

Кто не знал
Кто не знал!

Кто не знал!
Рубрика-Немного о моде 2023: Вдохновляемся эстетикой Коко Шанель и добавляем в образы изящные жемчужные бусы, которые прекрасно смотрятся с платьями, рубашками и базовыми лонгсливами. Подвеска, серьги с жемчугом и аккуратные кольца тоже выглядят благородно и статусно.
В этом году дизайнеров вдохновляет барочный (неровный) жемчуг.
В 2023 году всевозможные украшения с жемчужинами будут хитом среди невест. И если купить такое на свадьбу, то носить его можно будет хоть всю жизнь — поверьте, актуальности оно не потеряет.

Ромашки несомненно считаются самыми летними цветами, такими трогательными в своей наивной простоте ^__^
И мне, глядя на эти маленькие солнышки с белоснежными лепестками, захотелось воплотить их в украшениях!

Это, пожалуй, одна из самых обширных коллекций, которые я создавала до последнего времени, так как тут представлены цветы как и в махровой разновидности, так и в самой простой :)

Серьги-пуссеты, классические серьги на английских швензах, колечки, браслет, чокер, кулоны и конечно же броши!
Как говорится, на любой вкуси цвет ^__^ Кому что по нраву!

Каждый цветок лепесток за лепестком вылеплен в ручную из полимерной глины, тонирован и покрыт защитным слоем.
Винтажная бронзовая фурнитура как нельзя лучше подходит к украшениям, гармонизируя образ в целом.

На лепесточки я нанесла капельки росы, чтобы придать им большую реалистичность, будто бы ромашки сорвали рано утром с росой и украсили свой образ свежими цветами :З

Украшения лёгкие, не боятся воды. Дарят прекрасное летнее настроение, очаровывают мимо проходящих людей, привлекают внимание :)

Дарите себе летние, солнечные эмоции с милыми украшениями ^-^
Добавляйте изюминку и индивидуальность в свой образ!

Благодарю за просмотр!
Для кого-то шутки – обычный пустяк, но, когда начинают «веселиться» ювелиры, их юмор нередко обходится в весьма серьезную сумму!


Рубрика - Интересные факты:
Подписывайтесь на наш, телеграмм канал в нем еще больше новостей
https://t.me/BSC_Jewerly
Сегодня на повестке дня разбор следующей стадии Ювелирного дело закрепка. Что такое закрепка в целом, на какие виды она делится.
Какие функции выполняет закрепщик, какую несёт ответственность. И много всего интересного, ставьте лайки. Подписывайтесь на наш блог и телеграмм, Пишите комментарии, статья будет из нескольких частей, так как материала очень много и весь в одну статью разместить практически невозможно.
Приятного чтения!

Финишный этап в длительном процессе изготовления украшений – закрепка камней: от фианитов до бриллиантов. При этом, данный процесс невозможно автоматизировать, ведь человечество пока не изобрело механизма, способного так точно и бережно закрепить вставки. Ручная работа всегда кропотливая и требует невероятного опыта и вдохновения. Именно вдохновения, ведь каждый мастер с особым чувством инкрустирует украшения, поскольку с трепетом наблюдает, как заготовка превращается в уникальное произведение ювелирного искусства.
Закрепка ювелирных камней — это один из этапов создания украшения, часть монтировочного процесса, в ходе которого мастер фиксирует ограненный камень в оправе выбранным способом. Работу по закрепке камней выполняет ювелир-закрепщик, прошедший специальное обучение.
Суть процесса состоит в том, чтобы подготовить гнездо по форме и размерам вставки, надежно закрепить камень в изделии таким образом, чтобы это не только красиво смотрелось, но и было удобно в эксплуатации.
Различают закрепку механическую (крапановую, глухую, корнеровую и их разновидности) и клеевую. Каждый вид предусматривает несколько операций и требует разного подхода, поэтому набор инструментов отличается. Закрепщик должен учитывать хрупкость и прочность камня, толщину рундиста, форму огранки.
В арсенале мастера есть штихели, корневертки, корнезеры, деревянные тиски, надфили, обжимки, киттштоки, полировники, ювелирная дрель и др. Значительно облегчает закрепщику работу 3D-моделирование.

Инструмент для закрепки камней включает более десятка наименований. Это штихели, ручные деревянные тиски, киттштоки. обжимки, корновертки, корнезеры, надфили, полировники, ювелирная дрель, сверла и др.
Штихели

Резцы, которыми вырезают гнезда для посадки камней, ставят корнеры, делают различную разделку в зоне закрепки камней. Все режущие штихели изготовляют из специальных сталей с обязательной закалкой. Штихель состоит из клина и ручки.
Клинок, или стержень, штихеля, длина которого 100...120 мм, вставляется в деревянную ручку грибовидной формы. Верхнюю часть клинка называют спинкой, нижнюю - лезвием.
Угол лезвия - это угол между боковыми гранями (сторонами) клинка. Наклонную лобовую площадку, полученную в результате затачивания, называют площадью заточки, а угол001, образованный между лезвием и площадью заточки - углом заточки. Рабочий конец штихеля со стороны спинки имеет дугообразный вырез, позволяющий уменьшить угол заточки.
Режущей кромкой служит ребро, образованное площадью заточки с боковыми сторонами и лезвием под острым углом.
Режущие штихели каждого наименования делятся по номерам, которые определяют толщину спинки, а следовательно, и угол лезвия.
Все режущие штихели должны иметь хорошо заполированные лезвия и стенку, образующую режущую кромку. Заточка штихелей производится на мелкозернистых брусках, смазанных машинным маслом. Оптимальный размер брусков 25Х50Х 150 мм.
Заточку производят со стороны спинки штихеля под необходимым углом штихеля к камню. Желательно, чтобы площадь заточки образовалась за один прием заточки. Полировка стенок и лезвий штихелей производится на мраморных брусках и коже, натертой полировочной пастой (ГОИ).
Все штихели вставляют в заранее просверленное отверстие (2...3 мм) ручки на глубину 2/3 ее длины. Длина ручек режущих штихелей от 30 до 70 мм, в зависимости от изменения длины клинка в процессе затачивания.
Диаметр шейки 10...12 мм, шляпки 30...35 мм. Шейка ручки укрепляется металлическим кольцом, предохраняющим ручку от раскалывания. Нижняя часть шляпки скалывается, образованная плоскость позволяет работать штихелем под более острым углом к обрабатываемой поверхности, дает возможность лучше фиксировать положение штихеля во время работы и плотнее захватывать ручку в ладони. Форма и заточка штихелей каждого наименования соответствуют их назначению.
Шпицштихель - один из наиболее распространенных режущих штихелей, имеет клиновидную форму с выпуклыми боковыми сторонами. Угол лезвия шпицштихеля 30...45°, оптимальный угол заточки 45°. Может иметь прямую и боковую (правую и левую) заточку. При прямой заточке площадь заточки образует острый угол только с лезвием, таким образом, режущая кромка получится угловой и штихель будет выполнять черновую разделку при фаден-гризантной закрепке и двустороннюю подчистку. Шпицштихель с боковой заточкой выполняет юстировочные Функции (внутренней боковой подрезки). При правой заточке площадь заточки образует острый угол не только с лезвием, но и с правой (со стороны спинки) боковой стороной. В этом случае режущей кромкой будет правая сторона штихеля. Угол схождения площади заточки с правой стороной будет углом режущей кромки, диапазон его 45...60°. Левая заточка отличается от правой тем, что режущая кромка, образованная острым углом, находится на левой стороне. Шпицштихели с боковой заточкой применяют для впасовки камней при корнеровой закрепке и в каст, для чистовой обработки кастов и фаден-гризантной разделки, подчистки корнеров и т. д. Лезвие штихеля слегка зашлифовывают (заваливают) на бруске. Номер штихеля и высоту рабочей части клинка выбирают в зависимости от характера работы и размеров камней. Для впасовки больших камней лезвие зашлифовывают больше обычного.
Боллштихель - штихель с закругленным лезвием, независимо от формы сечения клинка. Боллштихель может иметь вертикальные и наклонные (прямые и выпуклые) боковые стенки в зависимости от того, каким должно быть закругление. Радиус закрепления закрепочных боллштихелей колеблется от 0,2 до 1,0 мм. Угол заточки 45...60°. Применяются они при фаден-гризантной закрепке для поднятия металла в штрих (пенек), на котором накатывают корнер. Величина корнера зависит от радиуса закругления лезвия и угла заточки штихеля: чем больше радиус закругления и угол заточки, тем толще поднятый корнер. Это очень ответственная операция, требующая хорошей закалки рабочего конца штихеля. При постановке корнера прикладывается большее усилие, чем при простом срезе, при перекалке же штихеля режущая кромка его сразу обламывается, а при недостаточной закалке режущая кромка сминается - и штихель может сорваться, сломав корнер. Боллштихель применяют для прорезки и подчистки желобковых участков изделия.
Мессерштихель - имеет клинообразную форму в сечении и острое лезвие. Угол лезвия, в зависимости от номера, от 15 до 30°. Угол заточки штихеля около 60°, высота рабочей части 3...4 мм, при более низком затачивании конец становится «жидким». Мессерштихель используют для подчистки мест между корнерами и других труднодоступных участков.
Флахштихель - при любой форме сечения клинка должен иметь плоское лезвие. Форма флахштихеля может быть прямоугольной (с отвесными боковыми сторонами), трапециевидной (с малым и большим основанием лезвия). В зависимости от назначения ширина лезвия бывает от 0,2 до 4,0 мм. Особенностью флахштихелей является то, что высота рабочего конца оставляется не более 2,0 мм, это делает инструмент удобным в работе и облегчает заточку. Узкие флахштихели используют для чистовой подрезки фаден-гризантной закрепки, обрезки корнеров и для других целей; широкие - для чистовой o6paботки кастов и разделки всех видов закрепки, для глянцевой подрезки.
Давчик

Стержень, вставленный в грибовидную ручку. Различаются давчики по форме и поверхности рабочей площадки. Давчик для крапановой закрепки изготовляется из стали, его рабочая часть имеет площадку с желобковым пропилом. Рабочая часть давчика, служащего для зажатия камня узкими крапанами, не закаливается. Для зажатия толстых крапанов и стенок толстостенного глухого каста используют сапожковый давчик, рабочая площадка которого имеет мелкую насечку. Тонкостенные касты зажимают
сапожковым давчиком с гладкой незакаленной рабочей площадкой. Этим же давчиком выравнивают форму каста по всему периметру. В тех случаях, когда необходимо сохранить форму крапана, поверхность стенки глухого каста или когда возникает опасность скола камня при соприкосновении давчика с камнем (для посадки мелких камней в гнездо), применяют медные давчики - сапожковые и с круглой площадкой.
Ручные деревянные тиски

Применяются для закрепки камней в кольца, а также для разделки поверхности колец. Используют как винтовые, так и клинозажимные тиски. Длина тисков - 100...120 мм, расхождение губок до 15 мм. Верхняя, рабочая часть тисков может быть любой формы: плоской, выпуклой, полукруглой, конической. Тиски для закрепки подбирают в зависимости от кольца, его размера, размера и формы верхушки, наличия накладок и т. д. Конструкция тисков должна быть прочной, изготовляют их из твердых пород дерева. Допускается изготовление из текстолита, но с накладными деревянными или кожаными наклейками в рабочей части губок.
Фирменные корновертки

Принцип крапановой закрепки заключается в том, что с внутренней стороны крапанов, на одном и том же уровне, делают всечки, на которые ляжет рундист камня, а концы крапанов, возвышающиеся над рундистом, загибают на коронку камня. Уровень всечек на крапанах ювелиры определяют визуально (но не приблизительно). Исходными данными для определения уровня служат: высота участка крапана, который идет на загиб (в зависимости от размера камня от 0,5 до 1,0 мм), толщина рундиста и глубина шипа камня (шип камня не должен выходить за нижний уровень изделия). Для закрепки поступают шлифованные изделия, поэтому верх каста выравнивают надфилем, после чего, наметив уровень, всекают крапаны. В большинстве случаев крапаны всекаются флахштихелем и шпицштихелем. В кастах с малым числом крапанов всечки для камня могут быть сделаны специально заточенным надфилем.
Всечки делают так, чтобы гнездо, образованное крапанами, было вертикальным и имело карниз в качестве нижнего упора. Камень должен садиться в гнездо плотно и без перекосов. Убедившись в правильном положении камня в касте, давчиком наваливают свободные концы крапанов на павильон камня. Зажимая крапанами камень, придерживаются такой последовательности: следующим загибать крапан, противоположный только что загнутому. Поджав плотно все крапаны, каст проверяют на просвет: если какой-либо из крапанов висит, его поджимают еще плотнее. Желательно, чтобы загнутая часть крапана ложилась не на ребро, а на грань камня (особенно у камней округлой формы), это лишит камень возможности поворачиваться.
В некоторых случаях при толстых крапанах и жестком металле допускается поджатие крапанов закрепочным молоточком. Однако совершенно недопустимо, работая молоточком, попадать им по камню. Существует ряд камней, для которых закрепка с помощью молоточка вообще исключается. Даже при самых хороших условиях закрепки эти камни требуют максимума внимания и аккуратности. К ним относятся: опал, изумруд, аметист и другие хрупкие камни. Кроме хрупкости при закрепке камней следует учитывать и другие не менее важные факторы, такие, как толщина рундиста, форма огранки, прочность камня. Даже самые «крепкие» камни с тонким рундистом или с острыми углами (при огранке «маркизом», «каплей», всеми прямоугольными формами) обладают свойством скалываться при недостаточно аккуратной закрепке.
Обработка крапанов после закрепки камня заключается в том, чтобы сделать их одинаковыми по длине и форме, а если нужно, заполировать или срезать поверхность крапана на фацет (прямая двусторонняя глянцевая подрезка до образования ребра). Если твердость камня выше 7 (по Моосу), крапаны можно обрабатывать мелким надфилем с заполированным ребром, направленным к камню. Во всех остальных случаях - шабером и штихелями.

Продолжение следует….
Подписывайтесь на наш, телеграмм канал в нем еще больше новостей
https://t.me/BSC_Jewerly

Прежде чем попасть в витрину магазина, украшения должны пройти через множество этапов производства. Сегодня мы расскажем вам о том, куда попадают изделия после литейного участка.
Отлитые в металле украшения вряд ли можно назвать безупречными. Именно для этого они отправляются на участок шлифовки, где умелые руки ювелиров ещё на один шаг приближают изделие к совершенству.

Шлифование нужно для того, чтобы придать поверхности металла определённую чистоту и точные размеры. Так, мастера равняют место обрезанного литника, которым изделие прикреплялось к восковому стержню ёлки, или убирают облой — то есть излишки металла, которые могли образоваться в процессе литья.

Для этого используется специальный станок со шлифовальным кругом, состоящим из мелких карборундовых кристаллов. Шлифовщик подносит изделие к кругу, «снимая» лишний металл. Для проработки мельчайших деталей используется ручной инструмент — бормашина со множеством насадок, отличающихся размером и твёрдостью, или напильник.
Только после ручной шлифовки изделие проходит на участок галтовки.

Этот участок ювелирного производства напоминает огромную кухню, где в каждой «кастрюле» что-то готовится под чутким руководством опытного шеф-повара. Правда, вместо «кухонной утвари» в галтовке огромные вращающиеся барабаны, а в роли шеф-повара — ювелиры.
На самом деле галтование — это процесс очистки ювелирных изделий, который совмещает шлифование и полирование. Изделия помещаются в крутящиеся барабаны со специальными полирующими средствами или реагентами. Обычно галтование включает два этапа: сырую шлифовку и сухую полировку — но для некоторых изделий достаточно только сухой обработки.

Сначала украшения помещаются во вращающийся барабан, в который заливается буферный раствор с реагентами. В качестве реагентов могут выступать моющие и полирующие средства, а также раствор едкого натра, гашённой извести, кальцинированной соды и некоторых других веществ, которые ускоряют процесс очистки. Вместе с этим в барабан помещаются специальные стальные шарики небольшого размера.По прошествии определённого времени содержимое барабанов выливается в ёмкость, похожую на огромное сито. Всё, что не нужно, уходит, а очищенные украшения остаются.

Второй этап — сухая полировка. Принцип галтования такой же, только вместо растворов в барабаны засыпаются сухие абразивы: керамика, фарфор, пластик, корунд и даже скорлупа грецкого ореха, которую, по словам ювелиров-галтовщиков, не сравнить ни с каким синтетическим материалом. Засыпанные фигурки имеют форму пирамиды, конуса, цилиндра или шара.

Специалисты не только загружают и вынимают изделия, но и следят за временем: важно правильно выставить параметры работы оборудования, не повредить металл и элементы дизайна украшений.
Для «наведения блеска» изделие отправляется к полировщикам.
С помощью полировочного станка или вручную, бор машинкой со специальными насадками, ювелиры делают украшения невероятно гладкими и блестящими.

В противоположность шлифованию при полировании не применяются жёсткие абразивы, а используются исключительно гладкие или мягкие материалы, такие как войлок, фетр или шерсть. Перед началом работы изделие должно быть обезжирено. Чтобы уменьшить трение и отвести возможные тончайшие стружки, применяется так называемая полировальная вода (мыльный раствор с нашатырным спиртом).

Сначала изделие обрабатывается с внутренней стороны (если это необходимо), а затем снаружи. Полировщик как бы проводит по поверхности металла штрихи, сначала в одном направлении, а потом «поперёк», чтобы не было полос.
Только после этого украшение приобретает блеск, достойный драгоценного металла. Нужно сказать, что некоторые изделия полируются не только на этом этапе производства, но и позднее, после закрепки камней.

Вот так примерно выгляди процесс шлифовки, полировки, галтовки.
Так же ссылка на наш телеграмм канал
Спасибо за прочтение!!!
PS. продолжение следует....
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
Ранее для вас была выложена статья об одном их из процессов монтировке. В процессе выполнения монтировочных операций производится сборка (монтаж) ювелирного изделия из отдельных элементов. Основными процессами монтировки ювелирного изделия являются: пайка, сборка филиграни, сборка подвижных соединений, опиливание и шабровка изделия, и закрепка камней. Сегодня мы с вами рассмотрим следующую стадию Опиливание.
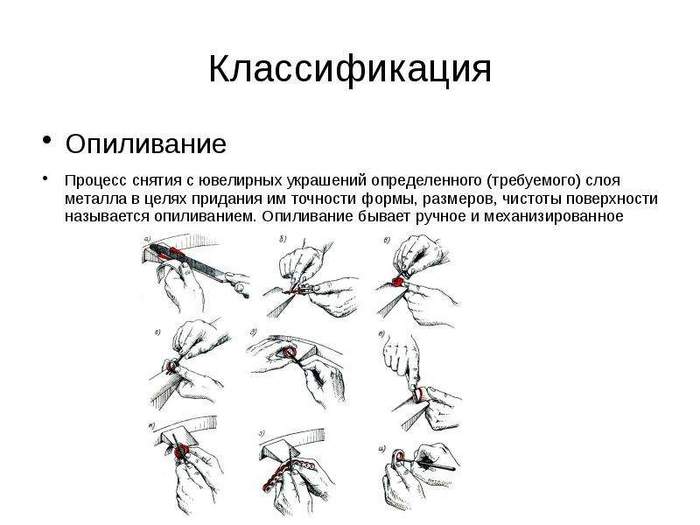
Опиливанием называется обработка поверхности металла режущим инструментом — напильником, с помощью которого снимается слой металла. Опиливание — одна из основных операции, которая применяется на протяжении всего процесса изготовления ювелирных изделий. Полуфабрикаты и ювелирные изделия опиливают для придания формы, выравнивания поверхности, выпиливания рельефа, для чистовой обработки форм и т. д. Все виды ювелирного опиливания выполняют напильниками и надфилями. Изготовляют их из инструментальных сталей.
Напильники и надфили рассчитаны на определенный срок службы, по истечении которого они приходят в негодность. И от подготовки инструмента и обращения с ним зависит, будет ли укорочен или удлинен этот срок. Напильники и надфили сохраняются на складах покрытыми антикоррозионной смазкой, которую перед работой необходимо удалить. Сделать это можно, промывая инструмент щеткой в чистом бензине в несколько приемов. Или надо густо натереть насечку мелом, который впитает жир, а затем жесткой щеткой по направлению рядов насечек полностью удалить мел. С обезжиренной поверхности напильников и надфилей легко будут удаляться щеткой застрявшие опилки, что предохранит инструмент от засаливания.
Для сохранения срока службы опиловочного инструмента необходимо следить во время работы за тем, чтобы рабочая часть его не соприкасалась с закаленными металлами, камнями и т. д. Нельзя опиливать изделия, на поверхности которых есть остатки плавленой буры, так как, обладая высокой твердостью, плавленая бура очень быстро затупляет насечку опиловочного инструмента. При хранении напильников и надфилей в ящиках нужно обеспечить изоляцию их от материалов равной или более высокой твердости, действия кислот и их испарений.

“ Специальным напильникам, служащим для более мелких работ, относятся надфили. Они отличаются от напильников меньшей площадью сечения. Например, сторона профиля трехгранного надфиля 2,5. 4,5 мм, а сторона профиля трехгранного напильника 10. 17 мм. Ширина плоского надфиля до 7 мм, напильника до 30 мм. Подобно напильникам надфили классифицируют по размерам, профилю и насечкам. Длина их в пределах 100. 200 мм. Наиболее ходовые 200 — миллиметровые. У надфилей есть разновидности — игольчатые надфили рифели.
По профилю надфили делятся на трехгранные, клиновидные, ромбические, плоские, квадратные, полукруглые, разновыпуклые, пазовые, овальные, круглые.
Трехгранные надфили бывают нескольких видов, их различают по форме сечения и рабочим граням. Все трехгранные надфили — остроносые. Равносторонний трехгранный надфиль имеет три насеченные рабочие грани и три одинаковых (по углу) рабочих ребра. Применяется для обработки небольших наружных поверхностей, для выпиливания угловых всечек, выпиливания и последующей обработки поверхности. Тупоугольные трехгранные надфили по форме сечения представляют равносторонний тупоугольный треугольник и бывают трехсторонними и односторонними. У трехстороннего три грани и три ребра (Два с острыми углами при вершине и один с тупым) являются Рабочими. Применяется для опиливания поверхностей в тех местах, где угол равностороннего надфиля не позволяет произвести опиливание. Односторонний трехгранный надфиль имеет одну (большую) рабочую грань, две другие грани гладкие, используется в тех случаях, когда есть опасение задеть при опиливании смежные детали изделия.
Клиновидные надфили в сечении напоминают форм, клина и изготовляются остроносыми. Один вид надфиля имеет две рабочие стороны и острое ребро, оставляющее клиновидную всечку. Другой вид клиновидного надфиля имеет также две, рабочие грани, но ребро при остроугольной вершине у него закруглено. Клиновидные надфили применяются для обработки крапанов (отдельных стоек, удерживающих камень), кастов и для пропиливания всечек малых углов.
Ромбические надфили в сечении представляют ромб и бывают с различными углами при вершине. Эти надфили изготовляют тупоносыми. Основная рабочая поверхность их — остроугольные ребра. Ромбические надфили служат для обработки всечек с определенным углом расхождения сторон.
Плоские надфили — остроносые и тупоносые — имеют в сечении форму низкого прямоугольника. Все четыре стороны надфиля рабочие. Широкие грани служат для обработки плоских поверхностей, торцевых сторон и т. д., узкие (торце вые) — для пропиливания пазов, обработки прямоугольных люф. тов, припасования шарнирных соединений.
Квадратные надфили — остроносые, имеют в сечении форму квадрата. Все стороны и углы — рабочие. Надфиль необходим для пропиливания прямоугольных пазов и прямоугольных угловых всечек, для обработки прямоугольных люфтов и шарнирных соединений.
Полукруглые надфили — остроносые, в сечении имеют форму сегмента. Обе стороны (овальная и плоская) с насечкой. Овальная сторона используется для выпиливания и обработки рельефа, опиливания внутренних округлых поверхностей. Плоская сторона используется в тех же случаях, что и грань трехгранного и плоского надфилей.
Разновыпуклые надфили — остроносые, по форме сечения, как и напильники, напоминают двояковыпуклую линзу Радиус выпуклости сторон различен. Обе стороны надфили имеют насечку. Надфиль удобен для обработки внутренних поверхностей колец. Вследствие разности закругления ими обрабатывают кольца различных размеров.
Пазовые надфили — остроносые и тупоносые — отличаются от плоских закругленными торцевыми гранями. Пазовый надфиль имеет насечку по всей поверхности. Основными рабочими поверхностями являются закругленные ребра, но используются и плоские стороны. Надфиль служит для пропиливания и обработки пазов, люфтов и других малодоступных для друг» надфилей участков.
Овальные надфили — остроносые, в сечении имеют форму неправильного овала. Радиус закругления изменяется по всему периметру сечения. Вся поверхность надфиля имеет насечку. Надфиль удобен для обработки круглых, овальных и другие отверстий, имеющих закругления.
Круглые надфили — остроносые, в сечении имеют форму круга. Надфиль имеет насечку по всей окружности. Используется для обработки круглых и овальных отверстий, обработки люфтов и выпиливания рельефа.
Игольчатые надфили отличаются от обычных сечением хвостовика и длиной рабочей части. Сечение хвостовика игольчатого надфиля квадратное — 2X2 мм, обычного — круглое 3. 4 мм. Длина рабочей части игольчатых надфилей 35 -55 мм при общей длине 140 мм.
Рабочая часть игольчатых надфилей имеет различные профили, аналогично обычным. Служат игольчатые надфили для обработки труднодоступных мест изделий — пазов, люфтов, отверстий различных форм. Малые размеры сечения надфилей позволяют обрабатывать боковую поверхность сложных прорезных узоров.
Детали: Рифели — разновидность надфилей. Подобно игольчатым надфилям они имеют короткую (40 мм) рабочую часть, остальные размеры совпадают с размерами обычных надфилей. Рабочая часть рифелей в отличие от надфилей изогнута. Рифели, как правило, имеют одностороннюю насечку на внешней стороне изгиба. Различаются по кривизне изгиба и профилю рабочей части. Применяются для опиливания вогнутых поверхностей и заправки внутренних поверхностей полых изделий.
Насечка надфилей определяется номерами от 1-го до 6-го. Как и у напильников, с повышением номера уменьшается величина зуба надфиля. Надфили с насечками I и 2 служат для выпиливания рельефа, всечек и т. д., с насечкой 3 — для чистовой заправки паяного соединения и других поверхностей. Надфили с насечками 4, 5 и 6 применяются наряду с шабероу для выведения мелких рисок и обработки оправ камней (кастов) в процессе закрепки.
Насечки игольчатых надфилей и рифелей также различны и применяются в зависимости от нужной чистоты поверхности.
Для облегчения работы надфилями используют ручки с цанговыми и болтовыми зажимами. Длина ручки 80. 90 мм, диаметр в толстой ее части 13. 18 мм.”
Ювелирное опиливание в принципе отличается от всех видов слесарного опиливания. Специфика производства ювелирных изделий — размеры, формы, конструкция изделий и деталей, используемые материалы, сохранность и сбор металлических отходов — полностью исключает возможность применения стационарных тисков. Для определения внешних размеров, правильности форм, плоскости и кривизны поверхности не пользуются лекалами и другим контрольным инструментом. Контроль осуществляется визуально.
Ювелиры выполняют опиливание, сидя за рабочим верстаком. В ячейку верстака вмонтирован упорфинагель, к котором, прижимают изделие. В большинстве случаев изделие во время обработки держат в руке, прижимая к финагелю пальцами. Если детали трудно удерживать в руке, при опиливании поль зуются плоскогубцами, круглогубцами, ювелирными тисочками — металлическими и деревянными, но так чтобы они не оставляли неисправимых дефектов на деталях. При опиливании деталей, которые по различным причинам не могут быть зажаты инструментом и в руке, используют деревянные приспособления в виде стержней. Если деталь имеет отверстие, то она насаживается на подогнанный конец деревянного стержня, в противном случае деталь может вжиматься в торец стержня и удерживаться таким образом.
При опиливании драгоценных металлов нельзя применять инструмент и приспособления, изготовленные с использованием цветных металлов и несгорающих материалов, ввиду сложности извлечения их из опилок. В процессе опиливания локти обеих рук находятся в свободном состоянии, лишь в некоторых случаях локоть руки, держащей изделие, опирается на край ячейки верстака. Однако в любом случае держащая изделие рука прижимает его к финагелю. Напильник или надфиль в другой руке опиливая изделие, подстраховывается финагелем, частично опираясь на него. В том случае, когда надфиль вынужден страховаться большим пальцем держащей изделие руки, на палец надевается кожаный чехол.
Наряду с ручным применяют механическое опиливание, при помощи которого обрабатывают труднодоступные участки изделий, пазовые вырезы, внутренние поверхности полых изделий. Для механического опиливания применяют электромоторы — бо машины, с гибким приводом и набор боров — фрез, которые крепятся посредством наконечников-манипуляторов.

А также разберем разрядность монтировщиков….
Характеристика работ. Опиловка, шабровка и ручная полировка ювелирных изделий посудной группы из цветных металлов и серебра.
Должен знать: технологический процесс и способы ручной обработки ювелирных изделий посудной группы; правила пользования применяемым инструментом; физико-механические свойства цветных и драгоценных металлов.
Опиловка и шабровка
2. Ложки десертные, столовые, чайные.
Характеристика работ. Монтировка простых ювелирных изделий из цветных металлов и серебра. Сверление отверстий с применением простейших приспособлений. Подготовка наборов к пайке, пайка, заправка в зоны пайки, гибка, правка, центровка, подгонка, отбеливание изделий, деталей и узлов к ним. Соединение звеньев в ушки. Заточка и заправка инструмента. Контактная (точечная) сварка изделий.
Должен знать: технологию сборки ювелирных изделий и приемы выполнения монтировочных операций; способы заточки и заправки применяемого инструмента; устройство и правила эксплуатации аппарата контактной сварки; правила отбеливания; основные свойства цветных и драгоценных металлов.
1. Значки, медали, ордена — вставка и опрессовка булавочек, навертывание гаек на винты, сцепка основ с промежуточными звеньями, обшивка и обертка колодочек муаровой лентой.
2. Кольца серебряные с одной вставкой, рюмки, солонки — монтировка.
Характеристика работ. Монтировка ювелирных изделий средней сложности из цветных и драгоценных металлов. Проколка и сверление отверстий с применением различных приспособлений. Опиловка основ звеньев, винтов и шайб. Впаивание рантов, шарниров и пластин под замок.
Должен знать: способы применения разнообразных приспособлений для сверления и проколки отверстий; приемы опиловки и впаивания усложненных узлов и деталей ювелирных изделий; правила термической обработки ювелирных изделий из цветных и драгоценных металлов; устройство муфельных печей.
Броши, кольца, серьги из цветных и драгоценных металлов с количеством деталей от трех до пяти и несколькими вставками из полудрагоценных и драгоценных камней — монтировка.
Характеристика работ. Монтировка сложных ювелирных и художественных изделий из цветных и драгоценных металлов. Изготовление корнеров «веревочки», замков для серег, шомпольных замков для брошей, пустотелых деталей и изделий. Обработка изделий с помощью бормашины. Проверка качества комплектовки сложным калибром. Реставрация серебряных изделий.
Должен знать: методы изготовления сложных деталей и узлов к ювелирным изделиям; способы подгонки оправ к вставкам для различных типов закрепки; приемы обработки ювелирных изделий бормашиной; правила пользования сложными калибрами и величины допусков при комплектовке; способы реставрации серебряных изделий.
1. Браслеты из цветного металла — монтировка.
2. Кольца золотые со вставками из полудрагоценных камней с глухой закрепкой — подгонка оправы к вставке.
Характеристика работ. Монтировка особо сложных ювелирных изделий ручного изготовления из драгоценных металлов с драгоценными камнями. Изготовление ювелирных и художественных изделий по образцам, слепкам и рисункам с выпиливанием ажуров простых и средней сложности с предварительной разметкой под закрепку поделочных и полудрагоценных камней. Нанесение простой гравировки по рисунку при монтировке особо сложных ювелирных изделий. Реставрация художественных антикварных изделий из драгоценных металлов. Пайка с помощью паяльных трубок.
Должен знать: приемы выпиливания ажурных орнаментов; способы разметки под закрепку вставок; приемы гравирования.
1. Броши серебряные со вставками из полудрагоценных камней в ажурном обрамлении и с ажурной подпайкой.
2. Кольца золотые с бриллиантами.
И перейдем к уровню боженька.
Характеристика работ. Монтировка и изготовление вручную высокохудожественных изделий по образцам, слепкам и рисункам. Разметка и выпиливание сложных ажурных орнаментов под закрепку полудрагоценных и драгоценных камней. Выпиливание сложных ажурных рисунков со сложными механическими (без пайки) креплениями различных декоративных деталей, штифтовка, закатка, обжимка и др. Орнаментация под эмаль.
Должен знать: виды художественной обработки цветных и драгоценных металлов; основы технологии чеканки, эмалирования и филигранного производства; характеристики драгоценных камней и требования, предъявляемые к их качеству, форме и размерам; способы закрепки полудрагоценных и драгоценных камней; способы мастичной лепки с рисунка; основные стилевые особенности декоративного и прикладного искусства.
1. Вазы серебряные с рисунками для нанесения эмали.
2. Колье золотые с драгоценными камнями.
Вот такая сложная и по-своему интересная профессия монтировщика.

Мы постарались для вас собрать максимум материала по разделу Ювелирного дела: Монтировка. Вместить весь объем информации практически невозможно поэтому мы вам рассказали про основные этапы производства как автоматизированные, так и ручной работы.
Наша следующая статья будет о ювелирном деле этап полировка, шлифовка, галтовка.
Интересная загадка — ювелир ставит, а повар снимает. Для того, чтобы правильно ответить нужно найти, что же общего может быть в работе ювелира и повара, казалось, двух таких разных и отличающихся друг от друга профессиях.
Ответ на загадку пишите в комментарии.


