдавить на конкретную глубину.

Ну а еще попробовал инвертированный рисунок.
Итог:
1 - Я получил бесценный (для меня) опыт.
2 - Получил массу удовольствия. Так как работать с глиной очень приятно
3 - Удовлетворил свое любопытство.
4 - Совместил хайтек технологии сегодняшнего дня и опыт многих поколений гончаров (керамистов?)
5 - Увидел недочёты которые не были видны сразу.
6 - Вижу куда двигаться дальше, как упростить процесс на будущее
7 - Проверил свои теории. Итог - сработало
8 - Прессформы все же лучше помещать ацетоновую баню, для придания глянца и чтобы убрать слои
9 - Формочки для вырезки форм - тоже нужно в баню
10 - Новые технологии и старые - вместе это круто
11 - ХОЧУ ЕЩЕ)))Выкладываю на ваш суд)
P.S. Первые пробники (которые на последнем фото) уже сушатся и пойдут скоро в печь. Потом окрашу глазурью и опять в печь. Результаты выложу. А также отправлю троим пикабушникам из Украины кто захочет