
Это все так давит…
Всем привет! Пора перейти к самому лакомому кусочку для всех любителей всяких технологий - технология вырубки собственных пазлов. А именно - все про штанцформу, валковый пресс и как эти друзья друг с другом уживаются. Скажем сразу - тяжеловато (:
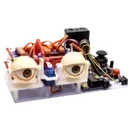
Для самого процесса вырубки нам нужны: пресс, штанцформа и резиновый мат для резки
Штанцформа представляет собой фанеру и лезвия ножей, согнутых определенным образом. Все это делается под заказ по согласованному макету. Между ножами заложена резина, жесткость 35 шор - это как резиновый коврик-пазлик для детей (т.е. что-то жесткое, но достаточно упругое). Резина служит для того, чтобы вырубаемый материал не оставался между ножами, чтобы его выталкивало на поверхность и его можно было дальше использовать.
Мат для резки имеет 2 назначения: 1 - чтобы детали из-за статики не прилипли к валу; 2 - чтобы ножи на штанцформе не тупились об вал. Ну а валковый пресс - это валковый пресс (:
Процесс вырубки в общих чертах мы описывали в предыдущем посте (тут), так что еще раз про это писать не будем.
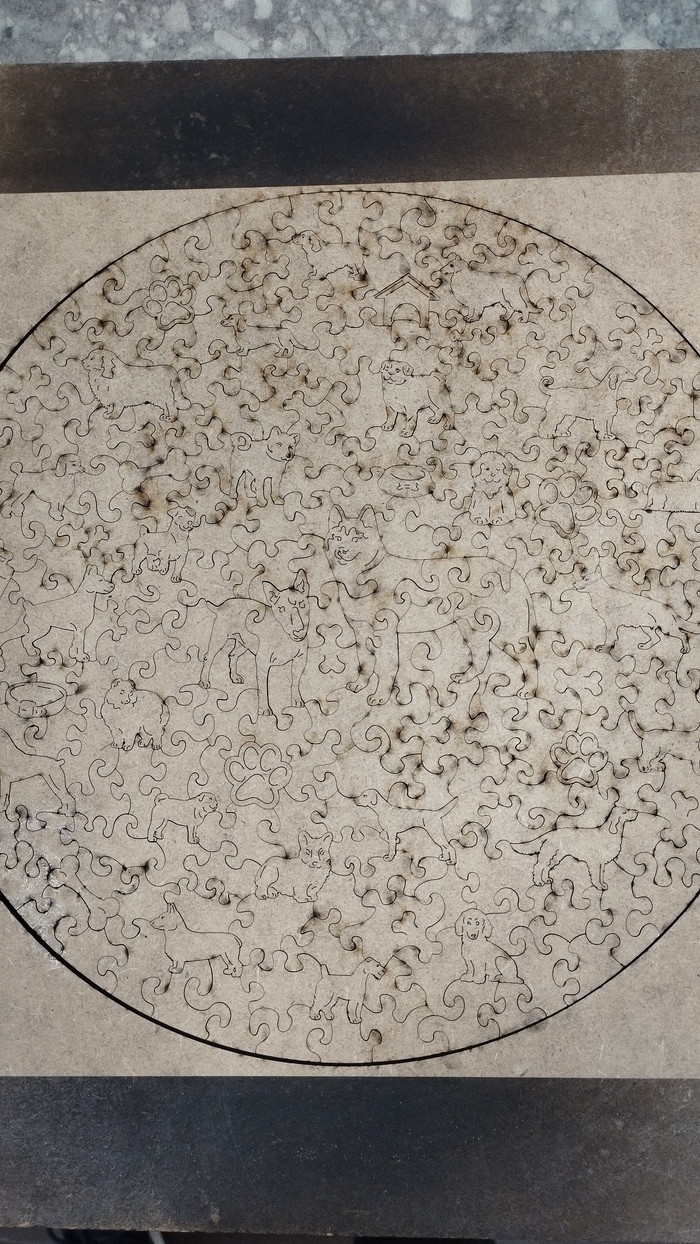
С какими же сложностями в вырубке мы столкнулись? Во-первых, сложно отрегулировать правильное давление вала на штанцформу. Во-вторых, резина 35 шор оказалась слишком мягкой для получения качественного продукта. Но обо всем по порядку.
Давление вала. Пресс состоит из двух валов, располагающихся параллельно друг другу. Нижний вал - не регулируется. Верхних вал - можно поднимать или опускать. Следовательно, чем ниже верхний вал, тем больше давление. Регулировка происходит при помощи гаечного ключа и гайки. Одна гайка слева от вала, другая справа. Говорить о точности поднятия или опускания гаек - не приходится (: Вал регулируется полностью вручную, поэтому ты запросто можешь перекрутить гайку на 2-3 градуса (даже не на пол оборота, а пару лишь градусов) и это отразится на вырубке. У тебя одна сторона вала будет выше, другая ниже - это приводит к непрорубу деталей с одной стороны штанцформы. Да, у нас есть измеритель длины, у нас есть маркеры, где мы отмеряем нужное расстояние. Но когда речь идет об 1-2мм, никакой измеритель тебе не поможет крутануть гайку на нужный градус.
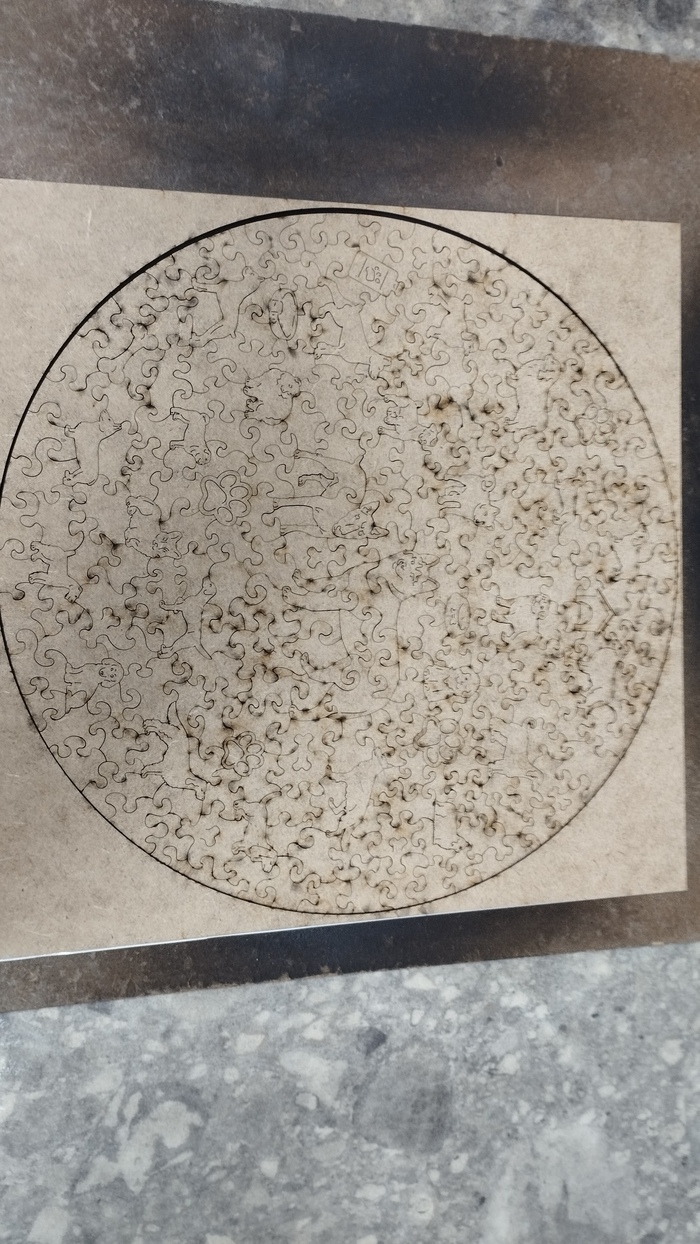
Второй момент регулировки давления - речь всегда идет про 1-2 мм. Мы используем картон 1,75мм. И когда делали первые приладки мы постоянно промахивались. То у нас картон прорубится на половину, то есть надо опустить вал на 1мм. Потом у нас настолько сильно застрял картон в штанцформе из-за давления, что вал надо обратно поднимать. И этот процесс занял очень много времени, но по итогу мы нашли нужную высоту.
Регулировка на этом бы и закончилась, если бы мы были довольны качеством вырубки. Но нам не нравилось, нам не нравились детали, нам не нравился сам процесс. И если с валом мы ничего не можем изменить, то мы стали экспериментировать уже со штанцформой. А про нее напишем уже в следующем посте (: