Представляю вам новую печать чистоты и хочу рассказать о всех этапах подготовки от 3D модели до готового изделия.
1. Моделирование
Печать полностью моделировалась в 3ds max, она была разделена на несколько основных частей и после этого собрана, как конструктор.
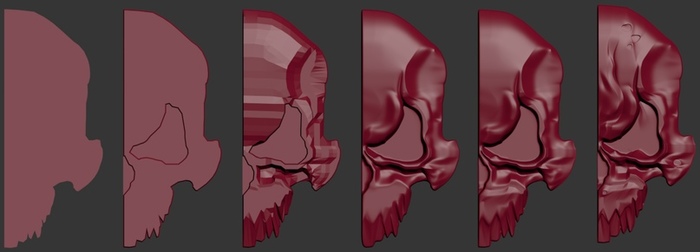
Первым делом была сделана правая половина (череп), я не стал ничего придумывать и вытянул плоскость в окончательную модель с помощью проверенного временем полигонального моделирования.
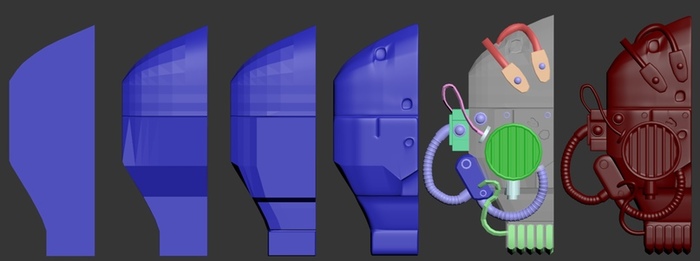
У механизированной же части основание было сделано так же, как и череп, а потом уже на него добавлялись разные элементы типа шлангов, зубов, проводов
Далее по проверенной схеме был создан цилиндр и сделана модель растекшегося, вытесненного сургуча, придав ему необходимую форму, учитывая, что печать от Adeptus Mechanicus, так что штамп делаем в форме шестеренки, а после этого набрасываем модификатор сглаживания и получаем необходимую основу.
Расставляем все по своим местам и объединяем в один объект, помня, что программы для печати на 3d принтере не слишком требовательны к моделям, в процессе дальнейшей подготовки сделаем их одним цельный объектом, после всех манипуляций получаем готовую 3D модель.
2. Подготовка к печати
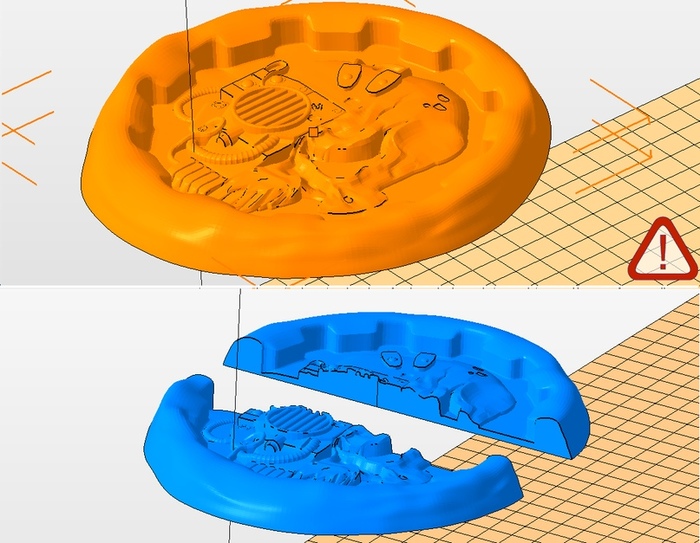
После процесса моделирования следует подготовка модели под печать с помощью - Autodesk Netfabb. В нем важно добиться двух основных вещей:
1. Отсутствие восклицательных знаков, а значит и глобальных косяков;
2. Целостность модели, её можно проверить, разрезав модель и заглянув внутрь.
Обычно для выполнения этих пунктов достаточно выполнить продвинутое автоисправление.
Для настройки печати был использован слайсер Simplify3D.
Для параметров печати были заданы следующие значения:
Высота слоя - 0.06 мм
Сопло - 0.3
Количество сплошных слоев:
Верх – 6 слоя
Низ – 5 слоя
Стены – 4 слоя
Заполнение - 30%
Температура сопла - 215 С
Температура стола - 40 С
Включен откат - хотелось бы убирать поменьше нитей.
Кайма - для лучшего прилипания к столу.
Диаметр нити - 1.75 мм
Текучесть - 103%
Время печати 4 часа.
При создании мастер-модели важно сделать её максимально качественной, чтобы пост-обработка «съедала» как можно меньше деталей.
3. Пост-обработка и форма для литья
Сразу после печати получаем такой результат, теперь необходимо убрать всю ступенчатость и ярко выраженные слои, но при этом сохранить детализацию, в этой модели она очень важна.
После шлифовки и минимальной обработки дихлорметаном удалось получить достойную мастер-модель, сохранив большую часть детализации.
Дополнительно для сохранения детализации было решено не покрывать мастер-модель ни лаком, ни грунтовкой.
И вот тут весь процесс был остановлен, так как пришлось столкнуться с тем, что из-за обилия мелких не получалось сделать качественную силиконовую форму.
Были предприняты попытки попытки отлить несколько копий, но из-за наличия большого количества пузырей в растворе жидкого пластика, модель требовала дополнительной пост-обработки после отливки, но сложная форма не позволяла сделать это.
Оценив ситуацию, было принято решение приобрести систему вакуумной дегазации, которая позволила ускорить процесс изготовления изделий и повысить их качество.
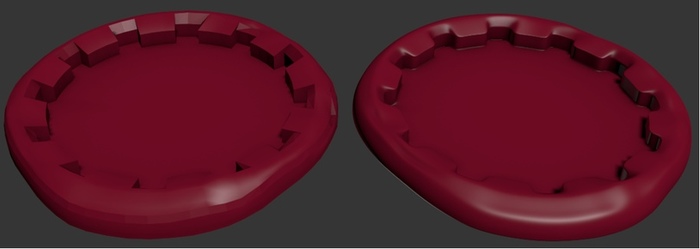
Перед вами примеры силиконового молда и пластиковой отливки с дегазацией и без.
Силикон используем ToolDecor 25, застывает примерно за 5-6 часов, твердость по Шору А: 23 (средней жесткости), хорошо держит форму, выдерживает много отливок, не теряя мелких деталей.
Пластик Smooth-Cast 310, пластик полностью застывает за 3-4 часа. Производитель утверждает, что он не требует дегазации, но как я уже писал – у нас сложная форма и без дегазации тут не обойтись.
Кстати сразу хотелось бы сказать, что мы не делаем из сургуча, потому что это недолговечный и хрупкий материал.
Что касается полотна с литанией, в качестве материала используется мешковина. Надпись наносится с помощью принтера, после этого края подпаливаются зажигалкой, обрабатываются лаком, чтобы нити не расползались, после вся ткань покрывается акриловым лаком, чтобы защитить краску от внешних воздействий.
Для «сращивания» ткани и модели делается небольшой пропил, для того, чтобы вставить ткань. Для защиты от краски ткань заворачивается в молярный скотч.
Затем пропил заполняется растворенным в ацетоне ABS пластиком, после высыхания место стыка дополнительно обрабатывается шпаклевкой и тщательно шлифуется.
Далее печать отправляется на покраску (на фото модель уже покрашена, мне не терпелось узнать как-же будет выглядеть модель, но все же покраска проходит в самом конце)
Для равномерного, ровного слоя покраска производилась из аэрографа, лишь некоторые детали подкрашивались кистью. Сушка 24 часа, а после модель была покрыта акриловым лаком. Глядя на небольшую глянцевость помним, что во вселенной WH 40k после нанесения печати её покрывают защитным герметиком.
И вот после еще 24 часов сушки можно снять защитный молярный скотч и посмотреть, что же получилось.
По моему мнению — качественный сувенир, который был сделан с применением всего накопившегося опыта, значительное повышение качества благодаря использованию дегазационной камеры и покраски из аэрографа, само же изделие имеет размеры 73х72 мм., литания 180х34 мм.
Спасибо за внимание!
Будет очень интересно узнать ваше мнение!