
Десятиметровый токарный станок с ЧПУ 16Р40Ф3-10
Рязанским станкостроительным предприятием ПКФ «Станкосервис» изготовлен уникальный десятиметровый токарный станок с ЧПУ. Станок уже прошел ПНР (пусконаладочные работы) и запущен в работу на одном из предприятий России.

Станок токарный 16Р40Ф3-10 с числовым программным управлением предназначен для обработки длинных деталей с прямолинейным, ступенчатым и криволинейным профилями, а так же для нарезания различных резьб.

16Р40Ф3-10 на этапе сборки в цехе (задний план)

Станок комплектуется двумя кольцевыми (вертлюжными) люнетами 80-250 мм для поддержки длинных полых деталей.
Конструкция такого люнета позволяет минимизировать эллипсность заготовки при установке. Мощные подшипники люнета позволяют вести обработку на любых оборотах шпинделя с высокой точностью без смазки в месте прижима и наклёпа.

Люнет 80-250 с открытым кожухом

Сборка люнета
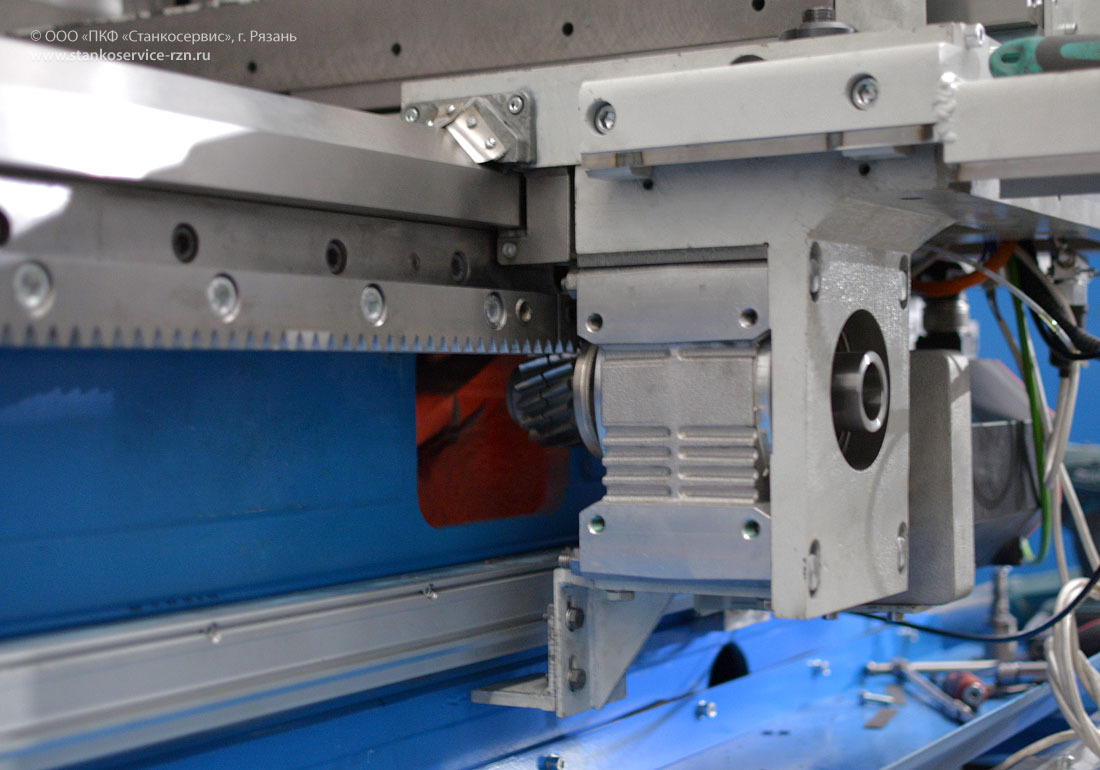
Так как использование ШВП (шарико-винтовая передача) при такой длине продольных перемещений ограничено весом винта и его просадкой, перемещение суппорта в 16Р40Ф3-10 осуществляется редуктором с автоматической выборкой люфта по косозубой рейке.
Такой механизм обеспечивает высокую плавность хода суппорта, жесткость и точность обработки не хуже чем на обычных станках с ШВП.
Станок оснащен современной системой ЧПУ и 4-позиционной револьверной головкой с вертикальной осью вращения с гидравлической фиксацией, что значительно повышает жёсткость резцедержки и позволяет производить большой съем при обработки детали. Предусмотрен отвод стружки по транспортеру.

Краткие технические характеристики 16К40Ф3-10:
• Наибольшая длина устанавливаемой заготовки - до 10000 мм
• Диаметр устанавливаемой детали над станиной - до 800 мм
• Диаметр обработки над суппортом - до 420 мм
• Длина станка без транспортера стружки – 13 метров
• Масса станка с оборудованием около 14 тонн
• Класс точности П (по ГОСТ 8-82)

Спасибо за внимание!)



