

Прошу помощи советом
Всем доброго дня. Нашел на Авито лазер 900х600 мм, трубка 80Вт, на М2 от продавца unionAsia по довольно неплохой цене. Собственно, интересует, имел ли кто-нибудь дело с данной компанией и какие остались впечатления.
Всем доброго дня. Нашел на Авито лазер 900х600 мм, трубка 80Вт, на М2 от продавца unionAsia по довольно неплохой цене. Собственно, интересует, имел ли кто-нибудь дело с данной компанией и какие остались впечатления.
Приветствую вас ЧПУшники.
Хочу поинтересоваться по поводу зарплаты. Работаю оператором фрезерного станк FANUK i0 FM иногда редактирую УП.
ЗАРПЛАТА 80К. 5/2 40ч в неделю.
У кого как растёт зарплата?
Прошу помощи в написании программы для чпу Fanuc. Какой именно Fanuc без понятия, мне сказали они все +- одинаковые и программу поймёт любой. Сам пытаюсь, но что-то не получается. Буду ооочень благодарен за помощь!
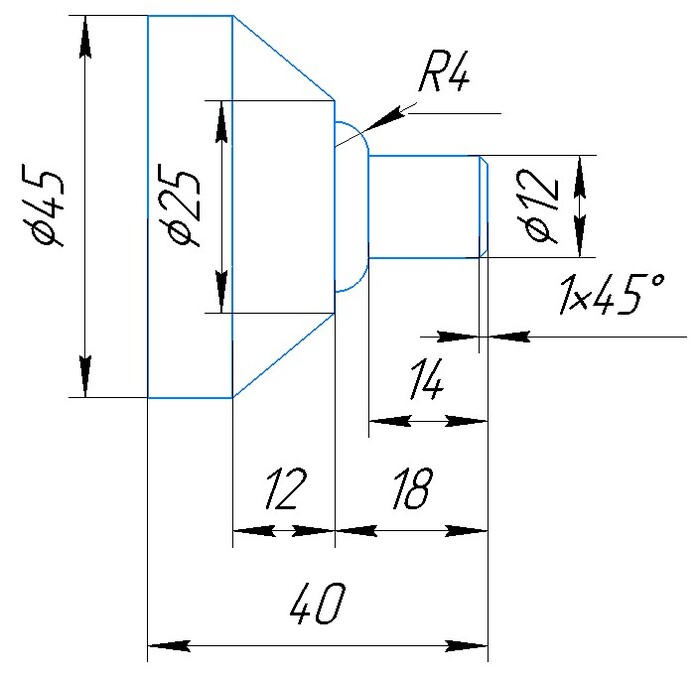
Моя деталь
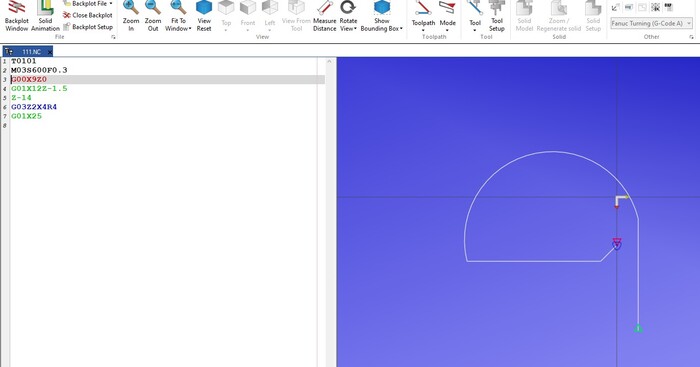
А это то что я пытался сам написать. Никак не могу радиус 4 развернуть в другую сторону даже...
Работаю на портальном станке плазменной и газопламенной резки. Умею в полный цикл: чертеж или обмер, модель сборочка, раскрой, программа и непосредственно резка. Работаю в основном с металлоконструкциями, но и интересные поделки тоже переодически бывают. Время позволяет, ищу куда бы применить навыки удаленно.


Здравствуйте, уважаемые пикабушники-ЧПУшники. Имею вот такой вот гравировально-фрезерный, с 800 ваттным шпинделем, с водяным охлаждением, + частотник.
Появилась проблема, которая заключается в том, что при включении частотника, станок уходит в перезагрузку, и соответственно скидывает из памяти УП и положение шпинделя для начала работы (ну или точки 0, кому как удобнее).
Я не искушен в ремонтах станков, но есть желание научиться. Проблему вижу в том, что при включении шпинделя где-то, что-то кратковременно коротит, во время разгона, когда нагрузка повышена. И поэтому это может быть:
- Проблема в шпинделе (пробивает где-то и требует замены)
- Проблема в кабеле от станка до шпинделя
- Проблема заземления
Шпиндель


Шпиндель jgd-65c-800.
Можно было б конечно сразу шпиндель на аналог заметить, но хз, он это или не он.
При выполнении УП никаких проблем нет.
Если есть у кого мысли по этому поводу, буду рад помощи.
UPD:Решено. По совету @frezeruru подключил частотник напрямую к шпинделю, предварительно прозвонив фазы и перепаяв разъем gx16 4pin. Все работает, полет нормальный, станок более не перезагружается.. Теперь жду кабель мкэш 4*1,5мм и новые разъемы, чтобы допаять уже по нормальному. Оказалось в нашей деревне таких разъемов и кабелей не найти(только бродячих кОбелей можно, в любом сечении). Цена вопроса с Оzона в районе 700-1000 р
В какой программе пишется УП под такой токарный станок?
В продолжение поста камрада Enot11rus ЧПУ. Параметры стоек Фанук
Для своего удобства нарыл кое-что.
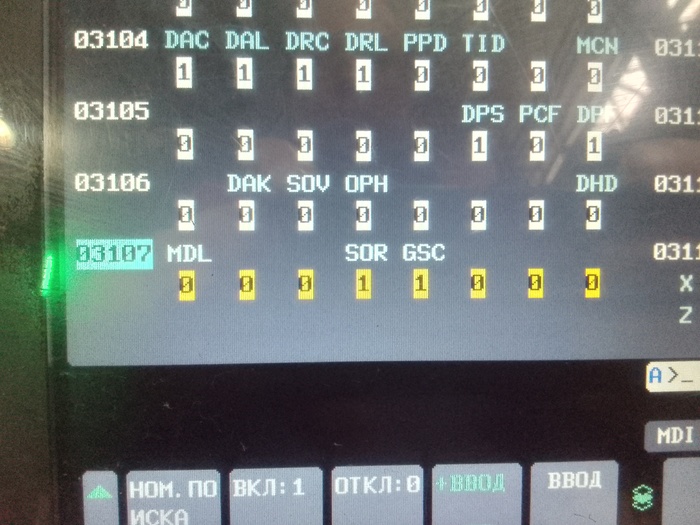
Параметр 3107
бит 4 SOR, значение 1 - упорядочить программы по номеру.
0 - по дате создания.
бит 5 GSC значение 1 - показывает на дисплее мм/об при работающей программе.
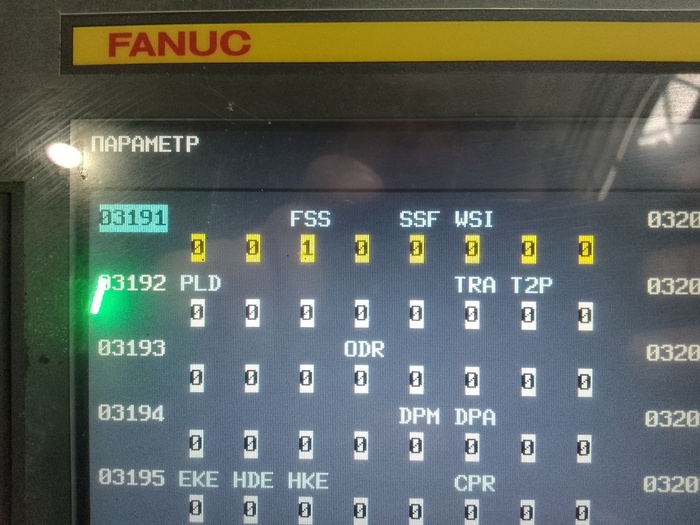
Параметр 3191, бит 3 FSS значение 1 - показывает на дисплее мм/об всегда.
У меня на станке было так, что MDI при отработке проги, сразу удалял её. Мне же нужно было несколько раз запускать её, т.е. чтобы MDI запоминал прогу, не стирал её.
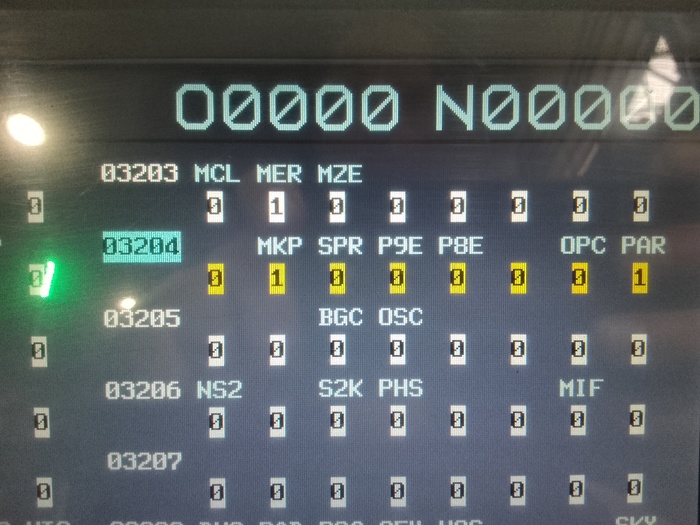
Параметр 3204, бит 2 MKP значение 1 - MDI запоминает программу.
Параметр 3404, бит 1 М3В.
Заявлено, что:
Число M-кодов, которые можно задавать в одном кадре:
0: Один
1: До трех
У меня не работает, только на дисплее стало 3 М-кода.
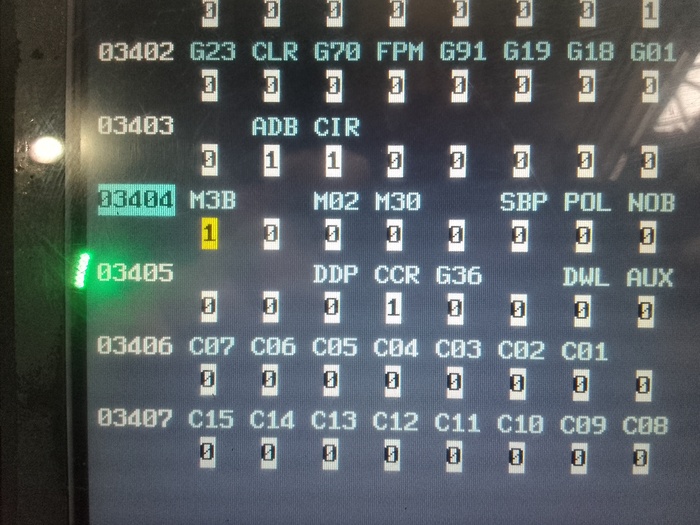
Параметр 3405, бит 4 CCR значение 1 - не нужно ставить в программе запятую перед R, C, A.

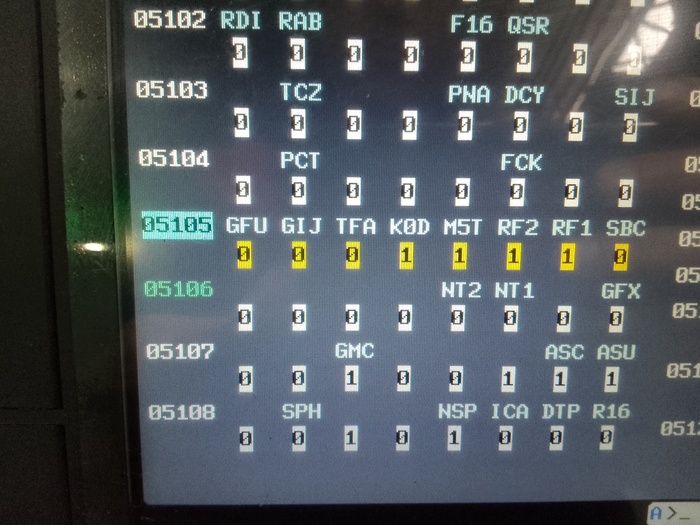
Параметр 5105 бит RF1 и RF2 значение 1 - отменяет в циклах G71/G72 последний проход по всему контуру. У меня станки 400 мм., и 630 мм. высота центров, детали здоровые, ждать, пока он последний проход сделает ооочень долго, и незачем.
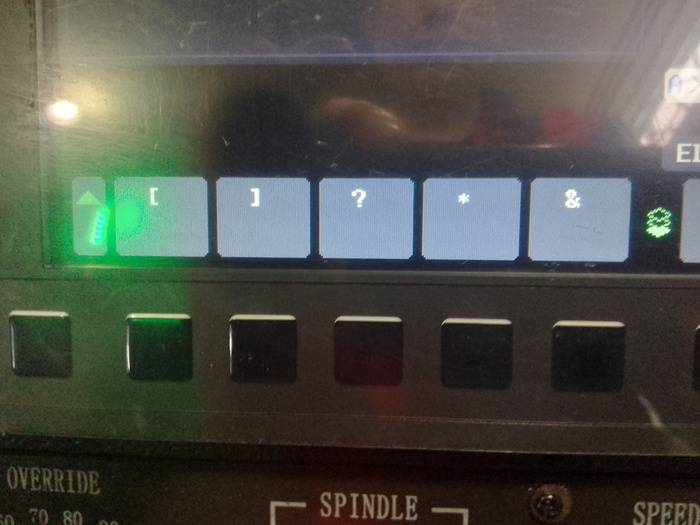
Параметр 13115, бит 3 SI2 значение 1 - дополнительная клавиатура ввода.
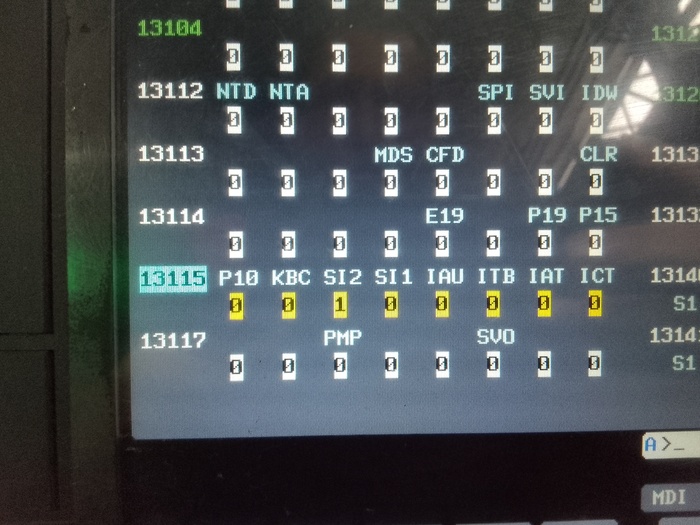
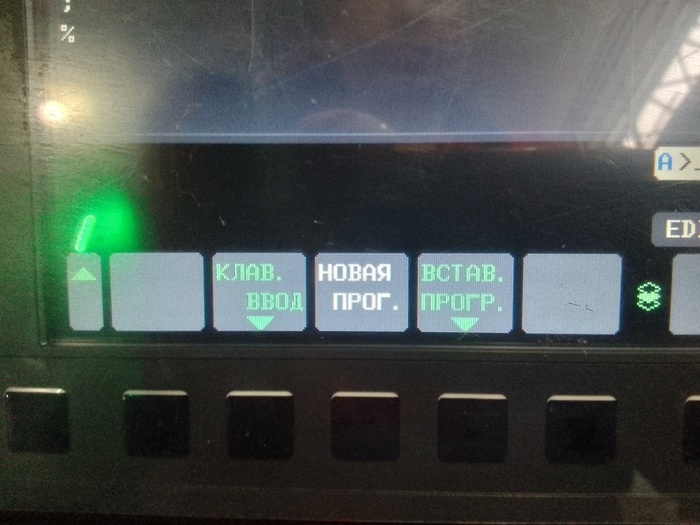
Причём, если в параметре 3204, бит 8 PAR значение 1, который делает круглые скобки вместо квадратных, на доп. клавиатуре будут квадратные скобки, и наоборот.
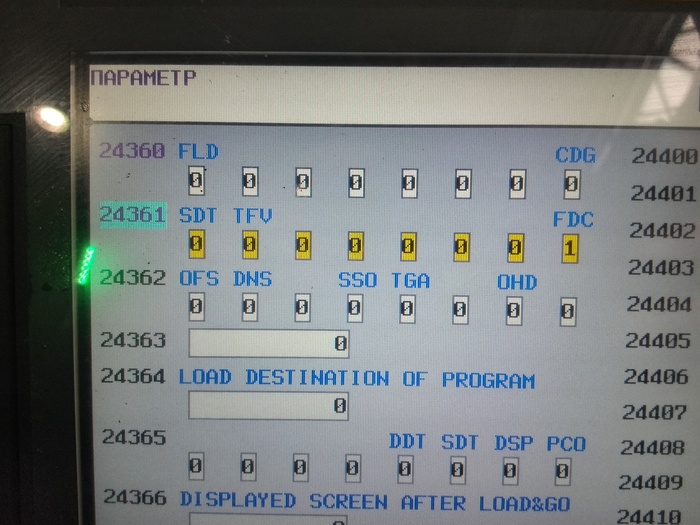
Цвет дисплея.
Параметр 24361 бит 8 FDC значение 0 - тёмно-серый
1 - светло-серый
Диапазоны оборотов. У меня М41-М44. Чтобы побыстрее переключались шестерни мне рекомендовали, но я, признаться, ещё не пробовал.
Параметр 3732 значение 2.

Не нашёл параметр, который запоминает после выключения нажатые кнопки на панели управления (М01, Block Skip), и управление тормозом шпинделя. На 630-м планшайба очень медленно тормозит, и когда торцуешь по G72 используя G96, при возвращении, допустим с диаметра 200 на диаметр 700, он не успевает затормозить с, допустим, 300 об/мин. до 80 об/мин. Приходится стоять, выключать/включать программу, т.к. торцевать иной раз много. Иначе пластине пизда.
Надеюсь, кому пригодятся параметры, надеюсь, кто подскажет мне.
Приветствую, есть ЧПУ, занимаемся деревообработкой.Поступило предложение от директора взять флюгерный нож на ЧПУ для нарезки картона для коробок(для производства).Вот теперь вопрос-через какую программу писать вектора,и вообще как он работает? В интернете информации мало, может кто пользовал?



