

Маска Джека-из-Тени (Jack of blades) Fables the Lost Chapters


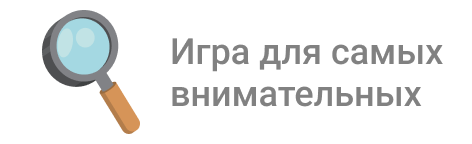
Cобственно, снятие формы с мастер-модели

И отливка по форме


Было отлито две маски и два варианта окраски








Показать полностью
13
Cобственно, снятие формы с мастер-модели
И отливка по форме
Было отлито две маски и два варианта окраски
Попробовал для себя новое направление - литье пластика в силиконовую форму. Форму тоже отливал самостоятельно из силикона.
Сииликон - ToolDecor
Пластик - Caspol One
Группа в ВК: https://vk.com/cybsys
Instagram: www.instagram.com/cybsystems
Это третья запись по данной теме. В первой было написано как можно делать пластиковые детали очень массово и с наименьшей стоимостью производства (правда нужно где то млн рублей и выше на старте). Во второй записи был описан вариант не очень массового производства, но со стартом всего а 50-100 тысяч рублей.
Когда мы говорим о буквально пары тысячах рублей на старте - чуда ждать не приходится, это почти (именно почти) самый медленный вариант производства полимерных деталей. Но в то же время доступный неограниченному кругу лиц, и не требующий каких либо технических знаний.
Речь идет о литье двухкомпонентных полиуретанов в силиконовые формы.
Интернет завален информацией на эту тему, но правда она касается в основном художественных моделей:
На своем опыте могу сказать, что найти какую либо техническую информацию по этому поводу очень сложно. Так же я не нашел каких либо технических тестов, анализов или сравнения - что собственно не является причиной отказываться от этого метода, а лишь намекает что скорее всего вам самим придется пройти этот путь (если конечно вам это нужно).
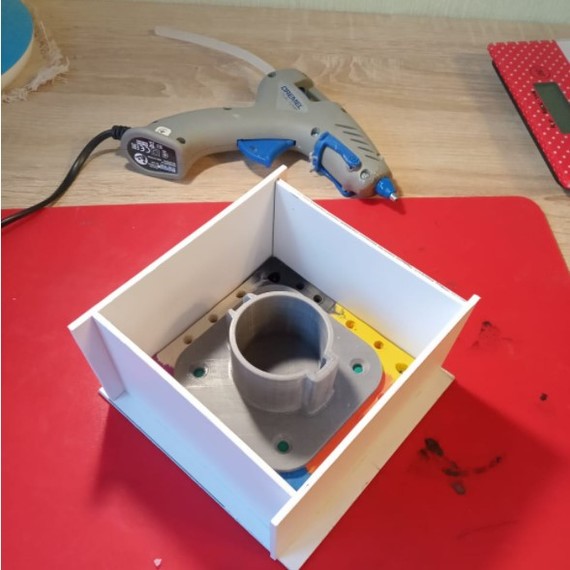
Мне было интересно освоить эту технологию именно с точки зрения получения некоторого опыта в данном вопросе и как раз ответов на интересующие меня технически вопросы. В качестве объекта для исследования я выбрал держатель зарядного пистолета для электромобиля.
Технология простая. Берем мастер модель (деталь которую надо повторить) -> по нем создаем силиконовую форму -> в форму заливаем жидкий пластик = получаем новую деталь, фактически копию мастер модели. Заливаем в форму новую порцию пластика = получаем новую деталь и так до тех пор пока форма не испортится, тогда начинаем с шага номер один.
На первом этапе была сделана подложка из пластилина, в котором были сформированы углубления для будущих замков. На него размещена деталь сверху, и собрана опалубка из тонких кусков пластика (взял обрезки у рекламщиков). Можно использовать даже картон. Скреплял термоклеем.
После этого нужно смешать силикон (он тоже двух компонентный), и залить в форму. Тут важно два момента. Первый - в одной емкости (у меня были пластиковые стаканы большие) промешать хорошо силикон не выйдет. Поэтому мешаем в первой емкости, и потом перемещаем все в новую (чистую). Палочку для перемешивания можно тоже обновить или вытереть. Если этого не сделать скорее всего будет места непромеса и силикон просто не застынет. Второй - силикон вязки, но в итоге он затечет во все щелки, но если ваша деталь сложной формы подумайте на счет выхода воздуха, возможно форму придется наклонять или каким то другим способом избегать этого неприятного момента. Препятствий для выхода воздуха быть не должно. Силикон стоит примерно 1000р за литр (или кг не помню точно), для экономии можно наполнять форму обрезками другой силиконовой формы (например старой) или каким либо другим подходящим наполнителем.


В итоге деталь полностью заливаю силиконом, сверху примерно 1 см слой получился или даже чуть меньше. Потом начинается вот такая страсть с образованием пузырей:

Вобще кто занимается этой технологией более серьёзно используют дегазаторы вакуумные (гуглится на раз). В мои планы это не входило - так что оставалось надеяться что все пройдет нормально. В моем случае силикон не подвел, пузыри вышли, брака не получилось с формой.
Примерно через 5 часов приступил ко второй части создании формы (у меня она по плану была из двух частей).

Удалил дно опалубки, убрал пластилин (видим выступы в силиконе которые получились как раз за счет него) и видим нижнюю часть детали. Теперь надо обязательно нанести разделитель (у меня спрей восковый в баллоне) - иначе силикон между собой безвозвратно слипнется.
Залил крышку предусмотрел отверстия для залития пластика и выхода воздуха.
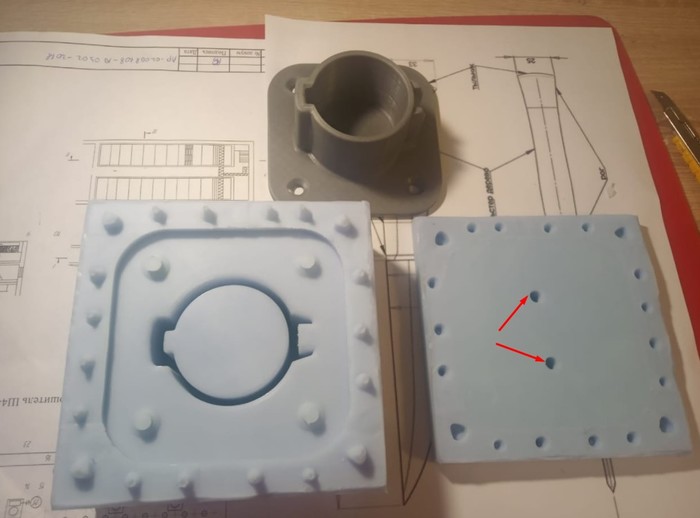
Форма готова. Все готово для первой отливки:
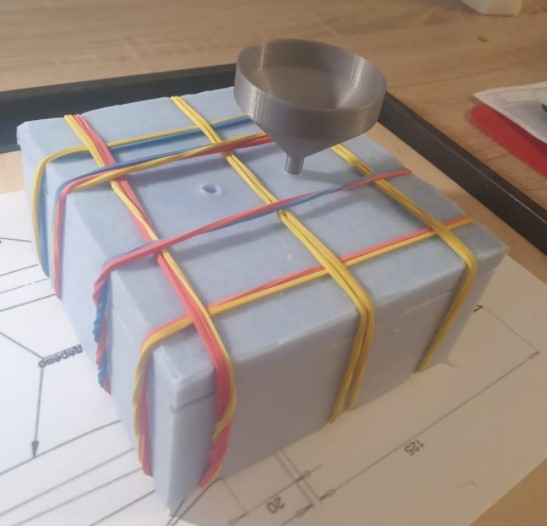
Сам полиуретан, как и писал тоже двух компонентный и очень жидкий. Правда тут возникает важный параметр - время застывания. Это может быть 2-3-5 минут, в моем случае было неприятные 2 минуты. За это время надо хорошо промешать, и успеть влить. Причем к концу этого времени пластик начинает густеть и хуже (и медленнее) проливаться в форму. В общем лучше использовать полимер с более большим временем отвердеванием.
Результат первой заливки:
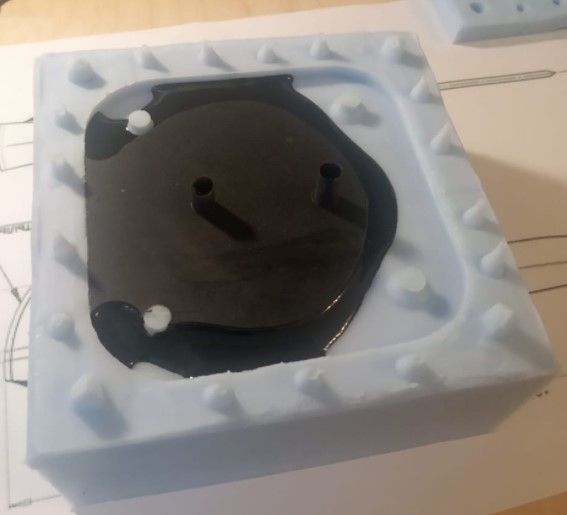
Как видно облом. Сюрприз! Воздух не смог выйти. Ну ок, учусь дальше. Делаю в крышки тонки отверстия дополнительные. Результат сильно лучше, но иногда попадаются дефекты все равно:

В итоге (именно в моем случае это было допустимо) принимаю решение лить вобще без крышки, просто по уроню точно подбирая нужный вес полиуретана:

Ниже образцы с разным количества внесенного красителя:

Дальше провел ряд тестов, на разрушение, в тч с воздействием отрицательных и положительных температур, с замерами приложенной силы.
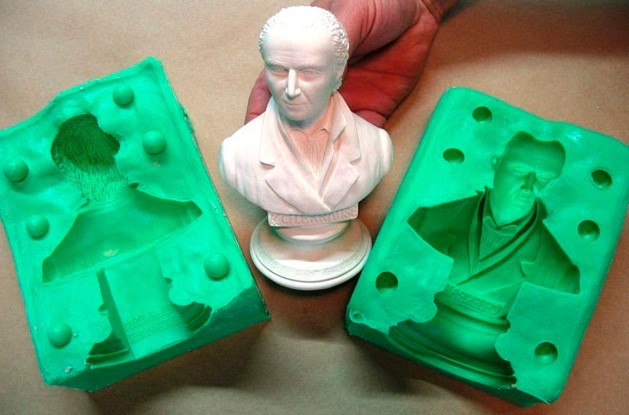
Для закрепления полученного опыта, освоил более сложную деталь (там более сложная форма - в тч в плане создания ее), тоже держатель для зарядного пистолета электромобиля но другого плана:

В конце пару фото с тестирования первой модели:

В завершении:
Одна деталь получается примерно за 15 минут.
Это конечно первый и очевидный минус этой технологии, не быстро.
Второй минус - стоимость, жидкий пластик стоит весьма недешево, если деталь объемная это может стоить существенных денег.
Третий минус - повторяемость, именно вопрос внесения красителя, смешивания компонентов + ручной труд.
Четвертый минус - ограниченность характеристик полимера. Это вам не литье пластика в пресс-формы, где может технолог подбирать варианты полимера под ваши задачи.
Пятый минус - в зависимости от детали и жидкого пластика нужна будет обязательная дегазация. Это может быть хлопотно, либо надо прилично заморочиться в техническом плане.При большом количестве минусов огромные плюсы - сверх низкий уровень финансового старта, и как уже писал, низкий порог технических знаний.
Для малой партии - вполне себе вариант.
На этом в целом можно было бы и закончить серию записей по этой теме, но не могу не написать еще одну - и очень важную. Я создавал записи в порядке уменьшения производительности, и в конце я напишу о самой долгой (я бы сказал сверх долгой) технологии создания пластиковых изделий, но она же думаю она будет первоначальной (стартовой) для каждого из описанной мной варианта.
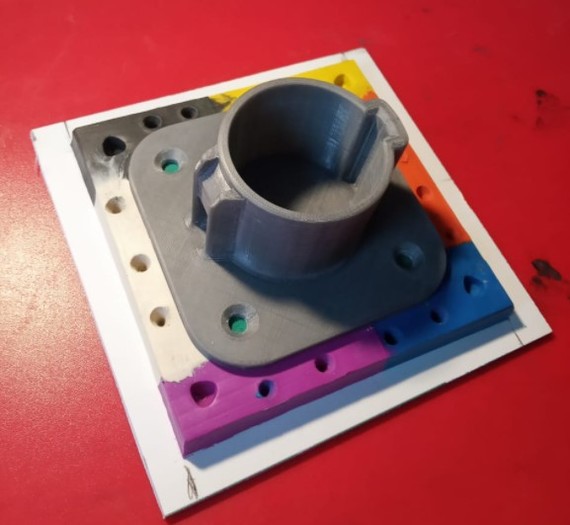
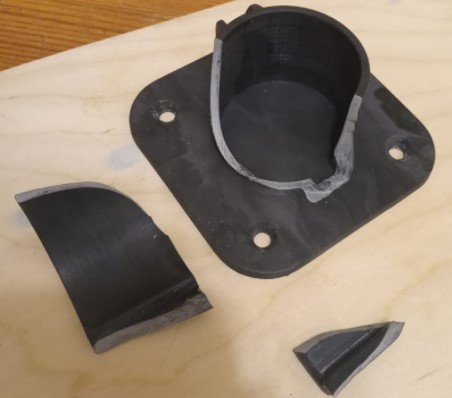
Первая отливка, в печатную форму.
Деталь технического назначения, пойдет как образец для заказчика.
Материал отливки - литьевой полиуретан Адваформ 40.
Т.к. впервые встречаюсь с двухкомпонентными составами нагнал кучу пузырей, камеры нет.
Дальше думаю экспериментировать и писать сюда, если интересно.
Материал на ощупь как резина - не скользкий, мягкий, гибкий.
Отливал в такую форму плашмя, что является ошибкой(т.к. большая площадь верхней поверхности, где могут образовываться пузыри)

Вот что вышло:


Прошу поделиться знаниями и опытом в области литья пластика в силиконовые формы.
Хочу отлить мелкую серию кронштейнов пластиковых, для уличного использования черного или серого цвета. Изделие небольшого размера, до 80-90 грамм. Есть ли варианты пластика, скажем до 1000р за литр (а лучше дешевле), которые мне могли бы подойти?
Я так понимаю, что в идеале получить аналог ABS или ABS + PC, или лучше - если такое вобще возможно. Или же это направление используется больше для художественных целей?
Понятное дело, что в надо лить пластик под давлением в пресс-формы, но цена их делает всю затею весьма рискованной. Так что думаю, литье в формы силиконовые - отличный промежуточный вариант "прощупать" перспективу.
На такую интересную инструкцию я наткнулся на сайте по продаже литьевого пластика.