


Модернизация расточного REV.:2.0
Привет мой дорогой читатель!)
Сегодня поведаю тебе очередную историю технического умиления.
Как ты мог догадаться речь пойдёт о его величестве горизонтально-расточном станке 2620, но на этот раз без электромуфт.
Так, хватит усю-сю-кания, теперь по делу)
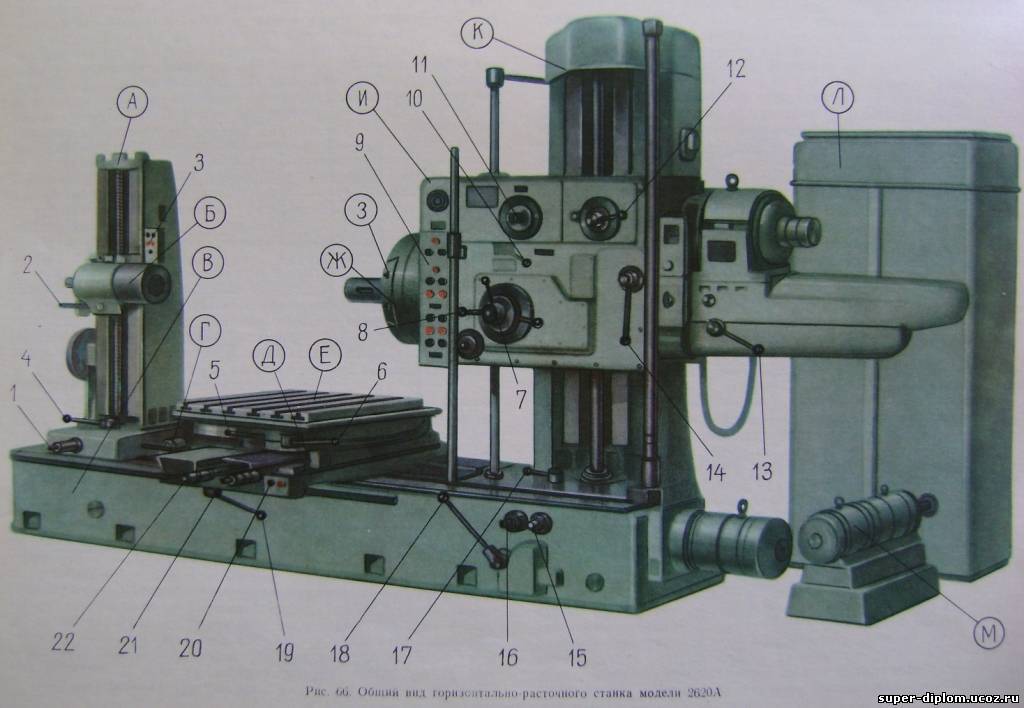
В работу поступил очередной горизонтально-расточной станок, серии 2620, 1957 г.в.
Год выпуска говорит о том, что кинематика механизма выбора органа рабочей подачи изменяется перемещением подвижной шестерни (блока шестерён) с помощью специальных рукояток; в отличии от станка с электромуфтами, где выбор органа рабочей подачи осуществляется включением электромуфты, блокирующей нужную шестерню (блок шестерён).
Неисправности в работе станка всё те же, классические - неравномерная скорость подачи, перебои; отсутствующие ускоренные перемещения; отсутствие переключения скорости вращения двигателя главного движения, отсутствие торможения и прочие мелкие неприятности.
Ну что же, приступаем к работе!
Комплекс модернизации:
- изготовления нового шкафа автоматики станка
- замена эл.двигателя привода подач на асинхронный с редуктором
- новая эл.обвязка по станку.
Начали!
Закупаем материалы.
Электроустановочные изделия и кабели

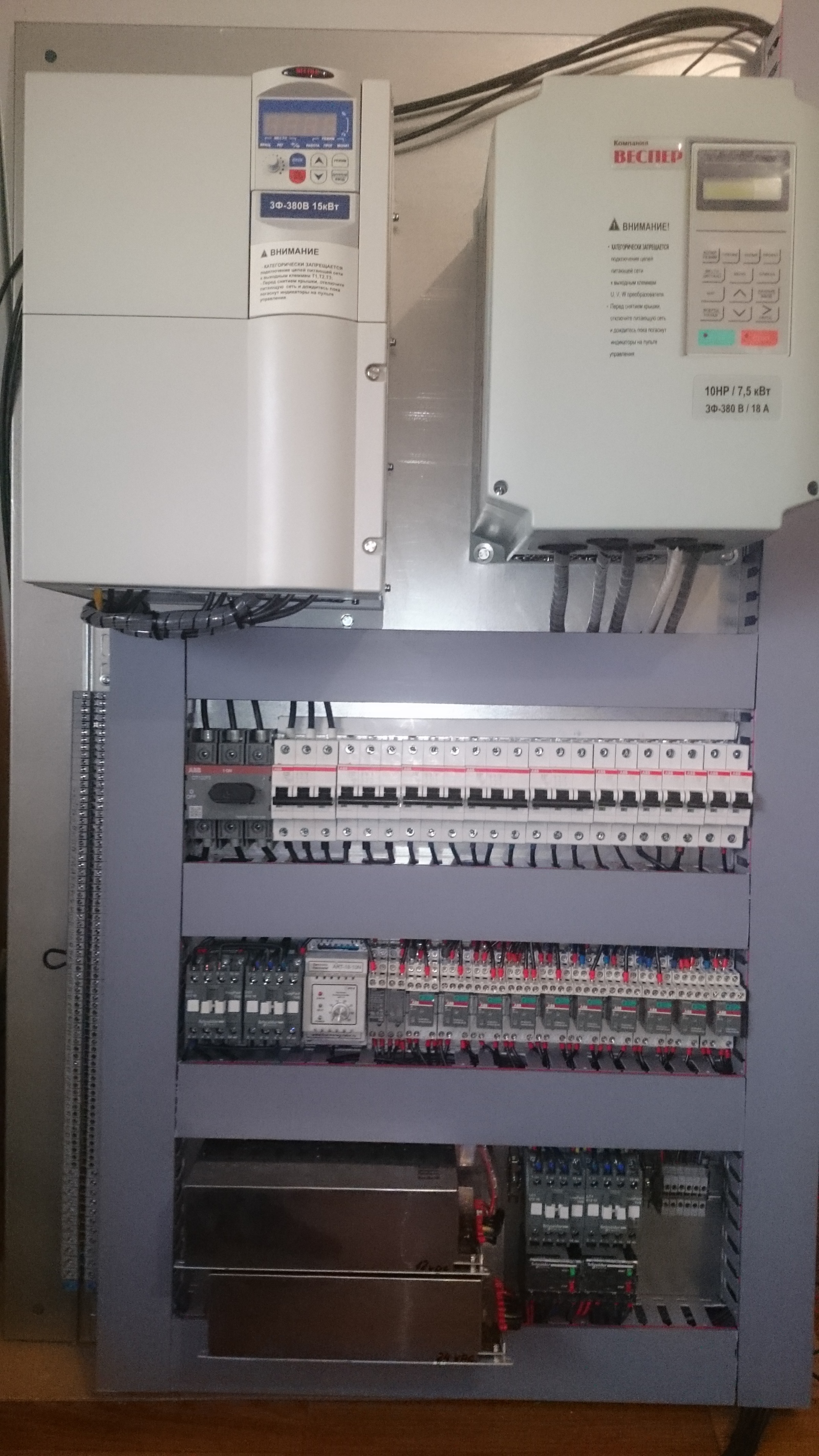
Частотники на привод подач и главное вращение (уходим от силовых коммутирующих устройств)
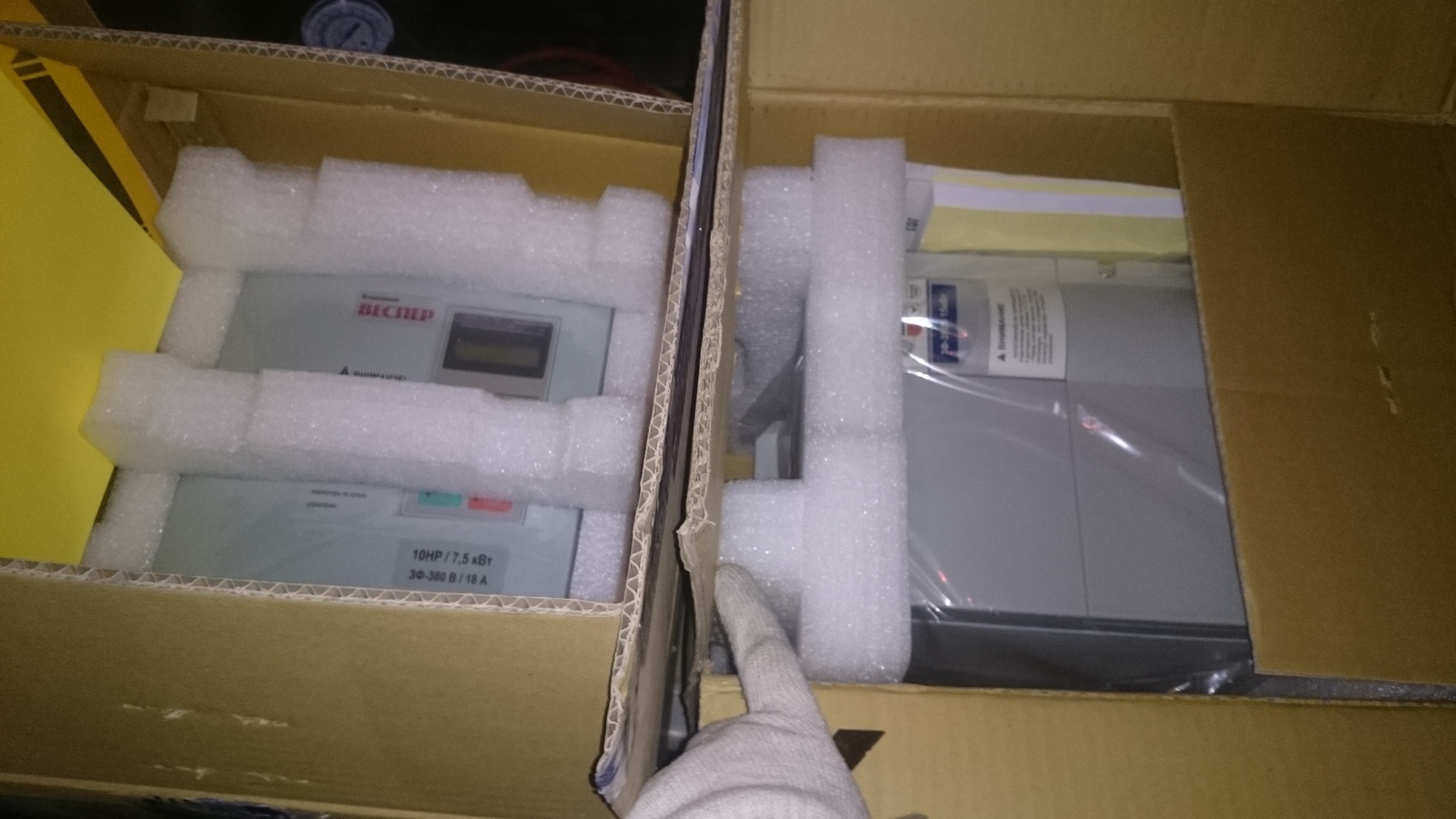
Чтобы частотники работали без ошибок от скачков напряжения - входные фильтры - лучшее решение)

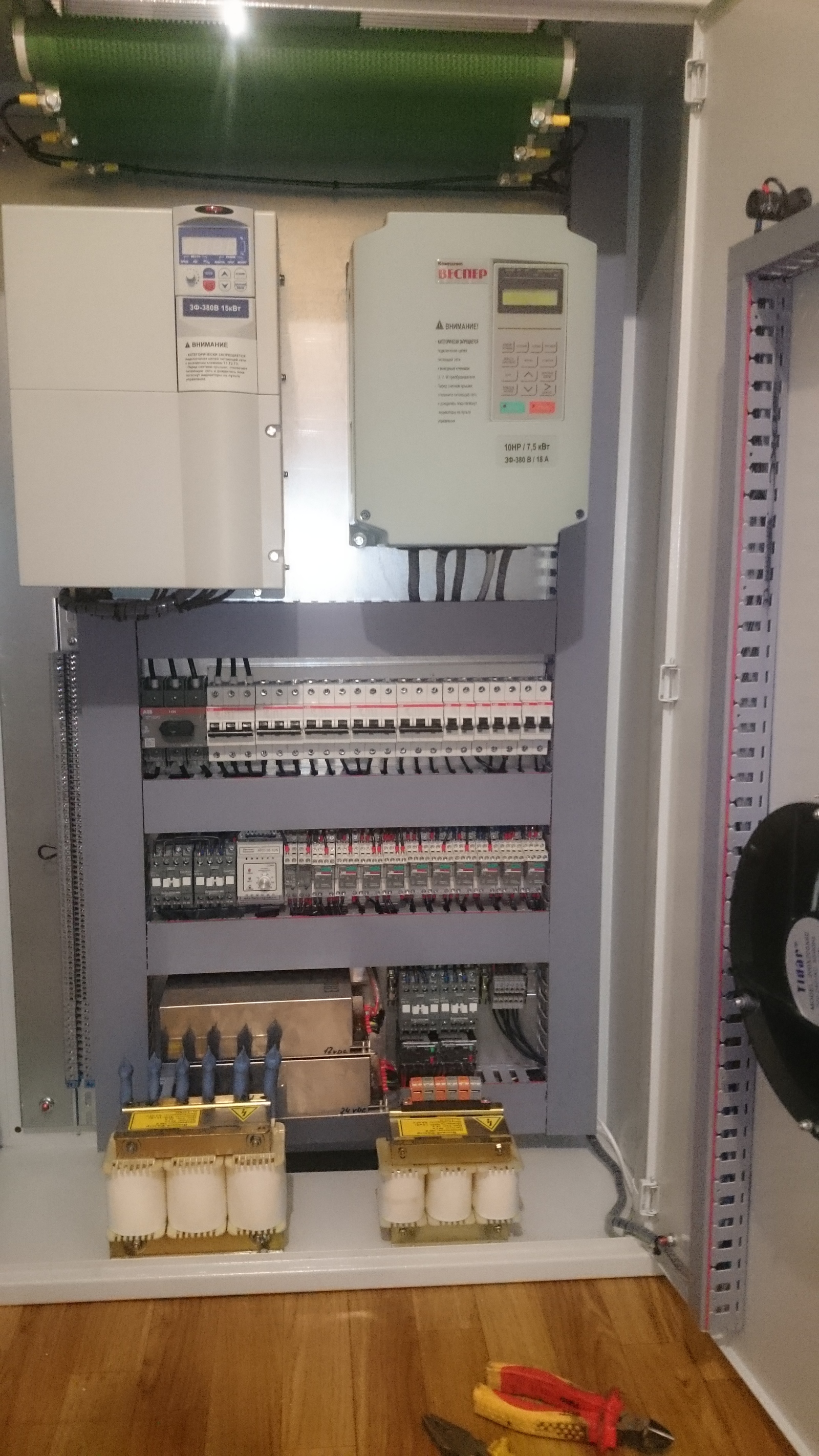
Тормозные резисторы

И блоки питания.
Стабилизированное выпрямленное выходное напряжение с защитами от КЗ и перегрузки......мммм....красота)))

Нужно ли описывать насколько приятно собирать автоматику из новых комплектующих...
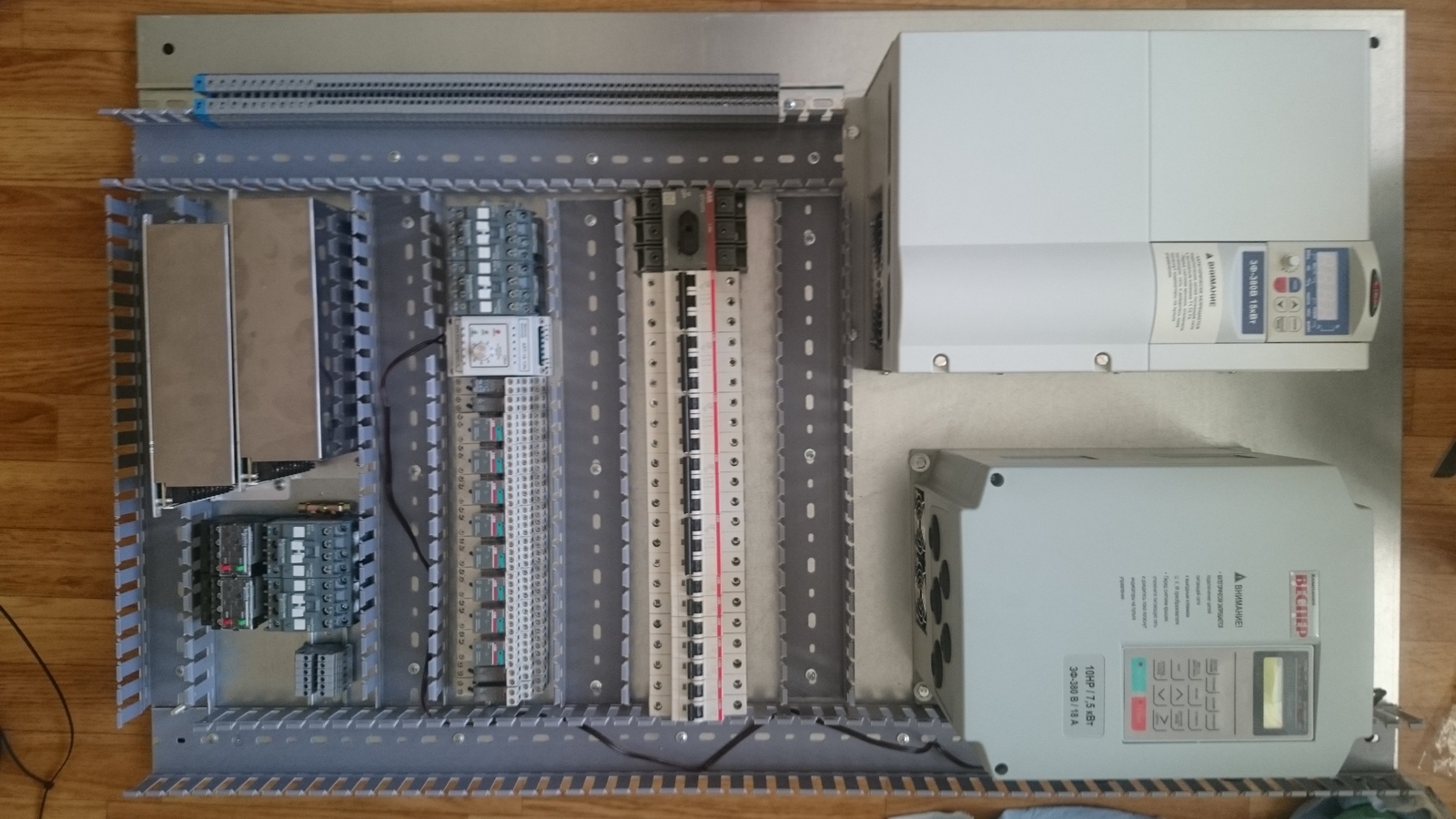
Добавим проводов)
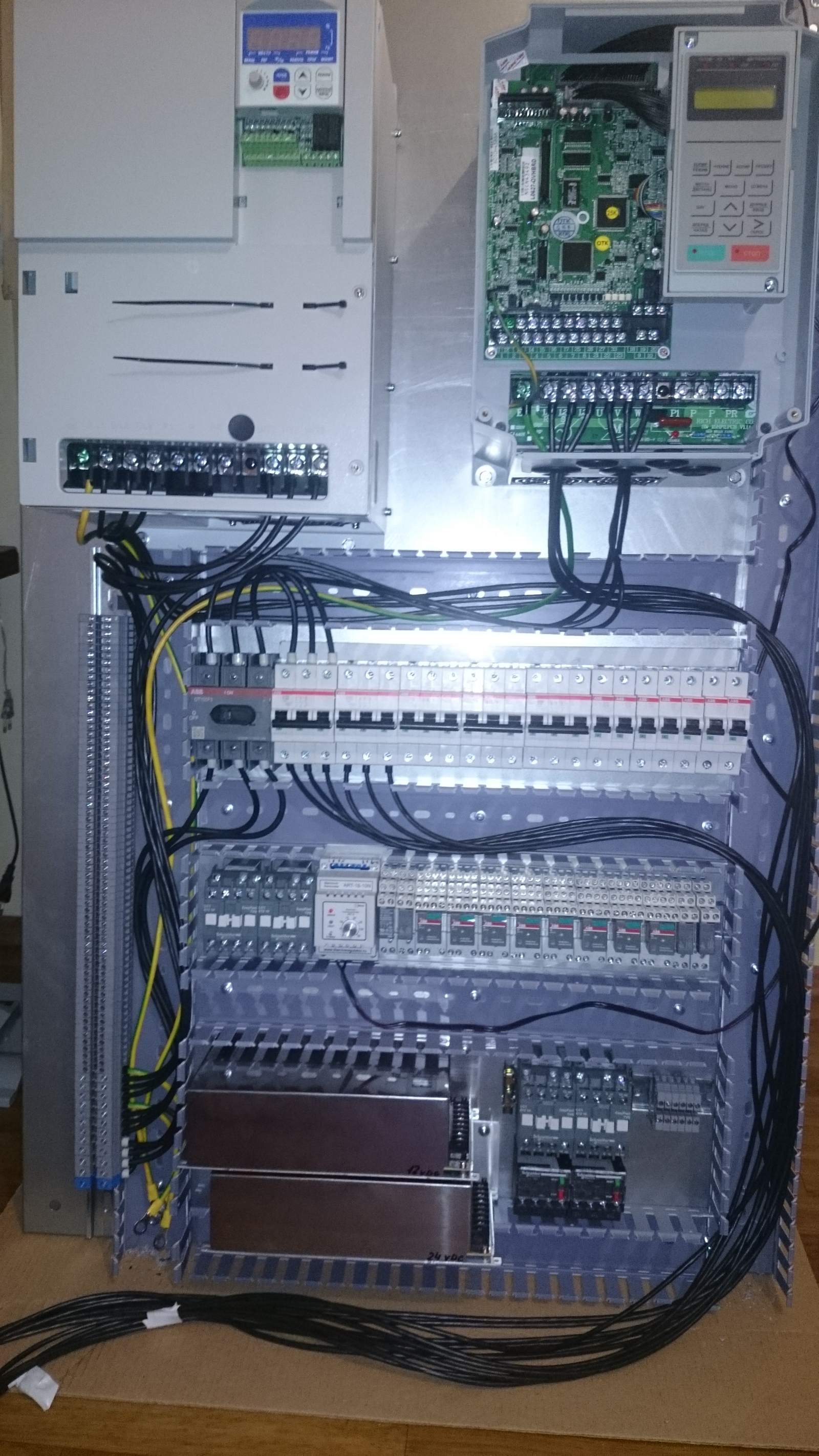
И ещё...
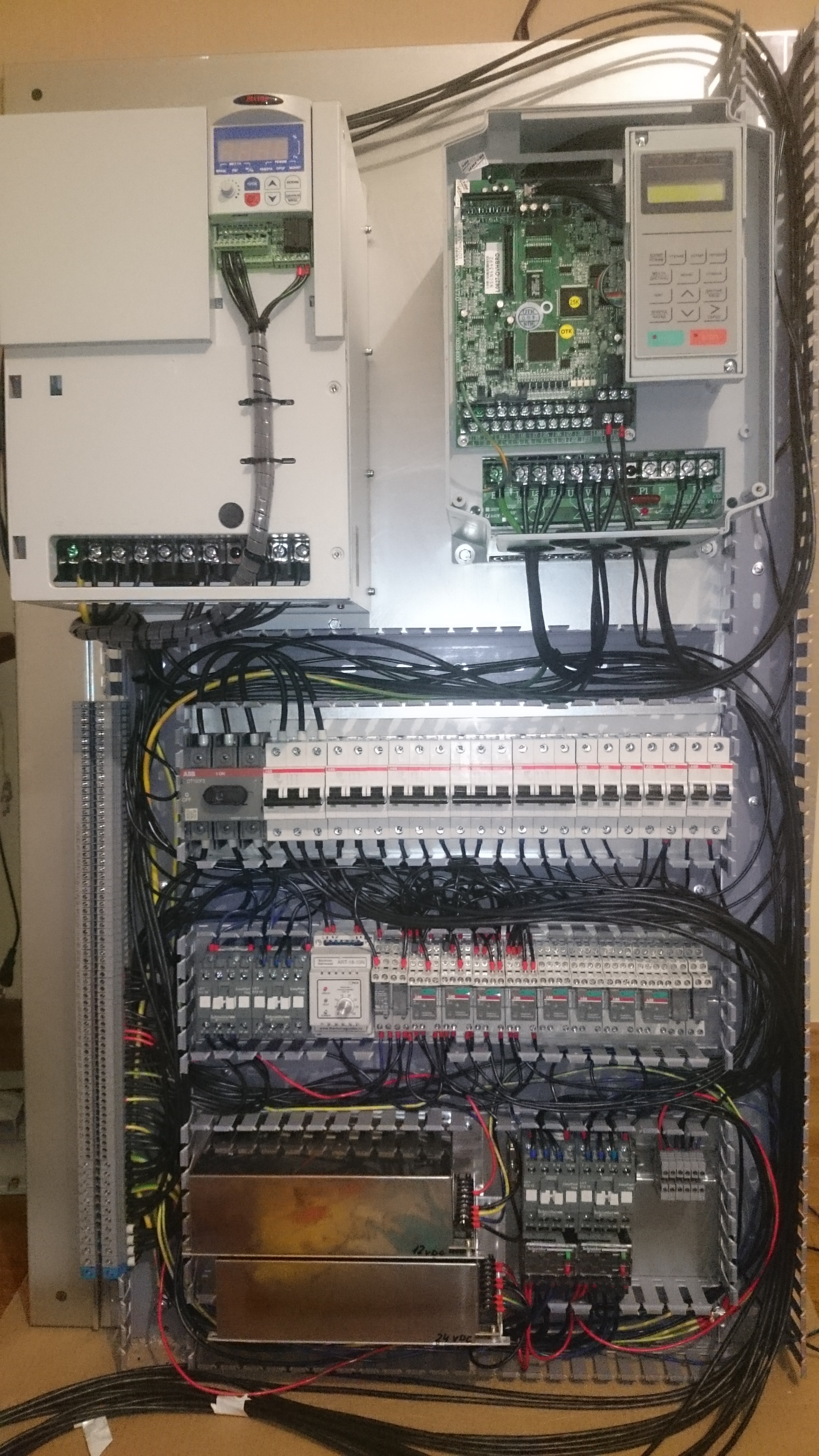
Ещё немного)

Сборка окончена. Приступаем к маркировке
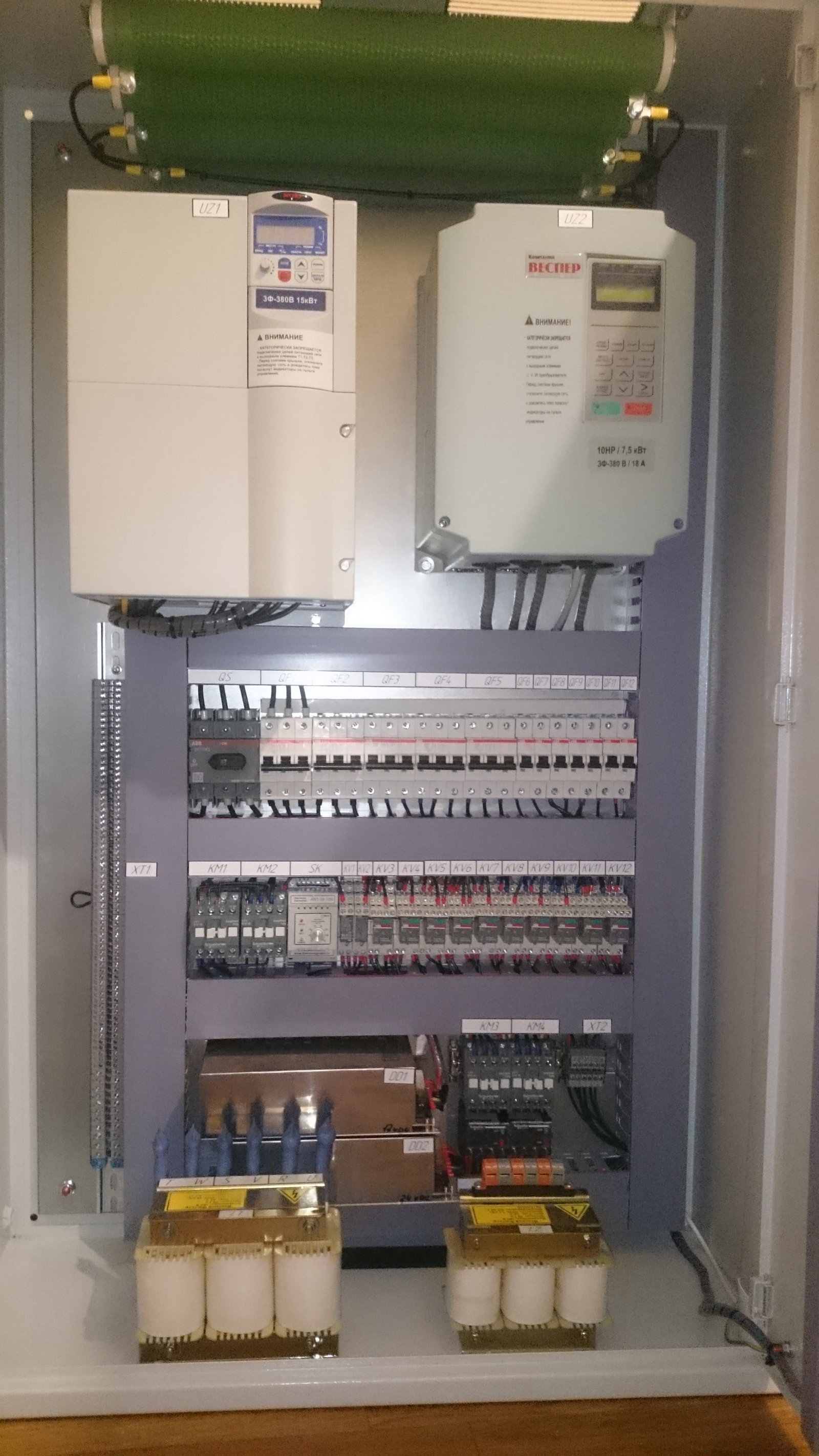

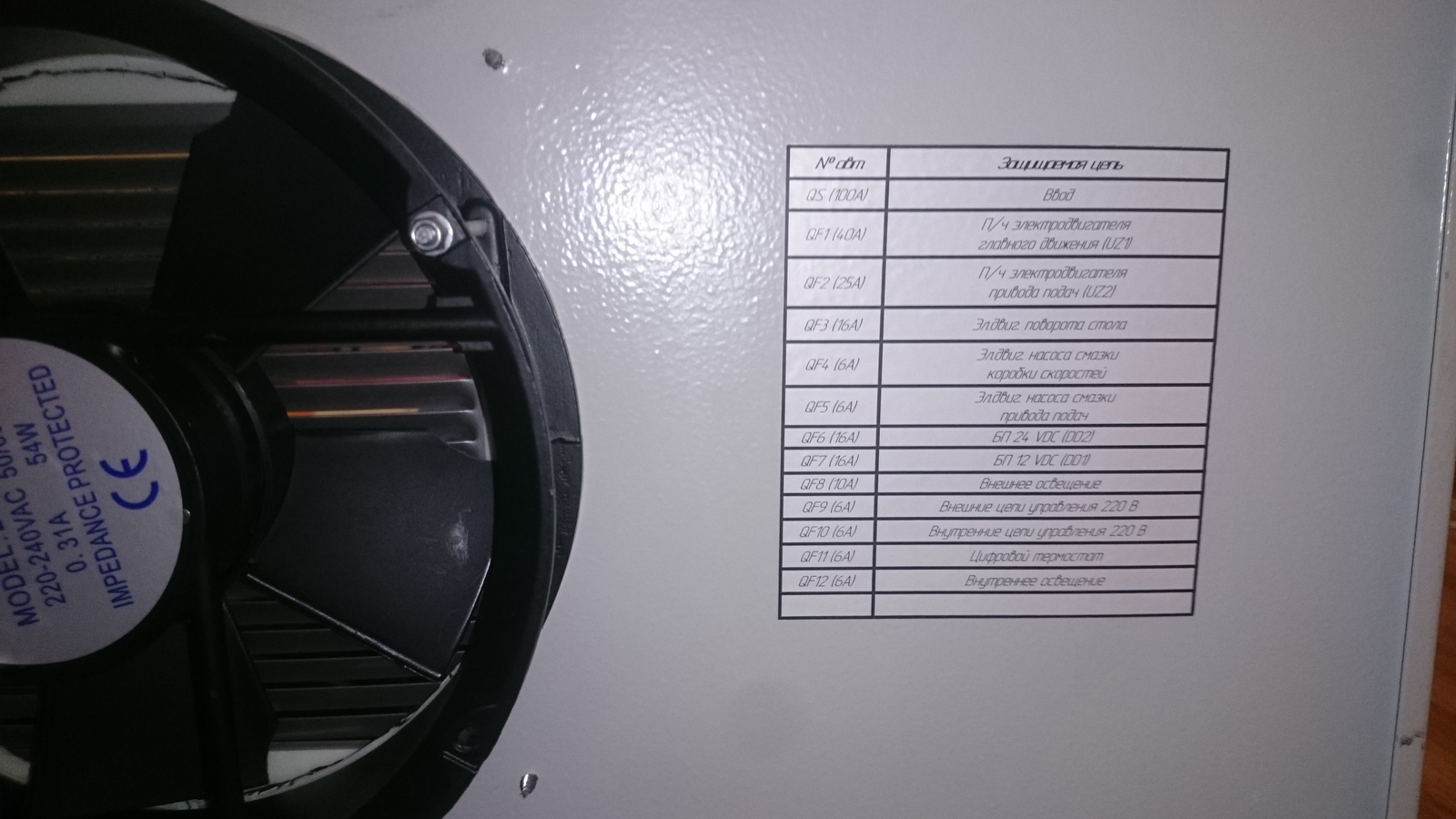
Схемы распечатаны и наклеены на дверцу, чтобы даже самый рукож...... не компетентный электрик мог разобраться "что куда")
Ну и упаковываем изделие для транспортировки

Утро рабочего дня)

Демонтаж старого шкафа и жгутов проводки; монтаж нового эл.двигателя привода подач



А старый шкафЧЕГ стал просто мебелью)

Далее прокидываем новые жгуты, устанавливаем новый шкаф, всё расключаем


Практически всё готово)
Финишный результат и работу станка после ПНР смотрите на видео
Станок выполняет работу чётко, мягко с высокой точностью обработки!
Благодарю за внимание!)
Всем интересных проектов!




Электромеханик+
87 постов2.5K подписчика
Правила сообщества
Правила сообщества не противоречат правилам Пикабу: