


Формовщики тут есть? И что форма из аллюминия фрезеруется?
И раз уж зашел, не знает никто настольных моделей формовщиков?
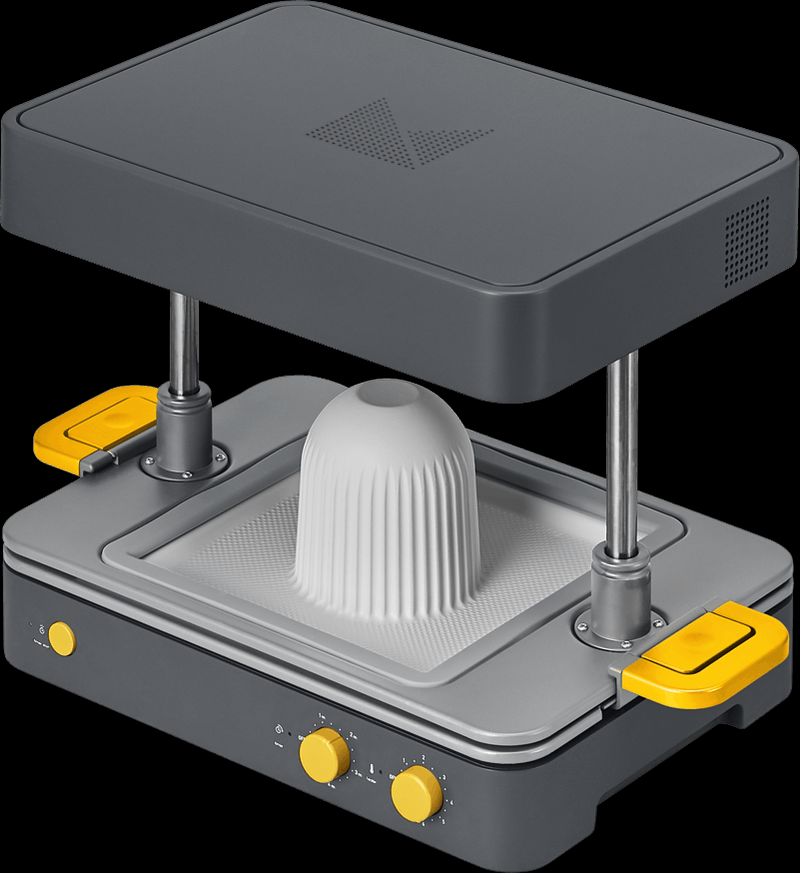
Не нашел кроме вот такого: Mayku FormBox
все зашибись, но цена кусается. аппарат то простецкий, нагреватель и насос с вакуумным прижимом. Кстати у этого Майку нет насоса - присоединяйте пылесос. Для аппарата за 70 тыщ это смешно
раскрыть ветку (22)

Если дендрофекал устроит - можно из утюга/воздушного тэна, тубы герметика и "старой тумбочки" сделать простой стол.
https://m.youtube.com/watch?v=sQpjL0cEO6I
Матрицы:
алюминий - для огромных объемов, безбожно дорого.
МДФ - чаще всего используется (например рекламщиками для вывесок), зависит от цены фрезеровки, средний тираж, любит скалываться.
Литые из смол с заполнителем - кто во что горазд, в теории полиэфирка с алюминиевой пудрой должна работать.
Гипс со всякими ухищрениями (заполнители, фибра, аэросил, пластификатор, пропитка жидким стеклом) - большинство мелких партий, особенно с готовых изделий, из него и делают.
Я работаю в маленькой фирме основной вид деятельности как раз такая формовка. У меня основная работа это моделирование и фрезеровка матриц. 95% наших матриц из МДФ. Алюминий только для очень больших тиражей. Иногда из смолы льют матрицы - долговечнее и крепче МДФ , намного дешевле алюминия. Все станки для формовки самодельные. Их несколько разных размеров.
раскрыть ветку (17)
Слушай, мне формовка нужна только для того, чтоб упаковку делать из ПЭТ-а. Для мелких сувениров типа зажигалки. Толщины в миллиметр наверное хватит. Не подскажешь, до какой температуры разогревается ПЭТ такой толщины, чтоб можно было его формовать?
Я просто хочу на 3д печатать формы. Пластик подобрать. Ну или на крайняк, если его вести будет, отлить из гипса.
раскрыть ветку (1)
раскрыть ветку (6)
раскрыть ветку (5)
Спасибо большое.
1 чтобы вытягивать воздух из стола(создавать отрицательное давление) объмом меньше куба что использовали?
2 Для раздува пластика что использовали?
3.какой мощности лампы брали ?
раскрыть ветку (4)
1. по началу использовали вакуумный насос по типу как для обслуживания кондиционеров с ресивером литров на 70, сейчас большой 3х фазный двигатель киловатта на 4-5 подключенный к воде. Как он работает я не задавался вопросом.
2. вопрос не понятен
3. Лампы у нас не то что лампы. Отдельно стеклянная колба , в ней витая нихромовая проволока. Её длина и сопротивление расчитываются специально, этим занимаюсь не я (я бы может и расчитал, но это не моё поле деятельности) Общая мощность,на мой субъективный взгляд , порядка 3-4 квт на квадратный метр.
раскрыть ветку (3)
Спасибо очень полезная информация.
По поводу второго вопроса: у меня стол с подъёмным механизмом, сначала опускаем рабочую поверхность с деталью и нагреваем пластик а далее раздуваем его и идёт подъем рабочей поверхности с деталью, уже потом отсос идёт)))
Я тоже думал про асинхронный двигатель только вот не знаю как создать с помощью него отрицательное давление.
раскрыть ветку (2)
Поведет - деталь сильно нагревается. Проще отпечатать матрицу и залить хотя бы гипс с заполнителем. Полиэфирка с алюминием.
раскрыть ветку (2)

подскажи , я смоделировал формы под формовку, прямые углы либо отрицательные, острых нет, где надо отверстия все как надо, хочу их отпечатать на 3d принтере petg пластиком, он начинает деформироваться обычно от 80-90 градусов. Резка на чпу дороже чем печать, вот и не знаю не поведет ли их ? формы примерно толщиной по 3-4 мм, а формовка нужна из abs толщиной 3 мм
раскрыть ветку (4)
Конкретно формовкой не я занимаюсь, но мне кажется почти наверняка деформирует, а потом и прилипнет так , что не снимешь. Я цифр точных не знаю, но у АБС при формовке температура около 200 и такой она остается пока не включится вентилятор после окончательного принятия формы.
раскрыть ветку (2)
Я пробовал формовать 3д модели напечатанные. Если осторожно, не перегревать, то не ведет и не вклеиваются. Причем что прикольно - не нужно их особо сглаживать, не видно после формовки слоев печатных
раскрыть ветку (1)

Форма, я думаю, не обязательно из алюминия. Главное, чтоб температуру держало, а так, хоть из фанеры

Стол для формовки сделать вообще не проблема, гайдов в сети тьма, принцип везде один и тот же в принципе.