

Будни камнеобработки, vol. 39



Сегодня поговорим о фасонных профилях и способах их выполнения =)
Столешницы, подоконники, плинтуса, окантовки, бордюры и прочая мелочевка - за исключением редких случаев, торец обрабатывается всегда. Здесь есть следующие нюансы:
1. Поведение камня. Одно дело - обычная распиловка, и совсем другое - обработка торцов. Есть определенные материалы, которые ломаются, крошатся, их нужно долго доводить до ума, бесконечно клеить и замазывать всё новые и новые вскрывающиеся парины, сколы кромок и прочая, прочая. Для таких материалов лучше выбирать обыкновенные тех. фаски (затупление кромок) и полировку торца. Хотя, если заказчик никуда не торопится и готов платить за сложность, нет ничего невыполнимого =))
2. Вкус и кошелек заказчика. Сами понимаете, самый обыкновенный полувалик и какой-нибудь сложный профиль с двумя подклейками ой как по-разному будут стоить.
3. Тип профиля и его технология выполнения. Об этом пункте подробнее чуть-чуть попозже.
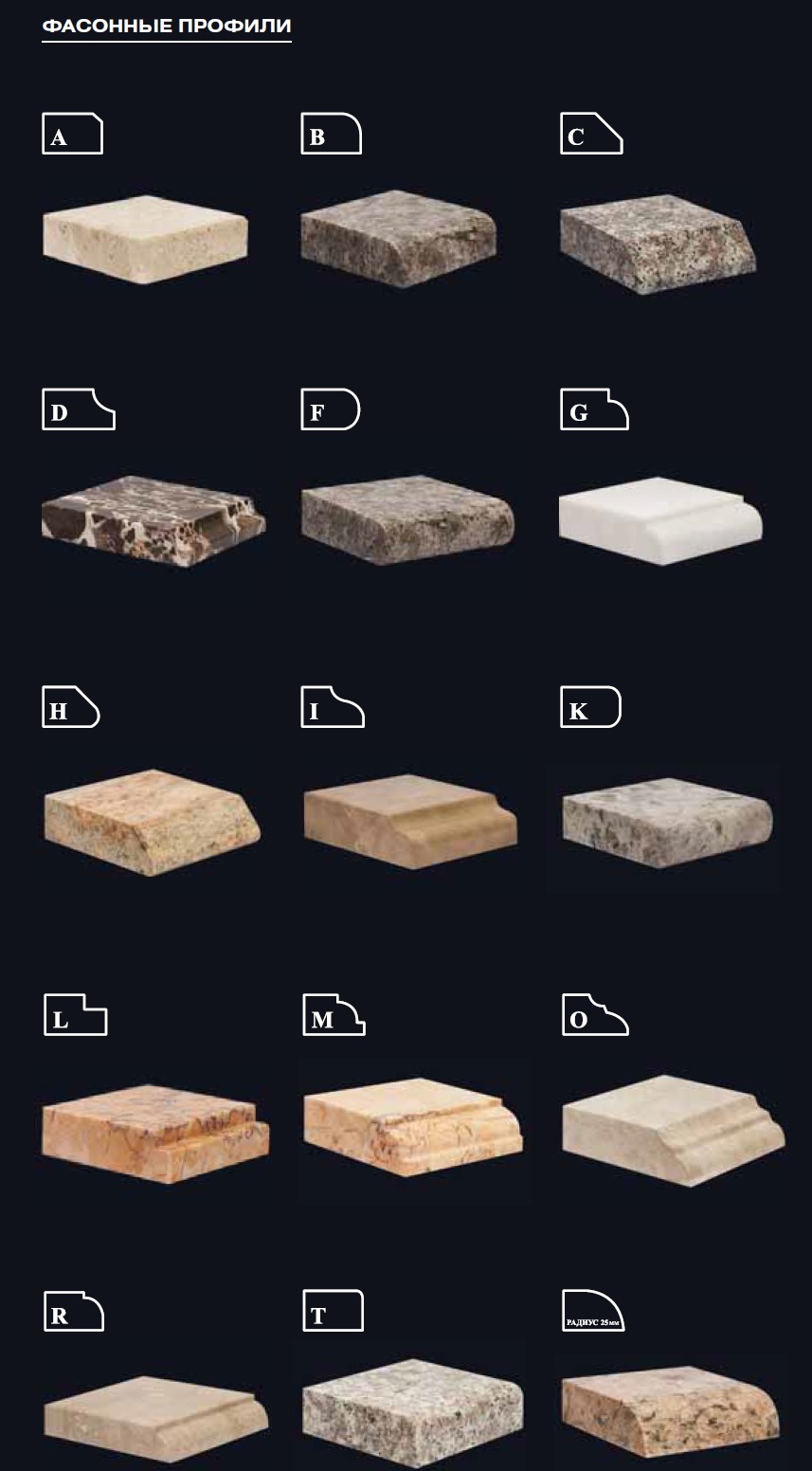
Итак, какие бывают профиля на каменных изделиях? Да самые разные. Вот вам примеры:
Перед тем, как я продолжу свой рассказ, я хочу сделать небольшое ответвление про технологию изготовления профилей, так как не могу выбрать правильную последовательность рассказа =))
Итак, есть три способа накатки профилей.
Первый - обыкновенная болгарка или шарошка, которыми снимается техническая фаска (профиль А). Ну, а чего, фаска - тоже профиль))
Второй - кантофрезер. Это вот такая вот штуковина:



По сути это флекс со специальной головой, приспособленной под движение по торцу. На углах и криволинейных поверхностях профиль докатывается по ситуации - вручную, теми же болгарками, или, если есть возможность, кантофрезером =) На фотографии видно, как рабочий двигает кантофрезер и обрабатывает торец. В некоторых случаях профиль на криволинейной поверхности можно выполнить станком.
На кантофрезер устанавливаются, как несложно догадаться, фрезы:

Третий способ - накатка профилей станком, читающим чертежи. А вот теперь возвращаемся к самим профилям.
Все профиля, представленные на черном фоне, можно выполнить либо кантофрезером с соответствующей фрезой, либо даже простой болгаркой. Условно, если сильно хочется, даже профиль D или R можно сделать с помощью болгарки и такой-то матери, и даже будет всё ровно, вот только сколько это займет времени и сколько вам придется заплатить денег рабочему?
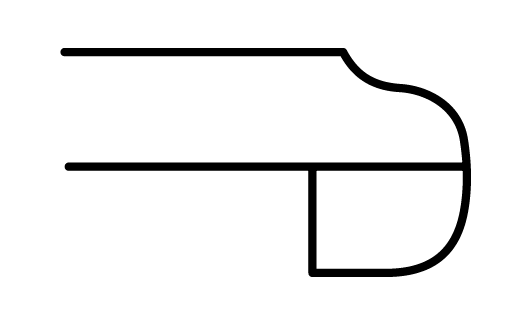
А теперь рассмотрим какой-нибудь заумный профиль на плинтусе.

Картинка не очень большая по размеру, но возьмем её как пример профиля, который нам нужно выполнить. Фрез таких не бывает, да и нет гарантии, что вручную такой профиль (а зачастую это не 1 и не 2 погонных метра, а десятки) будет ровным на всем его протяжении. И вот как раз такие профили катаются на станках, по AutoCAD-у.
Некоторые профили, в силу наличия фрез, могут выполняться только на камне определенной толщины. Например, фрезы на очень многие профиля начинаются только от толщины камня 30 мм, и на 20ке вы сможете довольствоваться либо полуваликом, либо тех. фаской, либо профилем, который можно выполнить болгаркой.
Также это связано с тем, что на тонком камне далеко не все профиля смотрятся выгодно. Вот возьмем профиль М. Его стандартные размеры - полочки по 5 мм и оставшаяся часть торца стёсывается под полувалик. На 20ке такой профиль будет выглядеть очень куцым, и не факт, что вообще будет заметен. Скорее, будет ощущение, что торец чем-то раздербанили =)
Бывают сложные, составные профиля. Например:
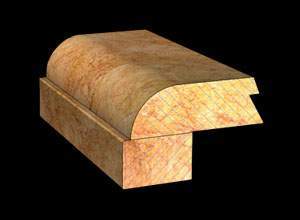
Конкретно на этой картинке ничего сверхъествесственного нет, обычный полувалик и подклейка, смещённая относительно основной плоскости торца, но выглядит вполне эффектно, не так ли? А как вам такое?
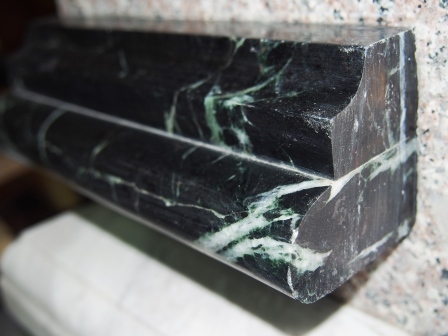
Подклеек может быть 2, 3, они могут лежать в разных плоскостях.. В общем, для желающих проявить свою искрометную фантазию (читай - поизвращаться над камнем и над цехом =)) тут поле непаханое =)