


FDM - найди свое "зачем" - подготовка
Ссылка на 1 часть: FDM - найди свое "зачем" | Пикабу (pikabu.ru)
Будем делать тестовую печать, для того чтобы узнать, как избежать каких-то проблем, что с этим делать, и вообще, посмотреть на процесс печати поближе.
Итак, перед печатью нужно подготовится. Решить что, на чем и из чего. Я собрался напечатать что-то из ряда вон выходящее (потому что печатаю в основном технические изделия и качество там ровно такое, какое нужно для выполнения прямых функций) для моего принтера, а именно диораму, если можно так выразиться:
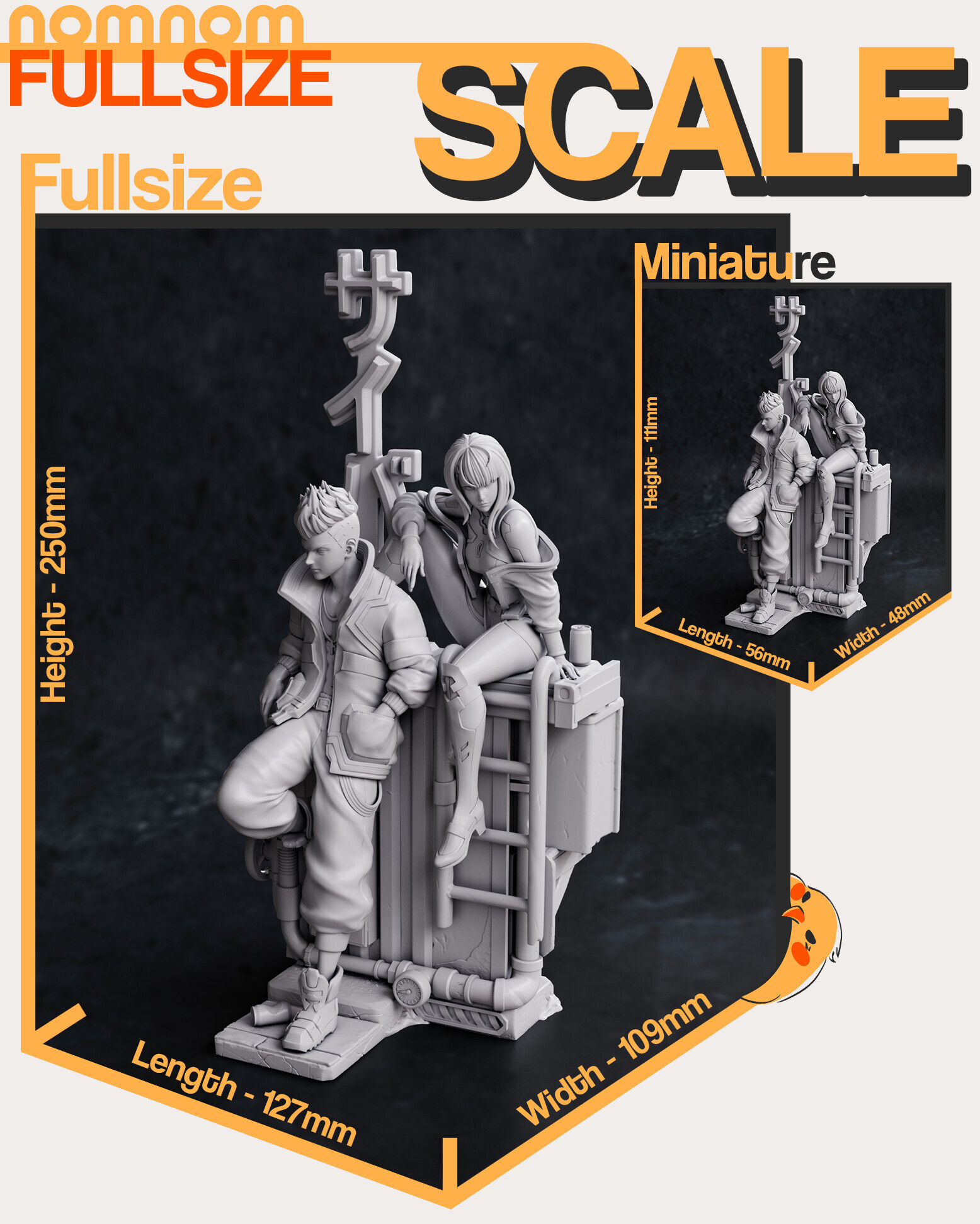
Почему её? Она не слишком сложная, при этом интересных деталей хватает. Для меня, как для человека с отсутствующим художественным вкусом, она, к.м.к., проста в покраске. И вообще, я хоть и не любитель аниме, но фанат киберпанка, а этот сериал, на удивление, зашёл (хотя концовкой разочарован).
Теперь вопрос второй - на чем? Из доступного на сегодня дома - Anycubic Vyper (это из FDM). Для остальных любительский совет: наверно единственной моей рекомендацией, тем более для новичков, которые не знают чего хотят, будет вот какая: выбирать нужно тот принтер, где есть большое сообщество этих принтероводов и где есть возможность без лишних проблем поменять стоковую прошивку на marlin, либо где есть подробные гайды как перейти на малину/клиппер. Почему именно такое условие – расскажу дальше. А в остальном – все дело желания и кошелька.
Теперь чуть подробнее о подопытном.

Тут у нас Anycubic Vyper, со стоковой прошивкой, возрастом 1 год. Он печатал технические детали, звезд с неба не хватал и был тому рад. Пластик в основном был PETG, иногда PLA+. И все это было одного цвета, у одного и того же производителя. Так что настройки приходилось крутить крайне редко. Мои предпочтения были крайне низки, главная цель – точность отверстий, горизонтальных размеров, и хорошая спекаемость слоев. Как это выглядело – значения не имело. Принтер не смазывался, не чинился, не улучшался. Все, что там было из купленного – новые сопла и новый тюбинг (эти синие трубки по которым идет пластик) - старый я нечаянно порвал, когда прочищал.
Печатные примеры прошлых изделий:

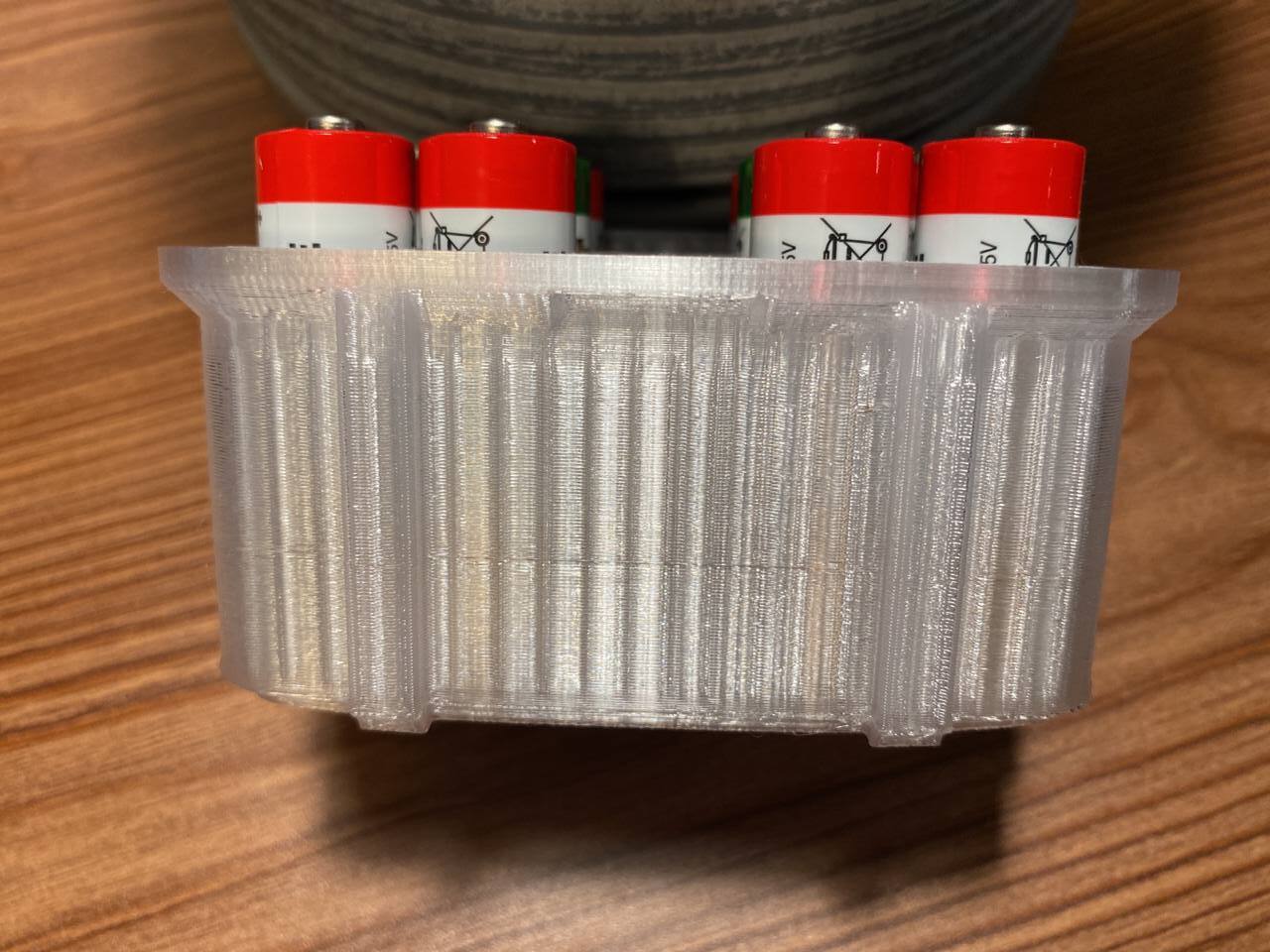
Большей частью всего того, что печатал дома нет, все на работах/у людей/в деталях. Поэтому что есть. На первом фото заметны неправильные закругления и корявая обработка, а также сильно выделяющийся шов. Это нормально, так и должно быть. На втором заметно смещение слоев. Из анамнеза - смещение слоев происходит всегда на одной и той же высоте, +/- на одних и тех же слоях. А значит нужно что-то делать с осью Z. Это мы учтем далее. Хорошо видна рябь (звон) и по другим осям. На прямых линиях она несущественна для конструкции, а утилитарные детали все равно подгоняются по месту. Так что с этим нюансом я тоже не работал.
Итак. Подойдет ли наша модель для FDM печати?
Зависит от упорства и целеустремленности печатающего. В общем случае модели для FDM простые. Простые тут в контексте именно финтифлюшек на самой модели – мечи с ноготок, кольчуга толщиной с нанометр, зубы с детализацией на модели высотой 28 мм. Для такого есть SLA печать, и если хочется в детализированный, красивый моделизм – это туда.

Там также есть интересные пластики, которые бывают зачастую прочнее и лучше чем для FDM (читай доступнее). Для термостойких пластиков в технологии FDM нужен дорогой (относительно) принтер, тогда как для термостойких пластиков в SLA нужен обычный Photon. Сам таким печатаю – пластики от HARZ Labs. Дорогие, правда, но того стоят.
Конечно, при должном увеличении самой модели и должном уменьшении толщины слоя мы можем добиться неплохих результатов и на FDM для почти всего (просто тогда нужно увеличивать модель в 2/3/10 раз), или если купить принтер с двумя экструдерами, все правильно настроить, вставить сопло на 0.1 мм, и вторым пластиком взять водовымываемый для поддержек (тот же PVA), то, я думаю, мы сможем напечатать и модели 28 мм для настольных игр, и даже постобработка будет не таким уж страшным занятием. Но зачем изобретать велосипед, когда, повторюсь, по такой же цене есть SLA, который с таким справится “из коробки”.
Я же выбрал диораму, поскольку там много тяжелых моментов для печатников – углы, нависания, резкие перегибы и куча мелких (относительно FDM) деталей. Данная модель будет показательна в качестве примера. Что же, покрутив модель, я решаю для повышения качества и уменьшения количества проблем увеличить её.
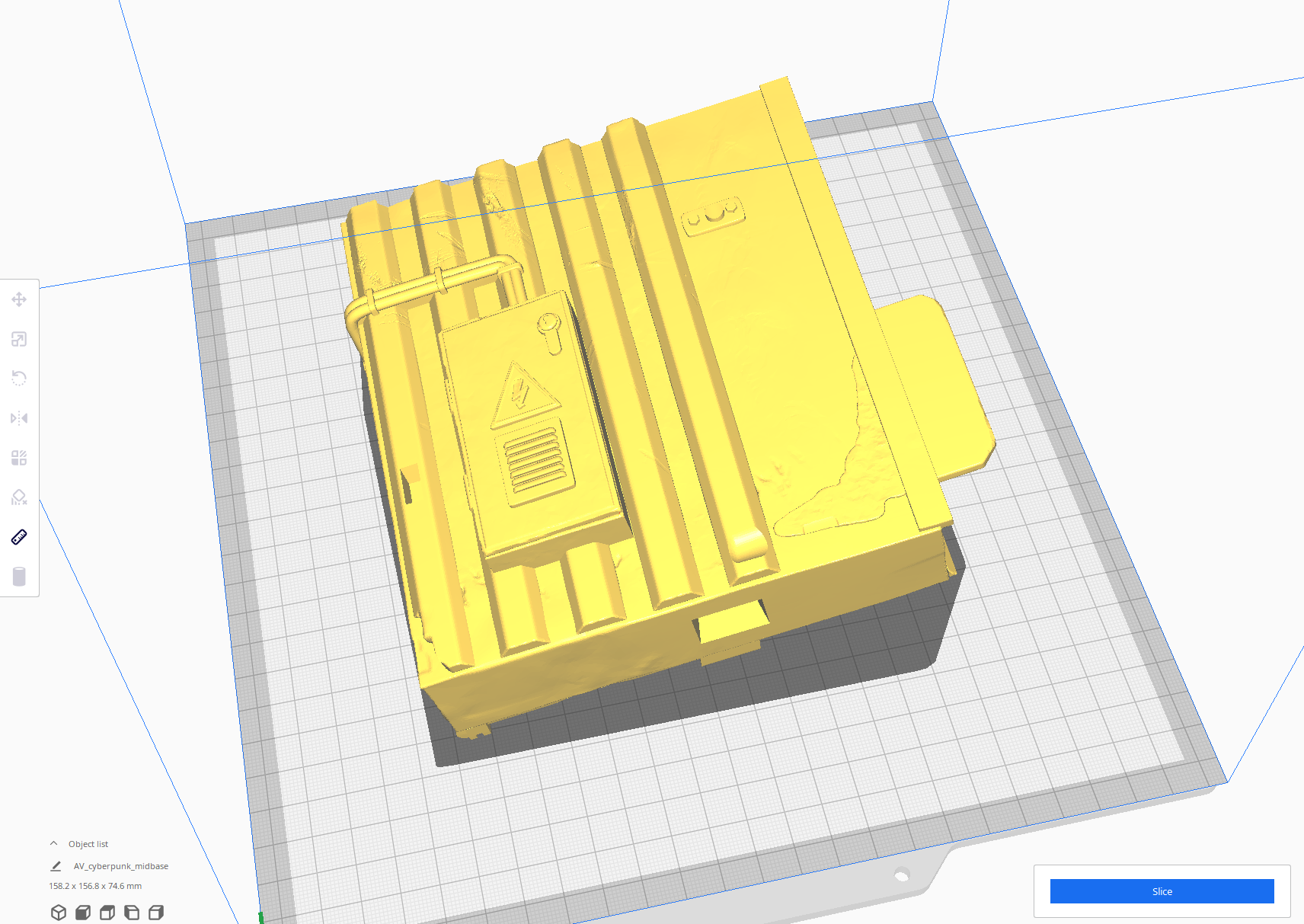
Мы, печатающие на FDM, люди неторопливые, поэтому спокойно можно все масштабировать в плюс, чтобы печаталось проще, поддержки были удобнее да и красить было легче. К тому же диорама будет стоять, почему бы ей не быть большой? Я увеличиваю каждую деталь миниатюры на 1.6 (160%), проверяю в Cure самые большие детали – все входит. Как печатать – разберемся дальше. До этого еще далеко.
Теперь нужно решить, каким пластиком это печатать:
- Нестареющая классика – ABS. Вонючий, прихотливый, с усадкой и т.д. Зато ABS. Зачем им печатать сейчас - я не знаю, но кому-то нравится. Тут больному нужна отдельная теплая комната и полный покой – иначе слои разойдутся. Пластик жесткий, твердый и прочный, при соблюдении технологии конечно.
- Старый-новый джентльмен – PETG. Сложность печати им растет пропорционально сложности модели. Сопливый, нависания печатаются плоховато, но по моему опыту его прочности и твердости хватает для разного рода шестеренок и функциональных деталей. Коробки/держатели/фиксаторы печатаю им, в цвете “натуральный”. Игрушки, модельки им при большом желании печатать можно, но дело это сложное и неблагодарное.
- Старый приятель, с которого мы все начинали (за исключением тех, кто начал с садо-мазо ABS’а) – PLA. По моему мнению, самый неприхотливый, простой и комфортный для начала. Если почему-то не хватает прочности на изгиб, либо твердости – есть его чуть более дорогой аналог PLA+. Он также комфортен и всем угождает. Что из минусов? Легко плавится - нельзя оставить на Солнце. Если почитать интернет – то там написано что срок службы мал. При этом постобработка сложна и трудна (так же взято из интернетов).
Что есть еще? Есть-то много, но это лишь для справки, они нам особо не понадобятся:
- TPU/нейлон и прочие гибкие пластики. Межслойная адгезия для них больная тема, предпочитают это обсуждать наедине в закрытой комнате, где температура дискуссии накаляется до предела. А если серьезно – пластики занятные, но лично мне не нужны. Камера должна быть закрыта, все должно быть теплым, экструдер (тот механизм, что отвечает за подачу пластика в печатающую голову) доложен быть прямого типа – т.е. располагаться прямо за печатающей головой, без всяких там трубок, которые называют Bowden (как у меня на принтере - те самые синие трубки). Зато можно печатать мягкие и эластичные модели. На самом деле на этом же Vyper’е я пробовал печатать нейлоном, то были покрышки для RC’модели. Спустя пару попыток это получилось. Странновато, хреновато, но функцию они выполняли, а учитывая то, что они все равно оказались через час в грязи – то на их вид можно было бы и наплевать. Но для начала я бы не рекомендовал этот пластик, а уж покупать большую дорогую катушку – тем более.
- ePeek/ULTEM – тут есть те, кто этим печатает? Что, уже построили свой самолет или ракету? Это дерьмо для больных людей, которые только и делают что печатают. Либо для узкоспециализированных работников. Может быть, я и не прав, поправьте, но кто будет печатать ePeek’ом прихватки для кружки? Специализированные инженерные пластики. Печатаются на больших температурах, со слов в интернете – прихотливы и требуют сЮрьезного оборудования. Сам не печатал, да и для моих проектов их характеристики слишком избыточны. Но если ищешь хобби на долгое время, то 3D печать для тебя. Вход от пары тысяч рублей, а дальше – на сколько захочешь сам.
- SBS. Почему в самом конце? Говорят, что по простоте и детализации печати – PLA. По прочности, термо- и пр. характеристикам – PETG. Так говорят. Сам не пробовал. А раз уже я начал что-то менять, то и катушечку такого тоже заказал, сейчас она в пути. Напишу, как пощупаю.
Если говорить о собственном опыте, то исследованиями разного рода по поводу физических характеристик пластика я не занимался. Единственное, что делал – мерял степень деформации пластиковых деталей при кипячении, из-за чего и купил тогда в свое время SLA принтер. Что ABS, что PLA, что PETG – кипячение не выдерживают от слова совсем. Пластики для SLA – да, но они вязкие, дорогие, специфичные (и воняют). И это не стандартные модельные варианты. Из другого опыта - на улице PLA у меня стоит уже много сезонов, и вроде все хорошо, как и с PETG. Они не деградировали, не разложились на липовый мед, лишь грязные и, если дождь, мокрые. Бехолдер из прошлого поста напечатан из стандартного PLA, покрашен. Ему уже около 3х лет, а он так и остался полой дубиной, которую я неоднократно ронял на пол.
Итак, SBS для пробы летит на всех порах, а в наличие у меня 2.5 катушки PLA+ от eSUN. Буду печатать им. Да, тут не будет саги о превозмаганьях и попытки подружить ABS с открытой средой на большой площади печати, либо научить PETG печатать тонкие детали без соплей. Но я попробую разобрать некоторые виды улучшений печати и попробую (подчеркиваю – попробую, потому что я сам это делаю впервые, и не знаю что выйдет) напечатать так, чтобы это хоть как-то смотрелось.
Также хочу сказать, что любой пластик, даже PLA, штука прихотливая. От производителя к производителю, от партии к партии. Так что если печать будет объемная, советую покупать сразу несколько катушек, одинакового цвета, а лучше – из одной партии (при заказе я указываю этот нюанс). Так не придется что-то перекручивать в настройках при смене катушек. Сам использую eSUN/bestfilament. К ним привык, так что вот. К каким привыкните вы – дело ваше. Но лучше изначально выбрать пару марок и учиться печатать на них. Иначе каждый раз придется калибровать все сызнова.
Ну, для введения многовато. В следующем посте уже начнем печать и разберем первые проблемы.
Всем надежных экструдеров, и да не остынут ваши сопла!
Лига 3D-принтеров
3.7K постов14.8K подписчиков
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд