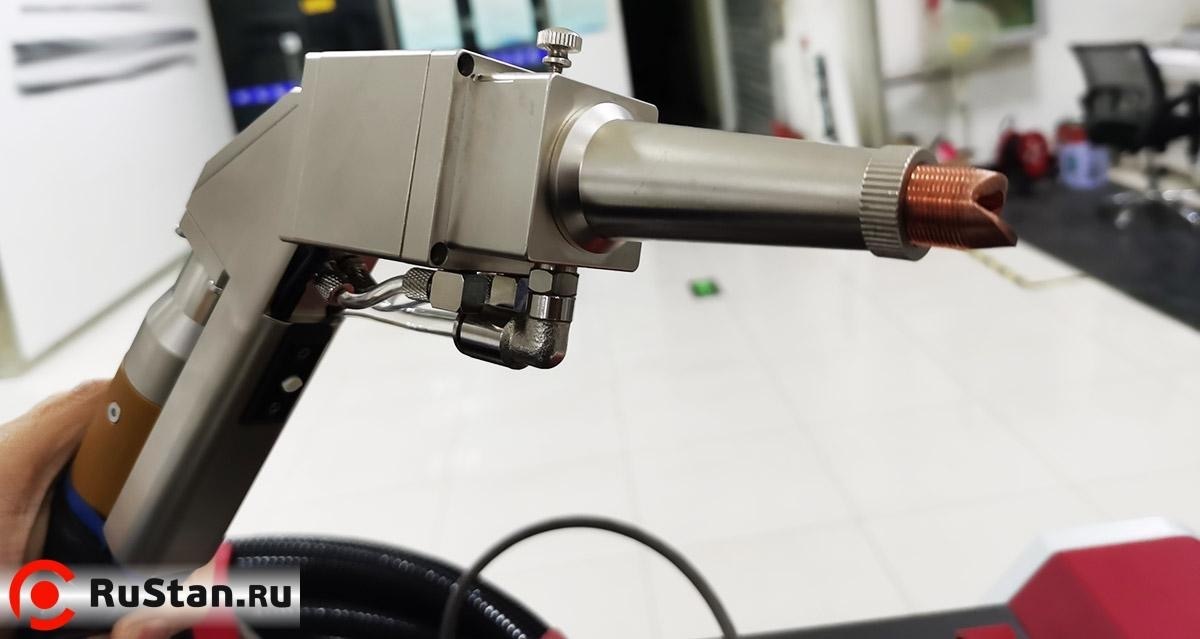
А меня интересует, откуда он металл на шов берет? В дуговой сварке ясно - электрод, в полуавтомате - проволока. А здесь что идёт на шов? Тело свариваемой детали? Или там тоже подача проволоки?
Нуу... т.к. особого удовольствия не было, то скорее нас ебали... Приблуда, швы, сварщики, директор (чёзаёбаныйнахер! почему_не_работает_как_у_китайцев_в_ролике?)
У нас изделия для робота были сложные, варили полуавтоматами. Хотели повысить скорость сборки. Пришли к выводу, что лазер рано брать, т.к. листогиб работал нестабильно
Взяли китайское говно. Балка 2,5 м не обеспечивала требуемую жесткость, недостаточное усилие прижима, задний упор перекашивало периодически по 0.5 мм на сторону, фундамент похоже гулял... У ребят на стороне из нашего металла всё збс выходило, на станке в 4 раза дороже :)
Не думал что первый ответ на Пикабу будет про лазерную сварку. Фишка в простоте использования, низком термическом влиянии на металл. 2.2кк, можно попробовать поварить в Питере и Новосибирске
Руку программируют на повторяющие действия, здесь ты можешь выполнять любую работу
1
DELETED
У нас на заводе стоят роботы на сварке и плазменной резке. Сделаны, на базе Б/У роботов с автомобильного конвейера. Цена одной руке где-то 500 к. Ну там в принципе можно навещать на руку, что угодно.
Для заборов трансформатор пойдет. С такими ржавыми проводами замотанными изолентой и держаком из арматуры. Знаеш такой с куском резинового шланга вместо ручки . Чтоб варить а у всей улицы свет моргал. Хардкор в чистом виде.
Ага. Иногда мужики улыбают.ну есть же держаки нормальные. Не. Изобретет эту херню из арматуры. Потом час шланг натягивает. Чтоб, значится, током не дербалызнуло. На любителя конструкция. Я понимаю раньше не было. От бедности делали. Но сейчас...
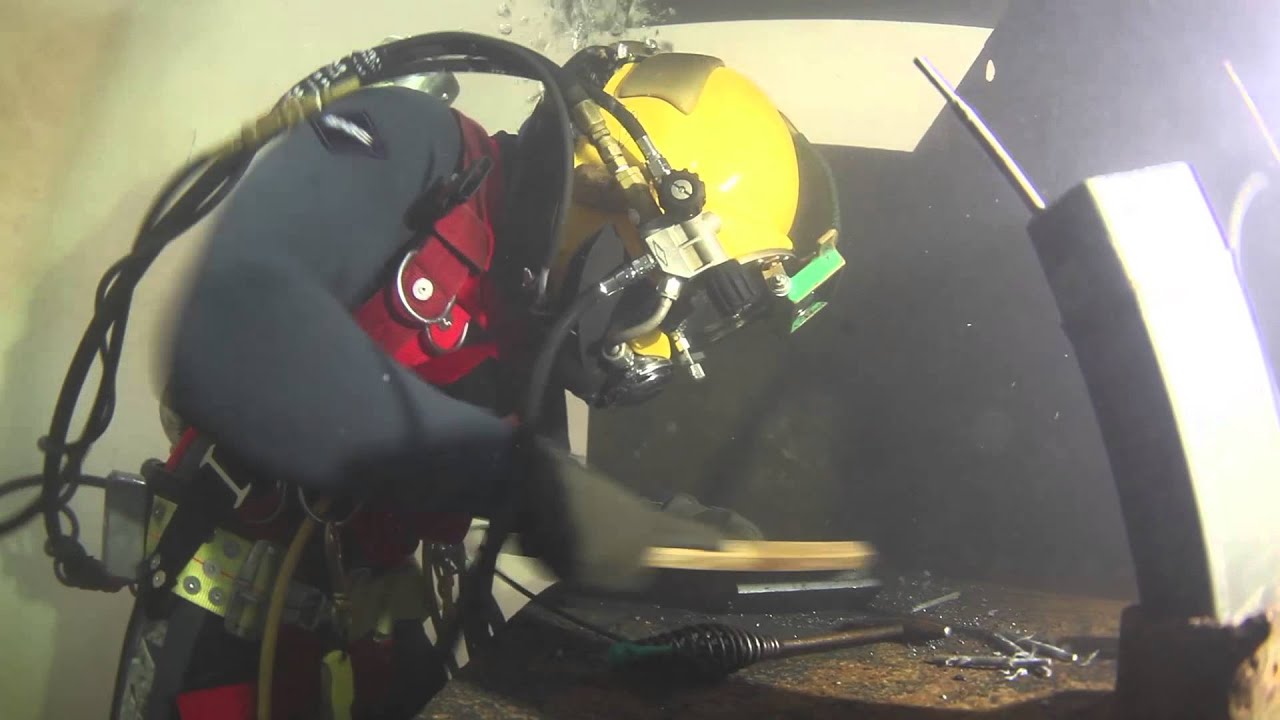
Конкретно здесь не понятно, выше говорят что видят подачу проволоки, возможно действительно так. Но вообще, лазерная сварка в большинстве своем подразумевает заполнение шва расплавом свариваемых элементов. И для сварки тонкостенных элементов встык, например труб, весьма непростой задачей является подбор мощности, которая достаточна для заполнения шва на всю глубину, но недостаточна чтобы лазер прорезал метал, оставив еще больший зазор.
А что это за тип сварочного аппарата тогда по вашему? И зачем там лазерный прицел, если это контактная сварка?) Чтобы электродом в шов не промахнуться? Может ещё сошки прихуярить?
он и во влажном воздухе будет происходить, поэтому электрод покрыт обмазкой, которая сгорая создаёт облако защитных газов, но на суше достаточно минимум целлюлозы (как на заре электродуговой сварки - в тяжёлых полевых условиях для того, чтобы что-то временно "присрать", могут использовать сборку из стартерных аккумуляторов и большой гвоздь, обёрнутый газетой в несколько слоёв), то под водой у электрода должно быть такое покрытие, которое не боится воды и выдаёт на порядок больше газа, чтобы создать пузырь, в котором будет гореть дуга
Нет, не ошибается. Это лазерная сварка в среде защитного газа. Красный лазер- "прицел", при включении щапускается волоконный ИК лазер мощностью 1-2кВт.
конкретно здесь - проволока, т.к. достаточно большой зазор между деталями, + сваривается разнородный материал (нержавейка к черному). В принципе, можно и без проволоки, но тогда главное условие - обеспечение очень небольшого зазора между свариваемыми деталями (порядка 0.1 мм, не больше). Лучше всего лазер варит цветнину, т.к. при достаточно высоком качестве он менее требователен к квалификации сварщика, чем обычный TIG; также, за счет более тонкого подбора мощности, можно хорошо варить тонкостенные детали (например, трубы для вентканалов из тонкой нержавейки либо оцинковки). Впрочем, черный металл он тоже варит качественно, просто это не всегда оправдано экономически, в сравнении с обычной электродуговой сваркой
В душе не ебу. Я не химик. Но факт остаётся фактом. У нас 3 киловатных сварочника. И пробовали их запускать на разных газах. На азоте рез лучше всего. Тоже и с порезкой. Поддувают или фоздухом на 30-35 атм. Или азотом. Это похоже вы с "товарищем" под химиков косите. Вот вам наверное лучше знать почему аргон коптит. Только вам стоит уйти от поверхностной теории, к реальной практике. Технический аргон, имеет примеси (как и азот). Но ещё раз повторю АРГОН КОПТИТ. Готов публично поспорить на деньги, и завтра на работе снять видео.
в ручных плазморезах давление, как правило, до шести атмосфер. а тридцаточку в ручной инструмент я бы постеснялся подавать. во-первых, это не безопасно; во-вторых, газовый шланг под такое давление будет тяжелый и плохо гнущийся - неудобный инструмент получится
upd: обычный сорокалитровый баллон азота выдувается при расходе 300 литров в минуту настолько быстро, что с плазморезами баллоны азота неинтересно использовать
объём баллона умножить на давление и поделить на расход 40*150/300 = 20 минут при идеальных условиях. на рабочий день целую газель баллонов надо будет на каждый пост и подносчиков баллонов как у артиллерийской пушки, чтобы носили-меняли
Это так не работает. Лазер работает только с поддувом газа. Необходимо чем-то выдувать взлетающую при разогреве грязь и защищать линзу. Она хоть и глубоко сидит, но защита и охлаждение ей нужны.
Обдув необязателен, особенно для сварки. Так как температуры ниже температур кипения металлов, то разлета частиц почти нет.
Это при резке важно обдувать и то бывают редкие случаи когда и для резки не применяется обдув (для маломощных длиннофокусных установок, которые ближе к маркерам/граверам и режут лишь пару мм).
Да линзам нужно охлаждение, но если конструкционно можно реализовать водянку, то используют ее. Главный минус лазерной сварки на воздухе в том, что расплав окисляется, и качество шва оказывается существенно ниже.