Всем привет! И сегодня мы с вами завершим обзор возможностей среднестатистического камнеобрабатывающего станка с ЧПУ.
Быстренько пробежимся по уже известным нам операциям =)
Единичный рез - по осям X и Y.
Множественные резы - то же самое, но оператор может задать количество необходимых резов (например, нужно нашинковать плиту в полоску шириной 50 мм, настраиваются концевики, задается ширина реза, количество отшагиваний диска, и вперед =)
Ортогональные резы - очень нужная программа, которая позволяет расшинковать весь слэб в разные скобы одной операцией. К примеру, сначала оператор задает скобу и количество резов по оси Х, потом скобу и количество резов по оси Y, и идет курить, а станок в это время сам разворачивает голову, сам торцует слэбы и распиливает рабочую часть камня.
Грубая обработка - разнообразные калибровки, обнижения и пр.
Многоугольники - различные фигуры, точки вершин которых задает оператор непосредственно в мозгах станка. Это может быть задание координат, отшагивание диском с последующим нажатием кнопки запоминания (например, нужен квадрат, диск останавливается в 4х точках, 4 раза нажимается кнопка и станок запоминает, куда и в какой последовательности нужно направить диск), задание точек лазером или другие варианты программирования.
Дуги и окружности - разнообразные, как вы уже поняли, овалы, радиусы, криволинейные поверхности и прочая, прочая.
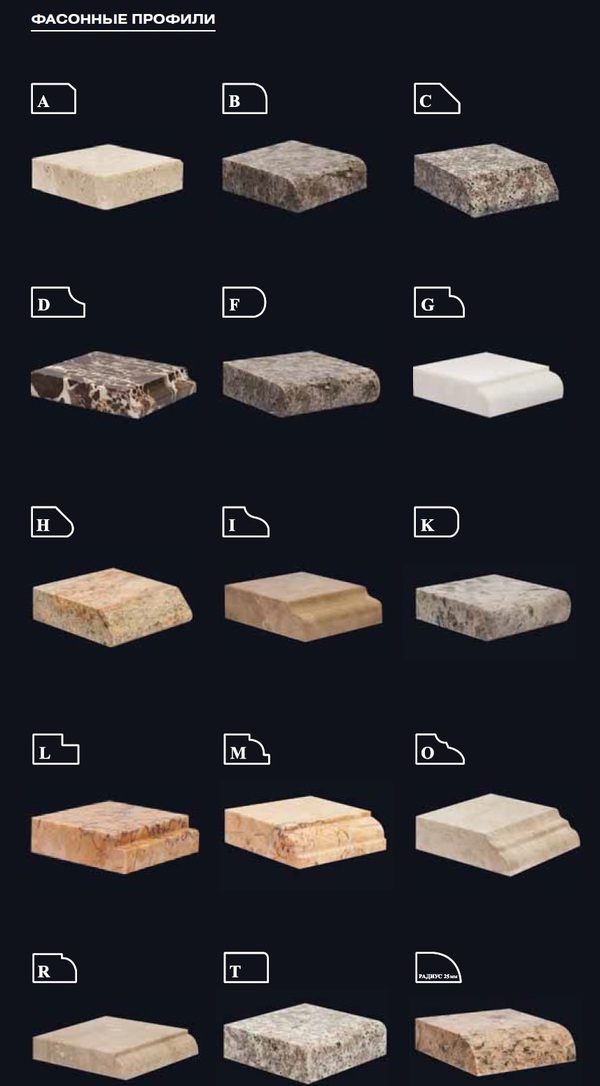
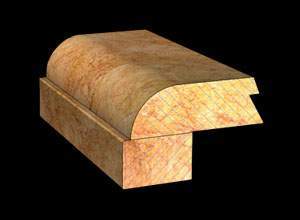
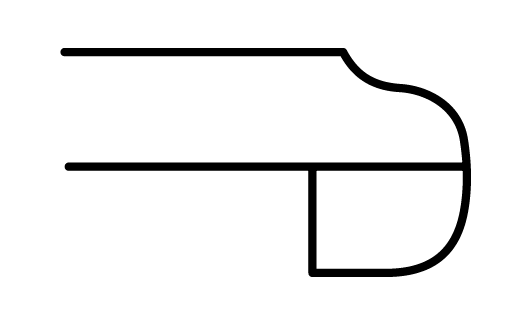
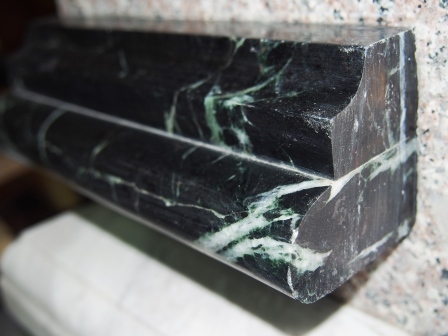
Профили и фасоны. Мой любимый раздел, как мы помним из прошлого поста =) Станок считывает AutoCADовский файл (или файл, нарисованный в другой программе, у каждого производителя оборудования свое ПО), и выводит на экран картинку. Оператор выбирает место отсчета начала накатки на рабочем столе, и запускает программу.
В каждом из этих рабочих полей, разумеется, есть куча настраиваемых параметров, например:
- положение концевиков
- диаметр диска
- толщина сегмента
- скорость вращения
- угол наклона головы
- ось движения головы (кожухом или двигателем вперед)
- скорость подачи
- величина единовременного заглубления диска
- обрабатываемый материал (мрамор или гранит, станок это понимает)
- и многое, многое другое.
Бывает, что диск ставится, к примеру, 400 мм, а в ПО станка задается 350 мм. Я, к сожалению, не оператор, и не всегда докапываюсь до интересующих меня вопросов, но ребятам своим доверяю, и раз так делают, значит, есть во всём свои маленькие хитрости =)
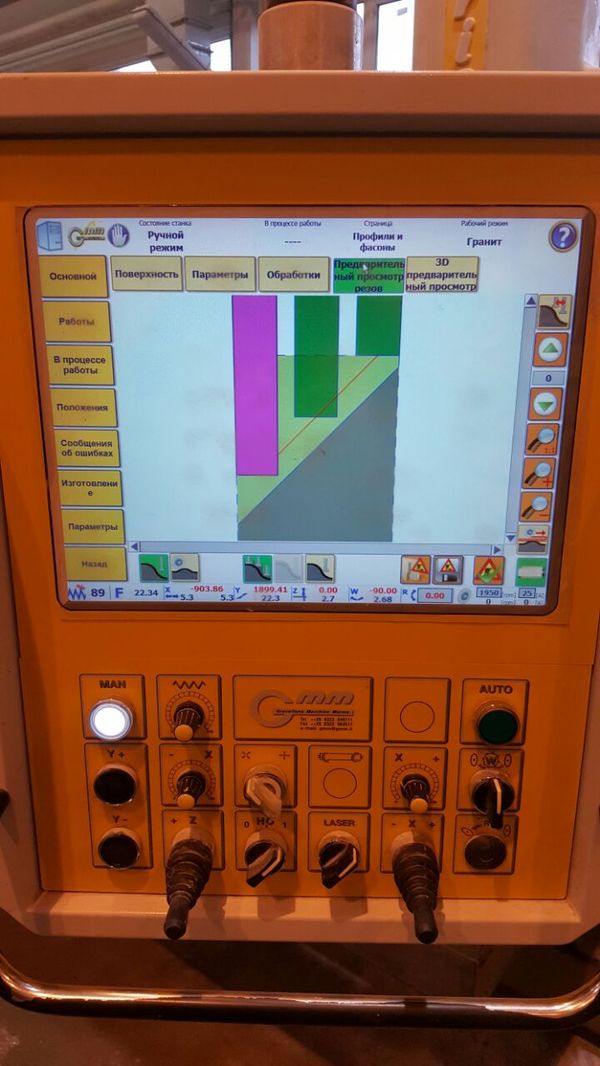
Также на некоторых станках (не на всех) можно посмотреть количество операций и время их продолжительности. Мне эти данные требовались для учета, контроля занятости моих ребят и для отчетов руководству - кто волынил, а кто Д'артаньян. Однако во всех этих системах учета операций есть следующий подводный камень:
Смотрим на красную строчку по середине экрана - длительность операции заявлена 12,5 минут, однако это аннулированная операция. Тем не менее, эти 12,5 минут войдут в общее время работы станка на ежедневном, еженедельном и ежемесячном отчетах. И если вы думаете, что 12,5 минут, размазанные по месяцу - это тьфу, то что вы скажете об аннулированных операциях, которые по вине глюка ПО продолжаются 25 часов? =)
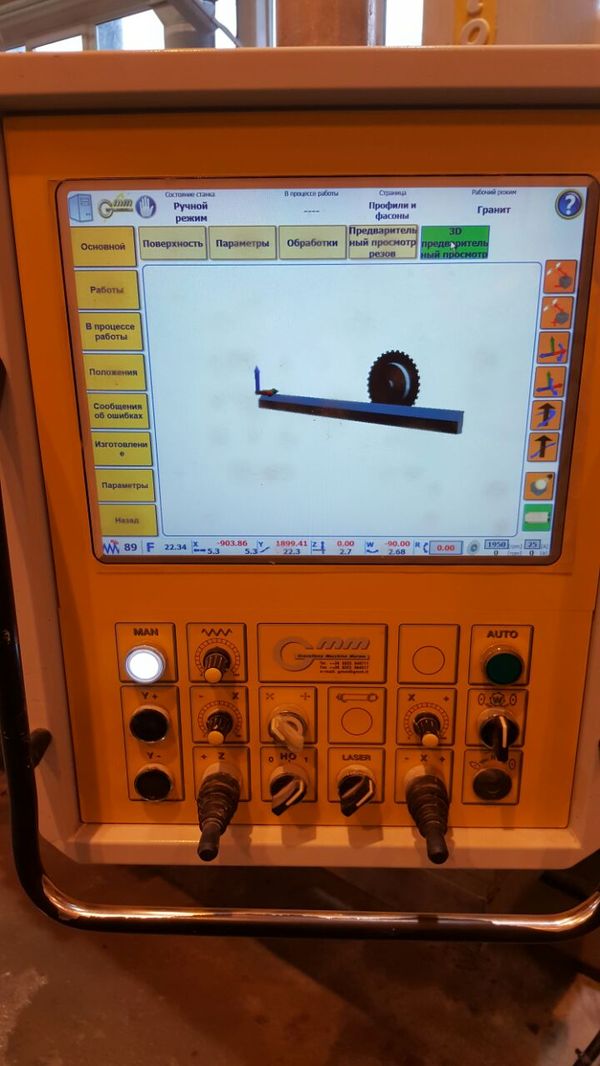
Также умные станки умеют поворачивать стол на 360 градусов, а особо умные - еще и поднимать его практически вертикально, для более удобной загрузки слэбов. Выглядит это следующим образом:
Конечно, поднимается стол гораздо выше. Чтобы слэб при загрузке не соскользнул вниз, в передней части стола предусмотрены отверстия для упоров. Упоры - любые металлические штыри. Если кусок камня не очень большой, подходят и крепкие деревянные, но лучше все-таки использовать металл.
На этом заканчиваю обзор средних по своим мощностям станков. Есть гораздо более мощные махины, как по габаритам, так и по возможностям. Существуют станки, предназначенные для вырезания пальчиковыми фрезами целых скульптур, и здесь уже не имеет значения, что объект обработки не симметричен, неповторим и так далее - в память станка заносится чертеж и фреза выбивает вам всё, что только душа ваша пожелает =)