Советский мотоцикл

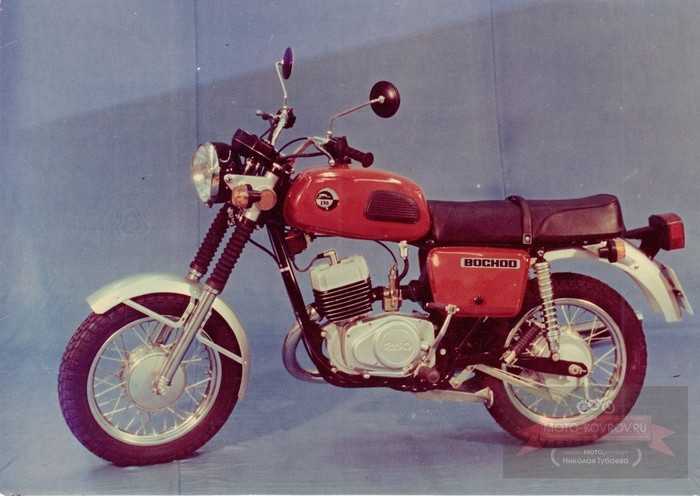
МОТОЦИКЛ «ВОСХОД-250»: КАК ЭТО БЫЛО
Разработка нового мотоцикла на заводе проводилась в соответствии с двумя постановлениями Совмина СССР. Минавтопрому вменялось в обязанности обеспечить разработчиков обрабатывающим оборудованием, комплектующими и электрооборудованием. Завод должен был организовать проектирование и изготовление образцов, проведение испытаний. Для выполнения этого задания в СКБ была создана бригада, в которую вошли конструкторы-дорожники во главе с Д.П. Кабаевым, двигателисты – во главе с В.И. Аксёновым.
IMG_0sh002.yu1
Были созданы новый двигатель, ходовая часть, электрооборудование. На эти разработки ушло около года. Чтобы поставить изделие на производство, нужно было изготовить не менее 5 образцов. Провести испытания. Для выпуска этого мотоцикла на завод было заказано и куплено около ста агрегатных станков. На второй промплощадке начал строиться новый корпус двигателей, под эти мощности построены новый корпус кузнецы, литейный цех. Успешно были проведены государственные испытания. В соответствии с приказом директора была изготовлена опытная партия мотоциклов, а так же был изготовлен образец мотоцикла Восход-250-01 СПОРТ.
_
Но на завод приезжает правительственная делегация в составе министра оборонной промышленности П.В. Финогенова, министра машиностроения В.В. Бахирева, заместителя председателя Совмина Ю.М. Смирнова. Решение о судьбе нового изделия приняли в кабинете директора завода, а публично на совещании в СКБ огласили это решение – завод должен заниматься выпуском мотоциклов класса 175 куб./см.
2 (1)
Причина отказа заводу в выпуске новой модели мотоциклов заключалась в том, что аналогичные разработки новых мотоциклов проводились на Ижмаше. Ижевцы должны были организовать выпуск мотоциклов двух классов – 350 куб./см. и 500 куб./см. Там были построены так же новые корпуса, выстроены целые линейки для сборки новой продукции. И решением министерства предпочтение было отдано разработкам ижевцев. На нашем заводе тема по выпуску мотоциклов класса 250 куб./см. была закрыта. Частично новое оборудование было модернизировано, частично продано, частично использовано производством. А 15 собранных образцов, собранных на конвейере, продано. Репутация завода, конечно, не очень пострадала, да и разработки в конечном итоге по максимуму использовались в серийных моделях класса 175 куб./см. Но это удар по репутации конструкторов-разработчиков которые очень болезненно восприняли это решение. Работа конструктора, к сожалению, не всегда оценивается по результату, часто вмешиваются причины, совершенно далёкие от оценки разработок.
IMG_0012.yu
К классу 250 куб./см. возвращались ещё раз: появился Восход-250 с 4-х тактным двигателем. Была подготовлена документация на двигатель с несколькими вариантами газораспределительного механизма, но, всё осталось лишь на бумаге, так как надо было сделать новый мотоцикл быстро и дёшево. Так был угроблен ещё один перспективный проект