



Финал конкурса имени для ювелирного кольца
Сам конкурс тут. В начале отмечаю присланные интересные названия, а в конце расскажу наше решение. Итак, нам понравились:
Ёмкое и нетривиально выглядящее название 30°С. Отлично соответствует, даже дизайнером была предложена такая версия кольца. Произношение — видимо "Тридцать градусов".
Два глубокомысленных названия от двух разных авторов — RUBEL и PRALNIK. Отлично раскрыта тема — поскольку кольцо отсылает нас в уже ушедшую эпоху, то и названия еще более древнего акссессуара для стирки, моечной доски с насечкой, круто дополняет смысл. Плюс оба пишутся и читаются хорошо. Вы бираем RUBEL, как более звучное и короткое. Респект авторам!

По видимому эта средневековая насечка послужила прототипом для постирочной доски
И если стебаться, а в кольце есть немного стеба, то лучший кандидат PENA PO KOLENO. Читается и пишется легко, несмотря на три слова.
Отмечу еще несколько симпатичных названий - RUKAMI; многочисленные DOSKA, TERKA и REBRA; отсылающее к еще одному смыслу стирки предыдущей эпохи SUBBOTA и VTORAYA SMENA; римско-филосовское TABULA RASA; серия названий про волновую составляющую — MORE, VOLNA и WWWRING. В последнем зашито аж еще 3 смысла — wash, woman, wawe.
Было STIR-RING, которое на бегу прочитается иначе. Улыбнуло MYLO, TAZIK & DOSKA. И даже Чистомена не забыли CHISTOMEN'S LIGA, что вообщем соответствует смыслу. И много других милых и забавных креативов.
Чем мы руководствовались при выборе
Поясню важное правило нейминга. Помимо соответствия смыслу название должно легко писаться и читаться. Иначе название не приживется — ни у покупателей, ни у сотрудников. И его не спасет ни крастота, ни смысл.
Пример — у нас есть кольцо, отменный дизайн и хит продаж. В некоторые года оно было самым продаваемым украшением бренда. Мы его назвали со всем знанием картин Сальвадора Дали. И мало кто его теперь называет "Констанс оф таймом" — слишком замороченно для усредненной аудитории. Понятно что 10 человек называют по правилам, но в в основной массе прижилось название "Кольцо Дали". Так оно и едет уже лет 5.

Поэтому каждого кандидата на название надо проговорить многократно вслух, представив как его будут произносить. Ляжет ли оно на российское ухо, найдется ли ассоциативная зацепка. Именно по этому красивое и короткое HAND WASH не подходит — опять будет Констанс оф тайм. Если английское слово, то насколько общепонятное.
Финал конкурса
Мы собрали лучшие имена и командой проголосовали. Решение — оставить наше название STIRKA. Оно короткое, передает идею кольца, легко читается, пишется и произносится.
При этом решили лучшие идеи премировать и разделить призовой фонд 9К на троих. Выбрали названия 30°С, RUBEL и PENA PO KOLENO. Вариант RUBEL был предложен неоднократно, и тут аплодируем первому написавшему. Авторы перлов @user6850569, @Dr.Re и @dexovich.
Всем участникам конкурса большое спасибо! Вы молодцы! Мне и команде Thing Jewelry движ с конкурсом понравился, будем и иногда креативить вместе. Авторы финалисты напишите мне в телеграм, договоримся как переслать вам призы. Спасибо!
Показать полностью
2

Приветствуем всех на нашем канале. Продолжаем разбор ювелирного дела. Сегодня наша статья посвящена шлифовке, галтовке, полировке

Прежде чем попасть в витрину магазина, украшения должны пройти через множество этапов производства. Сегодня мы расскажем вам о том, куда попадают изделия после литейного участка.
Шлифовка
Отлитые в металле украшения вряд ли можно назвать безупречными. Именно для этого они отправляются на участок шлифовки, где умелые руки ювелиров ещё на один шаг приближают изделие к совершенству.

Шлифование нужно для того, чтобы придать поверхности металла определённую чистоту и точные размеры. Так, мастера равняют место обрезанного литника, которым изделие прикреплялось к восковому стержню ёлки, или убирают облой — то есть излишки металла, которые могли образоваться в процессе литья.

Для этого используется специальный станок со шлифовальным кругом, состоящим из мелких карборундовых кристаллов. Шлифовщик подносит изделие к кругу, «снимая» лишний металл. Для проработки мельчайших деталей используется ручной инструмент — бормашина со множеством насадок, отличающихся размером и твёрдостью, или напильник.
Только после ручной шлифовки изделие проходит на участок галтовки.

Галтовка
Этот участок ювелирного производства напоминает огромную кухню, где в каждой «кастрюле» что-то готовится под чутким руководством опытного шеф-повара. Правда, вместо «кухонной утвари» в галтовке огромные вращающиеся барабаны, а в роли шеф-повара — ювелиры.
На самом деле галтование — это процесс очистки ювелирных изделий, который совмещает шлифование и полирование. Изделия помещаются в крутящиеся барабаны со специальными полирующими средствами или реагентами. Обычно галтование включает два этапа: сырую шлифовку и сухую полировку — но для некоторых изделий достаточно только сухой обработки.

Сначала украшения помещаются во вращающийся барабан, в который заливается буферный раствор с реагентами. В качестве реагентов могут выступать моющие и полирующие средства, а также раствор едкого натра, гашённой извести, кальцинированной соды и некоторых других веществ, которые ускоряют процесс очистки. Вместе с этим в барабан помещаются специальные стальные шарики небольшого размера.По прошествии определённого времени содержимое барабанов выливается в ёмкость, похожую на огромное сито. Всё, что не нужно, уходит, а очищенные украшения остаются.

Второй этап — сухая полировка. Принцип галтования такой же, только вместо растворов в барабаны засыпаются сухие абразивы: керамика, фарфор, пластик, корунд и даже скорлупа грецкого ореха, которую, по словам ювелиров-галтовщиков, не сравнить ни с каким синтетическим материалом. Засыпанные фигурки имеют форму пирамиды, конуса, цилиндра или шара.

Специалисты не только загружают и вынимают изделия, но и следят за временем: важно правильно выставить параметры работы оборудования, не повредить металл и элементы дизайна украшений.
Полировка
Для «наведения блеска» изделие отправляется к полировщикам.
С помощью полировочного станка или вручную, бор машинкой со специальными насадками, ювелиры делают украшения невероятно гладкими и блестящими.

В противоположность шлифованию при полировании не применяются жёсткие абразивы, а используются исключительно гладкие или мягкие материалы, такие как войлок, фетр или шерсть. Перед началом работы изделие должно быть обезжирено. Чтобы уменьшить трение и отвести возможные тончайшие стружки, применяется так называемая полировальная вода (мыльный раствор с нашатырным спиртом).

Сначала изделие обрабатывается с внутренней стороны (если это необходимо), а затем снаружи. Полировщик как бы проводит по поверхности металла штрихи, сначала в одном направлении, а потом «поперёк», чтобы не было полос.
Только после этого украшение приобретает блеск, достойный драгоценного металла. Нужно сказать, что некоторые изделия полируются не только на этом этапе производства, но и позднее, после закрепки камней.

Вот так примерно выгляди процесс шлифовки, полировки, галтовки.
Так же ссылка на наш телеграмм канал
Спасибо за прочтение!!!
PS. продолжение следует....
Показать полностью
9

Новые модели

Чтобы вы не думали, я делаю не только колечки со всякими матюками. Из свежего: оливковая ветвь - фаланговое кольцо. Очень нежное и романтичное, для тонко чувствующих натур. Конечно, я могу его построить и в стандартном размере, но так оно как-то утомлённые.

Ну а для натуры менее романтичной но не менее прекрасной отлично подойдёт терновый венец. Выше - фото от его новой хозяйки. Повтор возможен. Но, если честно, строить его в другом размере или перестраивать это - такая лютая головная боль, что существует оно у меня только в семнадцатом. В принципе, это самый распространённый женсеий размер. Кольцо чуть колется, но новую хозяйку это не смущает.
Ну традиционно:

Кастомные кольца с вашими надписями и не только кольца. Фирменную упаковку пока не сделала, но я в процессе разработки. Поэтому коробочки в тестовом режиме 😀 вам, кстати, какие больше нравятся? Круглые? Квадратные? Чёрные? Или вообще всё равно?
Показать полностью
3
Добрый день дорогие читатели, подписчики и просто гости нашего блога. Продолжаем знакомство во всеми стадиями Ювелирного дела!
Ранее для вас была выложена статья об одном их из процессов монтировке. В процессе выполнения монтировочных операций производится сборка (монтаж) ювелирного изделия из отдельных элементов. Основными процессами монтировки ювелирного изделия являются: пайка, сборка филиграни, сборка подвижных соединений, опиливание и шабровка изделия, и закрепка камней. Сегодня мы с вами рассмотрим следующую стадию Опиливание.
Опиливанием называется обработка поверхности металла режущим инструментом — напильником, с помощью которого снимается слой металла. Опиливание — одна из основных операции, которая применяется на протяжении всего процесса изготовления ювелирных изделий. Полуфабрикаты и ювелирные изделия опиливают для придания формы, выравнивания поверхности, выпиливания рельефа, для чистовой обработки форм и т. д. Все виды ювелирного опиливания выполняют напильниками и надфилями. Изготовляют их из инструментальных сталей.
Напильники и надфили рассчитаны на определенный срок службы, по истечении которого они приходят в негодность. И от подготовки инструмента и обращения с ним зависит, будет ли укорочен или удлинен этот срок. Напильники и надфили сохраняются на складах покрытыми антикоррозионной смазкой, которую перед работой необходимо удалить. Сделать это можно, промывая инструмент щеткой в чистом бензине в несколько приемов. Или надо густо натереть насечку мелом, который впитает жир, а затем жесткой щеткой по направлению рядов насечек полностью удалить мел. С обезжиренной поверхности напильников и надфилей легко будут удаляться щеткой застрявшие опилки, что предохранит инструмент от засаливания.
Для сохранения срока службы опиловочного инструмента необходимо следить во время работы за тем, чтобы рабочая часть его не соприкасалась с закаленными металлами, камнями и т. д. Нельзя опиливать изделия, на поверхности которых есть остатки плавленой буры, так как, обладая высокой твердостью, плавленая бура очень быстро затупляет насечку опиловочного инструмента. При хранении напильников и надфилей в ящиках нужно обеспечить изоляцию их от материалов равной или более высокой твердости, действия кислот и их испарений.

“ Специальным напильникам, служащим для более мелких работ, относятся надфили. Они отличаются от напильников меньшей площадью сечения. Например, сторона профиля трехгранного надфиля 2,5. 4,5 мм, а сторона профиля трехгранного напильника 10. 17 мм. Ширина плоского надфиля до 7 мм, напильника до 30 мм. Подобно напильникам надфили классифицируют по размерам, профилю и насечкам. Длина их в пределах 100. 200 мм. Наиболее ходовые 200 — миллиметровые. У надфилей есть разновидности — игольчатые надфили рифели.
По профилю надфили делятся на трехгранные, клиновидные, ромбические, плоские, квадратные, полукруглые, разновыпуклые, пазовые, овальные, круглые.
Трехгранные надфили бывают нескольких видов, их различают по форме сечения и рабочим граням. Все трехгранные надфили — остроносые. Равносторонний трехгранный надфиль имеет три насеченные рабочие грани и три одинаковых (по углу) рабочих ребра. Применяется для обработки небольших наружных поверхностей, для выпиливания угловых всечек, выпиливания и последующей обработки поверхности. Тупоугольные трехгранные надфили по форме сечения представляют равносторонний тупоугольный треугольник и бывают трехсторонними и односторонними. У трехстороннего три грани и три ребра (Два с острыми углами при вершине и один с тупым) являются Рабочими. Применяется для опиливания поверхностей в тех местах, где угол равностороннего надфиля не позволяет произвести опиливание. Односторонний трехгранный надфиль имеет одну (большую) рабочую грань, две другие грани гладкие, используется в тех случаях, когда есть опасение задеть при опиливании смежные детали изделия.
Клиновидные надфили в сечении напоминают форм, клина и изготовляются остроносыми. Один вид надфиля имеет две рабочие стороны и острое ребро, оставляющее клиновидную всечку. Другой вид клиновидного надфиля имеет также две, рабочие грани, но ребро при остроугольной вершине у него закруглено. Клиновидные надфили применяются для обработки крапанов (отдельных стоек, удерживающих камень), кастов и для пропиливания всечек малых углов.
Ромбические надфили в сечении представляют ромб и бывают с различными углами при вершине. Эти надфили изготовляют тупоносыми. Основная рабочая поверхность их — остроугольные ребра. Ромбические надфили служат для обработки всечек с определенным углом расхождения сторон.
Плоские надфили — остроносые и тупоносые — имеют в сечении форму низкого прямоугольника. Все четыре стороны надфиля рабочие. Широкие грани служат для обработки плоских поверхностей, торцевых сторон и т. д., узкие (торце вые) — для пропиливания пазов, обработки прямоугольных люф. тов, припасования шарнирных соединений.
Квадратные надфили — остроносые, имеют в сечении форму квадрата. Все стороны и углы — рабочие. Надфиль необходим для пропиливания прямоугольных пазов и прямоугольных угловых всечек, для обработки прямоугольных люфтов и шарнирных соединений.
Полукруглые надфили — остроносые, в сечении имеют форму сегмента. Обе стороны (овальная и плоская) с насечкой. Овальная сторона используется для выпиливания и обработки рельефа, опиливания внутренних округлых поверхностей. Плоская сторона используется в тех же случаях, что и грань трехгранного и плоского надфилей.
Разновыпуклые надфили — остроносые, по форме сечения, как и напильники, напоминают двояковыпуклую линзу Радиус выпуклости сторон различен. Обе стороны надфили имеют насечку. Надфиль удобен для обработки внутренних поверхностей колец. Вследствие разности закругления ими обрабатывают кольца различных размеров.
Пазовые надфили — остроносые и тупоносые — отличаются от плоских закругленными торцевыми гранями. Пазовый надфиль имеет насечку по всей поверхности. Основными рабочими поверхностями являются закругленные ребра, но используются и плоские стороны. Надфиль служит для пропиливания и обработки пазов, люфтов и других малодоступных для друг» надфилей участков.
Овальные надфили — остроносые, в сечении имеют форму неправильного овала. Радиус закругления изменяется по всему периметру сечения. Вся поверхность надфиля имеет насечку. Надфиль удобен для обработки круглых, овальных и другие отверстий, имеющих закругления.
Круглые надфили — остроносые, в сечении имеют форму круга. Надфиль имеет насечку по всей окружности. Используется для обработки круглых и овальных отверстий, обработки люфтов и выпиливания рельефа.
Игольчатые надфили отличаются от обычных сечением хвостовика и длиной рабочей части. Сечение хвостовика игольчатого надфиля квадратное — 2X2 мм, обычного — круглое 3. 4 мм. Длина рабочей части игольчатых надфилей 35 -55 мм при общей длине 140 мм.
Рабочая часть игольчатых надфилей имеет различные профили, аналогично обычным. Служат игольчатые надфили для обработки труднодоступных мест изделий — пазов, люфтов, отверстий различных форм. Малые размеры сечения надфилей позволяют обрабатывать боковую поверхность сложных прорезных узоров.
Детали: Рифели — разновидность надфилей. Подобно игольчатым надфилям они имеют короткую (40 мм) рабочую часть, остальные размеры совпадают с размерами обычных надфилей. Рабочая часть рифелей в отличие от надфилей изогнута. Рифели, как правило, имеют одностороннюю насечку на внешней стороне изгиба. Различаются по кривизне изгиба и профилю рабочей части. Применяются для опиливания вогнутых поверхностей и заправки внутренних поверхностей полых изделий.
Насечка надфилей определяется номерами от 1-го до 6-го. Как и у напильников, с повышением номера уменьшается величина зуба надфиля. Надфили с насечками I и 2 служат для выпиливания рельефа, всечек и т. д., с насечкой 3 — для чистовой заправки паяного соединения и других поверхностей. Надфили с насечками 4, 5 и 6 применяются наряду с шабероу для выведения мелких рисок и обработки оправ камней (кастов) в процессе закрепки.
Насечки игольчатых надфилей и рифелей также различны и применяются в зависимости от нужной чистоты поверхности.
Для облегчения работы надфилями используют ручки с цанговыми и болтовыми зажимами. Длина ручки 80. 90 мм, диаметр в толстой ее части 13. 18 мм.”
Ювелирное опиливание в принципе отличается от всех видов слесарного опиливания. Специфика производства ювелирных изделий — размеры, формы, конструкция изделий и деталей, используемые материалы, сохранность и сбор металлических отходов — полностью исключает возможность применения стационарных тисков. Для определения внешних размеров, правильности форм, плоскости и кривизны поверхности не пользуются лекалами и другим контрольным инструментом. Контроль осуществляется визуально.
Ювелиры выполняют опиливание, сидя за рабочим верстаком. В ячейку верстака вмонтирован упорфинагель, к котором, прижимают изделие. В большинстве случаев изделие во время обработки держат в руке, прижимая к финагелю пальцами. Если детали трудно удерживать в руке, при опиливании поль зуются плоскогубцами, круглогубцами, ювелирными тисочками — металлическими и деревянными, но так чтобы они не оставляли неисправимых дефектов на деталях. При опиливании деталей, которые по различным причинам не могут быть зажаты инструментом и в руке, используют деревянные приспособления в виде стержней. Если деталь имеет отверстие, то она насаживается на подогнанный конец деревянного стержня, в противном случае деталь может вжиматься в торец стержня и удерживаться таким образом.
При опиливании драгоценных металлов нельзя применять инструмент и приспособления, изготовленные с использованием цветных металлов и несгорающих материалов, ввиду сложности извлечения их из опилок. В процессе опиливания локти обеих рук находятся в свободном состоянии, лишь в некоторых случаях локоть руки, держащей изделие, опирается на край ячейки верстака. Однако в любом случае держащая изделие рука прижимает его к финагелю. Напильник или надфиль в другой руке опиливая изделие, подстраховывается финагелем, частично опираясь на него. В том случае, когда надфиль вынужден страховаться большим пальцем держащей изделие руки, на палец надевается кожаный чехол.
Наряду с ручным применяют механическое опиливание, при помощи которого обрабатывают труднодоступные участки изделий, пазовые вырезы, внутренние поверхности полых изделий. Для механического опиливания применяют электромоторы — бо машины, с гибким приводом и набор боров — фрез, которые крепятся посредством наконечников-манипуляторов.

А также разберем разрядность монтировщиков….
Ювелир-монтировщик 1-го разряда
Характеристика работ. Опиловка, шабровка и ручная полировка ювелирных изделий посудной группы из цветных металлов и серебра.
Должен знать: технологический процесс и способы ручной обработки ювелирных изделий посудной группы; правила пользования применяемым инструментом; физико-механические свойства цветных и драгоценных металлов.
Опиловка и шабровка
2. Ложки десертные, столовые, чайные.
Ювелир-монтировщик 2-го разряда
Характеристика работ. Монтировка простых ювелирных изделий из цветных металлов и серебра. Сверление отверстий с применением простейших приспособлений. Подготовка наборов к пайке, пайка, заправка в зоны пайки, гибка, правка, центровка, подгонка, отбеливание изделий, деталей и узлов к ним. Соединение звеньев в ушки. Заточка и заправка инструмента. Контактная (точечная) сварка изделий.
Должен знать: технологию сборки ювелирных изделий и приемы выполнения монтировочных операций; способы заточки и заправки применяемого инструмента; устройство и правила эксплуатации аппарата контактной сварки; правила отбеливания; основные свойства цветных и драгоценных металлов.
1. Значки, медали, ордена — вставка и опрессовка булавочек, навертывание гаек на винты, сцепка основ с промежуточными звеньями, обшивка и обертка колодочек муаровой лентой.
2. Кольца серебряные с одной вставкой, рюмки, солонки — монтировка.
Ювелир-монтировщик 3-го разряда
Характеристика работ. Монтировка ювелирных изделий средней сложности из цветных и драгоценных металлов. Проколка и сверление отверстий с применением различных приспособлений. Опиловка основ звеньев, винтов и шайб. Впаивание рантов, шарниров и пластин под замок.
Должен знать: способы применения разнообразных приспособлений для сверления и проколки отверстий; приемы опиловки и впаивания усложненных узлов и деталей ювелирных изделий; правила термической обработки ювелирных изделий из цветных и драгоценных металлов; устройство муфельных печей.
Броши, кольца, серьги из цветных и драгоценных металлов с количеством деталей от трех до пяти и несколькими вставками из полудрагоценных и драгоценных камней — монтировка.
Ювелир-монтировщик 4-го разряда
Характеристика работ. Монтировка сложных ювелирных и художественных изделий из цветных и драгоценных металлов. Изготовление корнеров «веревочки», замков для серег, шомпольных замков для брошей, пустотелых деталей и изделий. Обработка изделий с помощью бормашины. Проверка качества комплектовки сложным калибром. Реставрация серебряных изделий.
Должен знать: методы изготовления сложных деталей и узлов к ювелирным изделиям; способы подгонки оправ к вставкам для различных типов закрепки; приемы обработки ювелирных изделий бормашиной; правила пользования сложными калибрами и величины допусков при комплектовке; способы реставрации серебряных изделий.
1. Браслеты из цветного металла — монтировка.
2. Кольца золотые со вставками из полудрагоценных камней с глухой закрепкой — подгонка оправы к вставке.
Ювелир-монтировщик 5-го разряда
Характеристика работ. Монтировка особо сложных ювелирных изделий ручного изготовления из драгоценных металлов с драгоценными камнями. Изготовление ювелирных и художественных изделий по образцам, слепкам и рисункам с выпиливанием ажуров простых и средней сложности с предварительной разметкой под закрепку поделочных и полудрагоценных камней. Нанесение простой гравировки по рисунку при монтировке особо сложных ювелирных изделий. Реставрация художественных антикварных изделий из драгоценных металлов. Пайка с помощью паяльных трубок.
Должен знать: приемы выпиливания ажурных орнаментов; способы разметки под закрепку вставок; приемы гравирования.
1. Броши серебряные со вставками из полудрагоценных камней в ажурном обрамлении и с ажурной подпайкой.
2. Кольца золотые с бриллиантами.
И перейдем к уровню боженька.
Ювелир-монтировщик 6-го разряда
Характеристика работ. Монтировка и изготовление вручную высокохудожественных изделий по образцам, слепкам и рисункам. Разметка и выпиливание сложных ажурных орнаментов под закрепку полудрагоценных и драгоценных камней. Выпиливание сложных ажурных рисунков со сложными механическими (без пайки) креплениями различных декоративных деталей, штифтовка, закатка, обжимка и др. Орнаментация под эмаль.
Должен знать: виды художественной обработки цветных и драгоценных металлов; основы технологии чеканки, эмалирования и филигранного производства; характеристики драгоценных камней и требования, предъявляемые к их качеству, форме и размерам; способы закрепки полудрагоценных и драгоценных камней; способы мастичной лепки с рисунка; основные стилевые особенности декоративного и прикладного искусства.
1. Вазы серебряные с рисунками для нанесения эмали.
2. Колье золотые с драгоценными камнями.
Вот такая сложная и по-своему интересная профессия монтировщика.

Мы постарались для вас собрать максимум материала по разделу Ювелирного дела: Монтировка. Вместить весь объем информации практически невозможно поэтому мы вам рассказали про основные этапы производства как автоматизированные, так и ручной работы.
Наша следующая статья будет о ювелирном деле этап полировка, шлифовка, галтовка.
Интересная загадка — ювелир ставит, а повар снимает. Для того, чтобы правильно ответить нужно найти, что же общего может быть в работе ювелира и повара, казалось, двух таких разных и отличающихся друг от друга профессиях.
Ответ на загадку пишите в комментарии.
Показать полностью
4
Помогите придумать имя ювелирному украшению!
Друзья, я тут подумал — почему бы нам вместе не покреативить? Запускаю конкурс на лучшее название для классного кольцу, выполненного по мотивам сссровской стиральной доски.

Обычно мы такие вещи делаем внутри нашей худгруппы состоящей из меня, дизайнера, модельера, технолога и копирайтера. Но мне подумалось — почему бы не попробовать народный конкурс среди пикабушников. У меня набралась приличная аудитория, и если вам зайдет формат конкурса — будем делать это периодически.
Немного о идее кольца
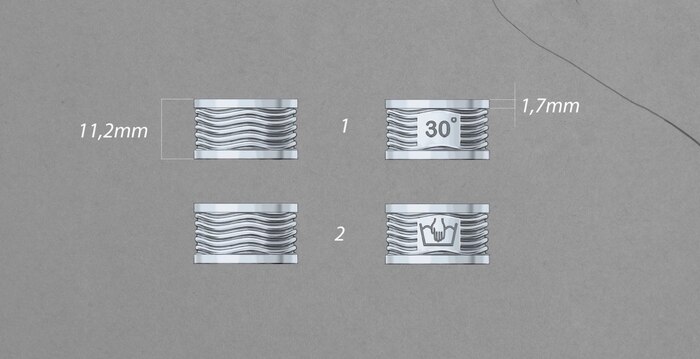
Кто меня читает, те знают ювелирный бренд Thing Jewelry, и что мы делаем украшения со смыслом. Так вот это кольцо — новинка в коллекцию CCCР style. В ее основе лежит старая добрая стиральная доска.

Кто постарше — помнят все эти тазики, нагретую в баке воду, деревянные щипцы, мыло со специфическим запахом, пену, пузыри. Ну и центральный акссессуар — стиральную доску. Так вот, мы вогнали волны ее рисунка и рамку в кольцо и дополнили значком ручной стирки. Получилось стильное кольцо, которое хочет получить соответствующее имя.

Итак, что надо сделать
Придумать имя для кольца — короткое, читабельное, отражающее суть. Важные вещи:
Оно должно быть короткое, в одно-два слова.
Отражающее суть кольца, передающее заложенную идею.
В идеале написанное английскими буквами. Например, лучше написать MOLOKO вместо МОЛОКО. Отлично пишутся русские слова латиницей — MOLOKO, а не MILK. И выйграет название MOLOKO, потому что "Молоко" для восприятия в России понятнее, чем "Милк".
Условия конкурса
Главный приз — 5 000 рублей. Утешительный (второе место) — 2 000.
По сути нам нужна крутая, емкая и лаконичная идея, понятная русскому человеку. Названия STIRKA и HAND WASH уже придуманы). И даже если ваш вариант мы изменим, но он послужит идеей и основой для созданного нами имени — приз ваш. А утешительный приз достанется второму по классности варианту, между которым мы выбирали в финале.
Закрою конкурс 30 июня. Присылать можно неограниченное кол-во вариантов, но выйграет не количество, а качество. После 30 июня еще раз пробегу все каменты, мы с командой обсудим их и выберем два лучших. В каментах к этому и еще отдельным постом напишу результаты и протегаю победителей.
Буду рад лайку, вашим каментам и успехов нам всем!
***
Мои телеграм, где больше всего ювелирного.
Показать полностью
3
Добрый день дорогие читатели, подписчики и просто гости нашего блога. Продолжаем знакомство во всеми стадиями Ювелирного дела!
Ранее для вас была выложена статья об одном их из процессов монтировке. В процессе выполнения монтировочных операций производится сборка (монтаж) ювелирного изделия из отдельных элементов. Основными процессами монтировки ювелирного изделия являются: пайка, сборка филиграни, сборка подвижных соединений, опиливание и шабровка изделия, и закрепка камней. Сегодня мы с вами рассмотрим следующую стадию Пайка
Пайка — это процесс соединения металлических деталей, находящихся в твердом состоянии, посредством расплавленного связующего металла или сплава — припоя, имеющего более низкую температуру плавления, чем соединяемый основной металл.
В процессе паяния между расплавленным припоем и основным металлом на небольшой глубине происходят процессы взаимного растворения и диффузии. Причем в отличие от сварки, при которой наряду с припоем оплавляются кромки или торцы соединяемых деталей, при паянии расплавляется только присадочный материал, т. е. припой. При этом для получения прочного паяного соединения необходимо добиться такого взаимодействия припоя с паяемым металлом, при котором атомы жидкого припоя вступают во взаимодействие с атомами паяемого металла, т. е. происходит смачивание жидким металлом твердого. Смачивание металлов можно улучшить с помощью флюса, который наряду с облегчением процесса соединения металлов способствует удалению окислов из мест пайки
“Ювелирные припои различают по их металлическим основам. Кроме основного металла они содержат значительное количество меди, цинка, кадмия, олова. В зависимости от содержания прибавок этих металлов припои подразделяются на мягкие (легкоплавкие) и твердые (средне- и тугоплавкие). Припои должны удовлетворять следующим условиям: плавиться в тот момент, когда основной металл еще находится в твердом состоянии: хорошо растекаться по спаиваемому металлу; соединение припоя с основным металлом должно быть долговечным.
Разнообразие составов, свойств и условий применения припоев вызывает различные способы их изготовления. Для практического применения из них изготовляют фольгу и ленту различной толщины, прутки и проволоку.
Металлы и сплавы с низкой температурой плавления (300-700°С) паяют мягкими припоями, а с высокой температурой (900-1800°С) плавления — твердыми.
Кроме припоев на основе золота и серебра в ювелирном производстве применяются твердые медно-цинковые и медно-фосфорные припои, т. е. припои на основе меди. Для получения необходимых свойств в них добавляют олово, марганец, железо, алюминий и другие металлы. Соединения, паянные припоями на основе меди, выдерживают высокие механические нагрузки.
Флюсы — это активные химические вещества, предназначенные для снижения поверхностного натяжения и улучшения растекания жидкого припоя, а также для очистки поверхности паяемого металла от окислов. В качестве флюсов для пайки ювелирных изделий используются растворы буры и борной кислоты. Выбор флюса зависит от степени окисления сплава, подлежащего паянию. Флюс должен обеспечить смачивание металла припоем и быть безопасным в работе.”
Самым универсальным флюсом для пайки золотых изделий служит водный раствор буры с борной кислотой в соотношении 1:1 по объему. Для приготовления флюса равные части буры и борной кислоты перемешивают и тщательно растирают в фосфорной ступке, растворяют в дистиллированной воде и при нагреве кипятят до выпадения твердой фазы. Полученную смесь растирают до образования гладкой массы, разбавляют дистиллированной водой до получения жидкой пасты и охлаждают. Пользоваться этим флюсом удобно. Из-за своего жидкого состояния он легко проникает в зазоры спаиваемых деталей.

Изделия из золотых сплавов, в которых содержится никель, а также из сплавов серебра и мельхиора спаивают с применением в качестве флюса насыщенного раствора буры. Он представляет собой жидкую кашицу, степень густоты которой поддерживается доливанием воды. Для приготовления флюса в фарфоровую ступку засыпают определенное количество порошкообразной буры и наливают воду так, чтобы она покрыла порошок. Затем ступку нагревают до полного растворения буры и охлаждают. Охлаждаясь, раствор кристаллизуется. Кристаллы тщательно перетирают и заливают водой для образования жидкой кашицы.
Пригодность флюса определяют на чистой пластине основного металла. Для этого на одну сторону наносят флюс, а с другой стороны (снизу) нагревают пластину горелкой. После испарения влаги на пластине остается белый налет, который затем плавится и равномерно растекается по металлу. Если при нагреве флюс собирается в шарики, то он считается непригодным для данного металла. Способность к растворению окисной пленки определяют после промывки пластины: если под слоем отмытого расплавленного флюса остается чистая поверхность, металла, то флюс активен и хорошо защищает поверхность данного металла от воздействия высоких температур паяния.
Перед пайкой необходима подготовка поверхности изделия или отдельных деталей путем припасовки или подгонки деталей. Зазоры должны быть минимальными. Затем с подготовленной поверхности удаляют окислы и загрязнения для проявления действия капиллярного притяжения между припоем и окисным металлом.
Механическую очистку осуществляют шлифовкой, опиловкой, зачисткой стальной щеткой и т. д. В некоторых случаях для лучшей очистки поверхности после механической применяется еще и химическая очистка, которая наиболее эффективна. Для очистки можно применять четыреххлористый углерод, трихлорэтилен, тринатрийфосфат. Выбор требуемого очистителя зависит от индивидуальных особенностей очищаемого материала. При этом необходимо, чтобы применяемый реактив легко смывался с поверхности металла, так как его остатки могут повредить основному металлу или образовать на поверхности нежелательную пленку. После очистки поверхности пайку рекомендуется проводить как можно быстрее, чтобы избежать появления на поверхности новых окислов.
Очищенные детали фиксируют на асбестовой прокладке либо наложением одной детали на другую (пайка внахлестку), либо удерживая плоскогубцами, соединяя зажимами встык, или другим способом, обеспечивающим доступ к месту соединения деталей.
В настоящее время в ювелирном производстве применяются следующие способы пайки: паяльником, пламенем горелки, при серийном производстве в конвейерных печах, а также точечной или микроплазменной сваркой, сваркой на специальных сварочных аппаратах.
Пример конвейерной печи.

Пайка с применением ручкой горелки — наиболее широко распространенный способ, особенно в условиях предприятий, выполняющих индивидуальные заказы. При этом могут применяться как стандартные, так и специальные ювелирные горелки облегченной конструкции, показанные на рис. 4, б. Основные виды топлива для ручных горелок — это природный газ и бензин, которые перед употреблением смешивают с кислородом или воздухом в различных соотношениях, что обеспечивает регулирование пламени.

Для припаивания к корпусу крупногабаритного изделия филигранного узора, когда филигрань занимает значительную часть площади поверхности изделия, требуется высокотемпературный нагрев всего корпуса изделия. Такие изделия паяют широким мягким пламенем горелки или специальными многофакельными горелками, причем изделие устанавливают и вращают так, чтобы паяемая филигрань равномерно нагревалась. Пайка пламенем горелки трудоемка и требует от ювелира навыков.
Для получения прочного соединения стыков колец и других ювелирных изделий применяется микроплазменная сварка, где плазмообразующими газами являются аргон и гелий. Сварка осуществляется на специальном аппарате-автомате МПУ без присадочного материала припоя.
Спасибо за просмотр!!!
продолжение будет более интересным в следующей статье....
Показать полностью
3

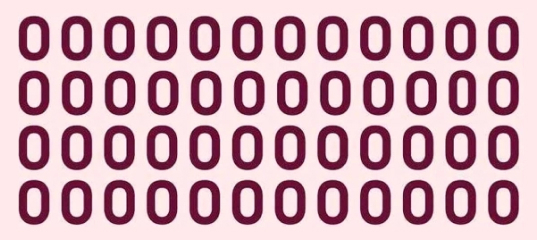
Сможете найти на картинке цифру среди букв?
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
Добрый день дорогие читатели, подписчики и просто гости нашего блога. Сегодня на повестке дня разбор следующей стадии Ювелирного дела!
И это Монтировка, но, к сожалению, из-за большого объема информации, данная статья будет поделена на 3 раздела, из них вы узнаете, что такое монтировка в целом, на какие подпункты она делится. Какие функции выполняет монтировщик, какую несёт ответственность, и какое пагубное влияние от данного труда можно получить. И много всего интересного, ставьте лайки, Подписывайтесь на наш блог, Пишите комменты, и приятного чтения!
Часть 1-я. Монтировка.

Работа монтировщика требует особого мастерства. Он должен собрать украшение, состоящее из нескольких частей, сделать нужный размер кольца, обработать все поверхности. Получается заготовка в собранном виде. От качества монтировки в ювелирном производстве зависит насколько прочным, крепким и точным будет ювелирное украшение, поэтому это основной этап производства ювелирных украшений.

Монтировка — это соединение деталей ювелирных изделий, изготовленных гибкой, разрезанием, распиливанием, фрезерованием, штамповкой и другими методами. Такое соединение производится пайкой, сваркой, клепкой и другими технологическими операциями.
В процессе выполнения монтировочных операций производится сборка (монтаж) ювелирного изделия из отдельных элементов. Основными процессами монтировки ювелирного изделия являются: пайка, сборка филиграни, сборка подвижных соединений, опиливание и шабровка изделия, и закрепка камней
Самой важной из них является пайка. Это процесс, при котором очищенные от грязи, жиров и окислов твердые металлические детали соединяют посредством расплавленного связующего металла или сплава — припоя, имеющего более низкую, чем соединяемый основной металл, температуру плавления.
Состав и свойства мягких припоев.
Организация рабочего места - одно из важнейших условий качественного труда, сокращение потерь драгоценных металлов и снижения утомляемости. Рабочим местом ювелира является верстак. Ювелирные верстаки бывают разных конструкций: на деревянной основе или металлической, однотумбовые и двухтумбовые, одноместные и многоместные. Это во многом определяют условия цеха или мастерской, но в любом случае есть обязательные требования к каждому ювелирному месту. Сам верстак должен занимать устойчивое положение, чтобы в процессе работы не иметь продольных и поперечных колебаний. ( фото верстака или отсылка к фото)
Столешница верстака (верхняя плита) должна быть массивной и иметь сегментный вырез (рабочую ячейку) с местом крепления для финагеля (файнагеля).
Финагель может крепиться тугой посадкой хвостовика в отверстие торца центра рабочей ячейки или иметь винтовое крепление, позволяющее его удерживать без люфта. Финагель изготавливается из твердых пород Дерева (как правило, дуба) и служит упором при работе ювелира за верстаком.

Для сборки отходов в процессе обработки изделий служит выдвижной металлический короб или кожаный фартук под рабочей ячейкой верстака. Короб для сбора отходов устанавливается на такой высоте, чтобы не касаться локтя ювелира при выпиливании лобзиком на финагеле и не упираться в колени при нормальной посадке ювелира на стуле. Короб, также, должен иметь сегментный вырез на лицевой стороне, чтобы в выдвинутом положении уменьшить потери отходов драгметалла.
Короб глубиной 50...70 мм изготавливается из огнеупорных, нержавеющих и немагнитных материалов, как правило, из нержавеющей стали.

Во время работы на верстаке должен находиться только тот инструмент, который необходим для данной операции. Верстак не должен быть захламлен инструментами. Инструменты могут располагаться по обе стороны рабочей ячейки, а центральная часть верстака (в зоне финагеля) должна быть свободна для размещения деталей изделия. На верстаке под рукой всегда должна быть щетка для обметания инструмента и рук от опилок. Инструмент и руки обметают после каждой операции в короб для сбора отходов.
“Уборка рабочего места по окончании работы производится в следующем порядке. Изделия и детали из драгметаллов обметают щеткой и убирают в коробку для изделий. Инструменты обметают щеткой каждый в отдельности и убирают в отведенные Для них места. Затем обметают всю верхнюю часть столешницы и отходы сметают в короб. После обметания рук щеткой приступают к сбору отходов из короба. С этой целью сметают отходы со всей поверхности короба в кучку и заметают их на специальный совочек, из которого высыпают в банку для сбора отходов. Этот прием повторяют 3 — 4 раза до максимально полного сбора отходов.
Столешница верстака должна быть покрыта огнеупорным материалом (как правило, пластиком), обеспечивающим ровную и гладкую поверхность. Контур верстака должен иметь бортик. Лицевая сторона верстака отделывается бортиком высотой 4...5 мм с разрывом в зоне финагеля (для сбора отходов), остальная часть периметра верстака может иметь бортик произвольной высоты, в зависимости от условий работы (как правило, 150 мм). Поверхность столешницы должна исключать наличие щелей и трещин, с этой целью контур соединения бортика и столешницы зашпаклеван. Подверстальные тумбы служат для хранения инструмента и приспособлений. Емкость их и количество выдвижных ящиков должны обеспечивать хранение всех личных инструментов. Комплектный стул должен быть устойчив и удобен по высоте, при наличии винтового устройства, регулирующего высоту стула, должны быть исключены люфтовые колебания. Ювелирный верстак обеспечивается светильником дневного освещения, прикрепленным стационарно. Гибкий шланг или подвижной кронштейн светильника должен обеспечивать вертикальное и угловое перемещение света в зоне финагеля, а также нормальное освещение всей поверхности верстака. При условии подводки центральной газовой магистрали ювелирный верстак обеспечивается двухканальным трубопроводом с регулировочными кранами для подключения к газопроводу и каналу сжатого воздуха, обеспечивающего давление. При отсутствии газовой магистрали используются индивидуальные газовые или бензиновые аппараты. Для хранения изделий, полуфабрикатов и отходов каждый ювелир имеет металлический ящичек (гофт) с закрывающейся крышкой и опломбировывающийся личной печатью перед сдачей его на хранение. Для сбора и хранения отходов (опилок, стружки, обрезков и т. д.) должна быть баночка с плотно закрывающейся (завинчивающейся) крышкой и по размерам свободно размещающаяся в гофте. Условием эффективной работы ювелира является размещение инструмента на рабочем месте”.
Спасибо за просмотр!!!продолжение будет более интересным в следующей статье....
Показать полностью
4