
Где и как в России импортозамещают дисковые тормоза

Эх, хорошо было в 19 веке. На телеге из села Иваново в Москву добираешься неделю. И это в одну сторону. Аж сердце радуется как представишь. Теперь менее чем за 4 часа можно эти три сотни километров преодолеть (спасибо за это «Ласточке»). Вот только «дорогие западные партнеры», решили вернуть наше царство-государство в 19 век (главное не показывайте им карту Российской Империи к концу XIX века, а то у них глаз задергается). Разумеется, они хотели бы отбросить в техническом плане, а не вернуть старые территории. В том числе по этой причине год назад эти милые граждане отказалась поставлять новые поезда «Сапсан» и «Ласточка» и обслуживать старые...
Как же быть? Бежать упряжку покупать или может пешкарусом до столицы нашей Родины начать ходить?!
Как оказалось — не надо. Потому как производители в разных регионах страны заранее стали потихонечку импортозамещать детали для скоростных поездов. А буквально на днях начали серийное производство дисковых тормозов для поездов «Восток» и «Иволга 3.0».
Давайте отправимся в Нижегородскую область и своими глазами увидим, как это происходит.

Первомайск, а точнее поселок Ташино при чугунолитейном заводе возник примерно 170 лет назад. Тогда завод состоял из лишь одной доменной печи. Почти сразу он стал выпускать до 160 тысяч пудов чугуна.
С 1919 года тут уже начинают производить продукцию для железнодорожного транспорта.
В пятидесятых годах прошлого века осваивают производство компрессоров для тепловозов, электровозов и троллейбусов.
Год за годом они продолжают увеличивать количество наименований продукции. И на сегодняшний день их более 500.
Каждый 4й житель Первомайска сегодня работает на предприятии, а если брать только экономически активное население – то подавляющее большинство.

Это был небольшой исторический экскурс, а сейчас давайте прогуляемся по цехам. В литейке мы уже были (если вы пропустили — то отмотайте на пару моих постов назад)
Если нет желания искать и возвращаться — вот краткое содержание предыдущей серии:
Процесс проверен годами и выглядит следующим образом:
В печь укладывают шихту — смесь таких материалов как чугунный лом, литники, кокс и так далее. После чего нагревают кокс до температуры от 1300 до 1400 градусов (температура плавления серого чугуна). Именно при помощи кокса и происходит расплавка металла. В итоге в разливочные ковши попадает расплавленный металл. Будущая отливка формируется моделью, а стержень формирует внутреннюю полость отливки. Стрежень вставляется в земляную форму и обливается металлом. После чего он выбивается и на его место остаются соответствующие пустоты. Далее отливка попадает в механический цех, где происходит ее обработка. Результатом будет готовая деталь.
Вот в такую форму заливают будущий диск тормозной колесный
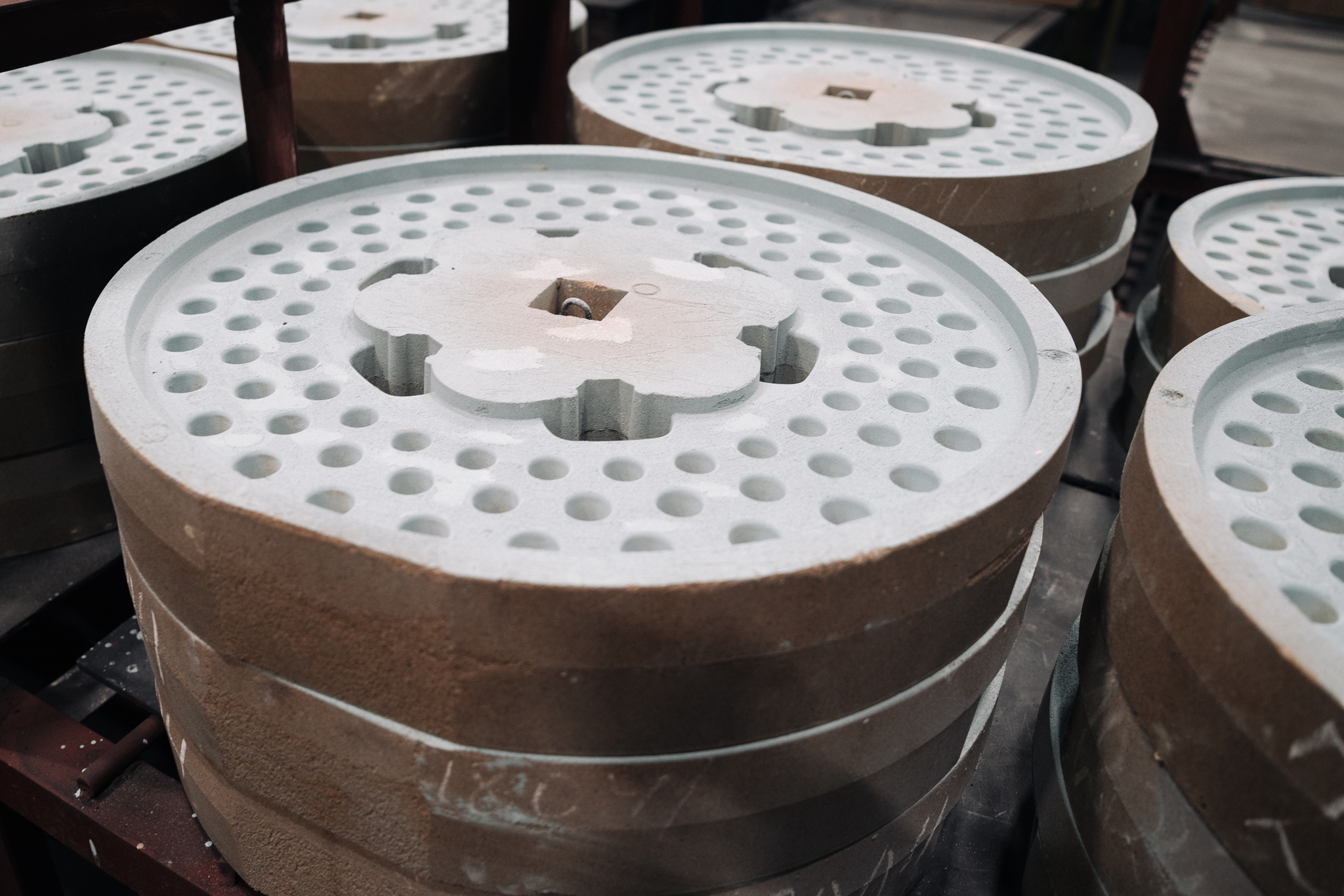
Почему на скоростных поездах используют именно такие диски?
Обычный колодочный тормоз не подходит для больших скоростей, поскольку в ходовом колесе возникает очень высокая температура

Еще совсем недавно все подобное дисковое тормозное оборудование производили и поставляли в Россию немцы и прочие французы.
Теперь же их производят тут в Нижегородской области.
Планирует ежегодно выпускать 1800 комплектов систем дискового тормоза, которые будут поставляться для гарантийного и сервисного обслуживания уже эксплуатируемых электропоездов «Ласточка» различных модификаций, а также установки этих компонентов на новые электропоезда серии ЭС104 – импортозамещенного аналога «Ласточки» под рабочим названием «Восток»

Сборка опытного образца полностью российского скоростного электропоезда сейчас ведется на «Уральских локомотивах» в Свердловской области, его выход на железные дороги Подмосковья и других регионов запланирован до конца текущего года.
Если получится, то этим летом у меня будет для вас еще один репортаж, связанный с импортозамещением скоростных поездов, так что не забывайте про подписку и лайк (в телегу переходить не надо, телега у меня в деревне уже есть)

На этом же предприятии планируется ежегодно производить 2100 комплектов систем дискового тормоза для новых электропоездов «Иволга 3.0», которые выпускает входящий в состав Трансмашхолдинга Тверской вагоностроительный завод
Этого объема достаточно для оснащения до 264 вагонов в год.
«Иволга 3.0» – новейшая разработка отечественных конструкторов, одна из самых высокотехнологичных в мире. Электропоезд предназначен для работы в режиме постоянных разгона или торможения на маршрутах городских перевозок с короткими расстояниями между станциями. В 2023 году в рамках большой комплексной программы обновления подвижного состава поставку 20 электропоездов, в том числе «Иволги 3.0» для новых Московских центральных диаметров

Более 80% комплектующих производится на самом предприятии. Локализацию производства довели до 100%, закупая оставшиеся 20% комплектующих у отечественных производителей (пока они не производят лишь резиновые изделия и стальные отливки)

Производимая тут тормозная система и ее составные части могут эксплуатироваться при температуре от -50°С до +45°С, срок службы при условии своевременного выполнения технического обслуживания может достигать 40 лет со дня ввода в эксплуатацию.

Откуда денежки на оборудование и современные станки? Про это уже тоже рассказывал в посте про литейку.
Повторюсь: со слов руководителя предприятия, банки не хотели кредитовать создание этого нового производства. Так что мы могли бы остаться без импортозамещения в этом направлении. Но федеральный Фонд развития промышленности предоставил в виде льготных займов 199 млн рублей, а ещё 30 млн добавил Фонд развития промышленности и венчурных инвестиций Нижегородской области. И это не подарок, а возвратные деньги, но под крайне низкий процент. И часть завод уже вернул.

Почему лично я жду импортозамещения «Ласточек»? Тут личный интерес — сейчас из Иванова до Нижнего Новгорода на поезде добираться 4 с половиной часа (обратно 5 с половиной), а если будет произведено много скоростных поездов, то на отечественном аналоге скоростного поезда часика за полтора- два можно будет долететь к соседям.

Так что можно не опасаться возвращения к телегам и упряжкам.

А ещё завод сейчас разрабатывает систему дискового тормоза для «Сапсана». Наверное, для импортозамещенного скоростного поезда. Увидим.

И это только один завод в регионе. А по всей стране их сотни и сотни. Это я специально для тех говорю и показываю, кто считает, что мы кроме березового сока ничего не производим

Очень бы хотелось больше видеть постов с других заводов. Просто странно получается, когда всякие раскладыватели таро, хЕроманты и прочие раскрыватели Богинь в женщинах постоянно рассказывают про свою дичь, а люди труда в тишине и молчании находятся.
Так что если вы работаете на предприятии — не стесняйтесь рассказать о производстве другим. Лично я всегда с большим интересом читаю подобные тексты и смотрю на трудолюбивых людей без тик-ток фильтров

P.S. Еще одна познавательная страничка. В этот раз о том как происходит торможение с помощью выпускаемого дискового тормоза.
На поезде тормоза пневматические. Машинист создает падение давления, выпуская воздух. Воздухораспределитель распределяет сжатый воздух из резервуаров в «ложные» тормозные цилиндры. Далее через повторитель уже настоящие тормозные цилиндры наполняются давлением из «ложных»
Воздух в тормозном цилиндре давит на поршень и сдвигает его. Таким образом задействуются рычаги клещевого механизма. Именно они сжимаясь и обеспечивают прижатие колодок к тормозным дискам.



