CNC Shield - A4988 & TMC2209 - Arduino / ArduBlock
Показать полностью
1
1
Всем привет!
После изготовления более десятка электрогитар у меня накопилось некоторое количество фурнитуры и дерева, не пошедшего в проекты. Поэтому незамедлительно было принято решение сделать следующую гитару с прикольными фишками. Выбор пал на модель гитариста Нуно Беттанкура из группы Экстрим. Более всего привлекло интересное крепление грифа, позволяющее избавиться от пятки и оставить гриф невклееным.
Сказано - сделано. Гитару решил делать бюджетной, поскольку в наличии был бюджетный floyd rose фирмы Golden Age. Докупив бюджетные локовые колки guyker и бюджетные звучки Roswell (как на Харли Бентон) приступил к изготовлению.
Корпус будет сделан из 2х кусков липы, а гриф - переклеен по отработанной технологии из 5-ти частей: клена, сапеле и падука. Для накладки удачно попался со скидкой красный эбен. Вот так выглядит вся эта сборная солянка

Липа, клен и красный эбен, падук и сапеле добавил позже
Первым делом, как обычно распилил и переклеил гриф, вот такая красота получилась:

Готовая заготовка грифа с наклонной головой
Далее пихаю заготовки грифа и накладки в ЧПУ (я твой гриф ЧПУ пилил), выпиливаю накладку, гриф, и склеиваю их.

Почти готовый гриф, вид спереди

Тыльная сторона грифа
Далее принимаюсь за корпус. Строгаю, склеиваю и в ЧПУ. Отфрезеровав с двух сторон, примеряю гриф, вот что получается:

Корпус с грифом, вид спереди

Вид сзади
Как видно, пятка получилась гораздо меньше чем у, например, стратокастера от Фендер. Перед покраской устанавливаю лады, делаю отверстия под колки, а также дорабатываю оставшиеся мелочи

Жызнь с ладами
Покрывать решил прозрачным лаком, как в оригинале. Вот что получилось после покрытия лаком, полировки, сборки и отстройки:




Ну и как же без примера звука. Очень талантливый гитарист Максим исполнил кавер на композицию It's A Monster группы Extreme.
Заключение. Получилась прикольная бюджетная гитара. Благодаря корпусу из липы довольно легкая. Пятка грифа весьма удобная, на 22 ладу довольно легко доставать. Бюджетный floyd rose капризничал, за кадром еще установил тремсеттер, строй держится стабильно. Немного непривычное расположение селектора звучков, но тут ничего не попишешь, в оригинале также. Дополнительно сделал пушпул на нековый звучок с параллельным/последовательным включением катушек, чтобы можно было и на чистом звуке поиграть.
На сегодня всё. Всем добра!
Уже долгое время занимаюсь лазерной гравировкой и маркировкой на оптоволоконном лазере.
Все это время помимо выполнения основных задач и работ, связанных с обменом моей продукции на чужие денежные купюры, передо мной стояла важная задача (которую я сам себе и поставил) - сделать коррозионностойкую гравировку/маркировку на дешевой нержавеющей стали AISI 430 (12Х17).
Мои научные и не очень изыскания на эту тему можно прочитать в моей статье: Коррозионные процессы в нержавеющих сталях после лазерной маркировки.
Поиски в этом направлении не приводили к практическим результатам. Долгое время все оставалось только в теории: В AISI 430 (12Х17) единственным легирующим элементом, придающим стали коррозионную стойкость является Хром (Cr). При лазерной гравировке стальной сплав разрушается, а при маркировке на его поверхности образуется оксидная пленка преимущественно из оксидов железа: Оксид железа (II) FeO, Оксид железа (III) Fe2O3, Двойной оксид Fe3O4 (FeO.Fe2O3). Во влажном воздухе оксид железа (II) окисляется с образованием метагидроксид железа (III) FeO(ОН), то есть той самой ржавчины.
Хром же при хоть при черной, хоть при цветной маркировке образует пленку, только если этого самого хрома в стальном сплаве достаточно много. В остальных случаях толщины и целостности этой пленки недостаточно, чтобы сохранить в стали коррозионную стойкость.
С хромо-никелевыми нержавейками все обстояло намного лучше благодаря никелю, оксидная пленка которого при правильных режимах маркировки обладала достаточной толщиной и целостностью, чтобы оксид железа FeO не окислялся до метагидроксида (III) FeO(ОН). По крайней мере так быстро, как это происходит с безникелевыми нержавеющими сталями.
Начиная августа 2023 года было потрачено много времени и материала на поиск режима гравировки/маркировки AISI 430 (12Х17), чтобы этот всратый материал не начинал ржаветь. А при цветной маркировке это происходило даже на воздухе, при черной - во влажной среде.
За это время у меня выработалась привычка: все тестовые и настроечные заготовки из AISI 430 (12Х17) я бросал в емкость с водой. За почти 3 месяца вода в этой емкости превратилась в «батин суп» («батин суп» - это суп из первого, второго и компота, которые батя не доел вчера и позавчера).
Данный «суп» представлял из себя смесь всякого говна жировых отложений, гидроксида железа (ржавчины), пищевой соли (ведь в предыдущем эксперименте я воду еще и солил, так как согласно более научному эксперименту: в растворе поваренной соли наблюдаются коррозионные процессы) и прочих неведомых мне веществ.

Не знаю, на что я надеялся. Все режимы гравировки и маркировки были давно настроенные. Ими я активно пользовался.
До одного момента. При выполнении одного заказа (фотомаркировки) на стали AISI 304 (08Х18Н10) я решил сделать тестовую маркировку на уже бесящей меня стали AISI 430 (12Х17) (так как маркируемое изображение было очень пестрым, счел логичным сделать тест для настройки контрастности/яркости).
Настроенных режимов у меня достаточно много: в зависимости от материала, поставленной задачи «скорость/качество» и пр.
И вот, при такой тестовой маркировке я поспешил и выбрал не тот режим.
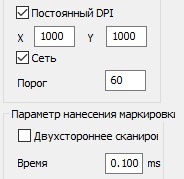
В качестве небольшого отступления: при гравировке/маркировке лазером векторных изображений требуется настроить 5 параметров: скорость лазера, мощность, частоту импульсов, ширину импульса (на более простых маркираторах данный параметр не настраивается) и плотность заливки.
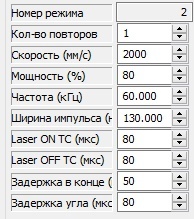
При гравировке/маркировке лазером растровых изображений добавляются еще 2 параметра: разрешение изображения (DPI) и продолжительность импульса.
Так вот, в тот момент я лопухнулся допустил ошибку и выбрал режим с мощностью и шириной импульса для изображения с разрешением и продолжительностью импульса, для которого был настроен совсем другой режим (с другой мощностью и шириной импульса).
Естественно, изображение не получилось. Оно было ярким, блестящим и полосило как моя жизнь.
Ошибка, само собой, была выявлена, правильный режим выбран, яркость и контрастность настроена, а тестовая пластина отправлена вариться в «батин суп».
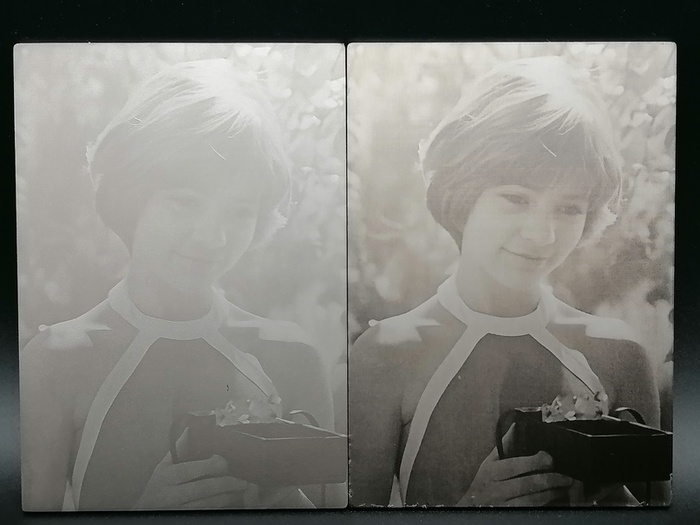
Спустя несколько дней практически рефлекторно во время утренних банных процедур я взглянул на содержимое «батиного супа». Каково же было мое удивление, что то самое изображение, выполненное на «неправильном» режиме осталось без единого следа коррозии.
Собственно, вот и оно (думаю не нужно уточнять, какое из 8 изображений - то самое):

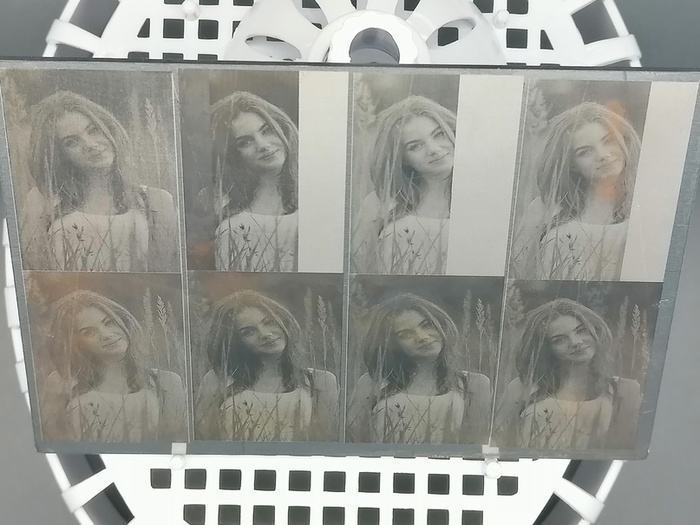
Полосы, кстати, образовались не из-за неправильного выбора режима нанесения растрового изображения, а из-за неправильного выбора режима нанесения подложки под изображение, а именно частоты импульсов, которая очень сильно влияет при растровой маркировке.
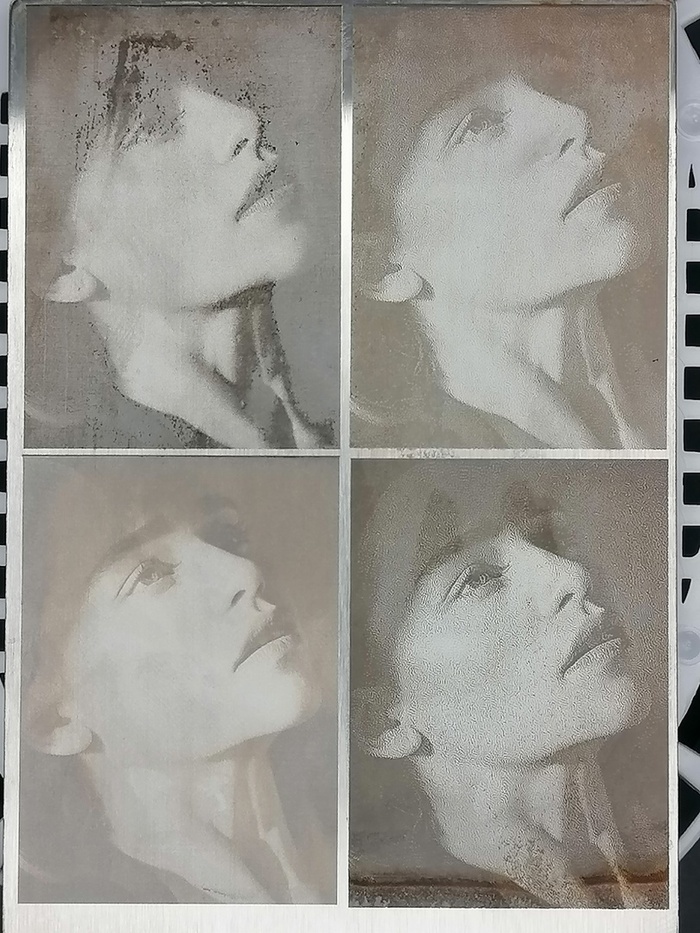
Решив, что ссаться от радости в штаны радоваться преждевременно, решил эксперимент повторить, отредактировав режим нанесения подложки для исключения «полосатости». Для большей чистоты эксперимента нанес маркировку на 4 разных настроенных режимах на одну заготовку и отправил мариноваться на неделю все в тот же «батин суп».
Через неделю только одно из 4 изображений (то самое) полностью сохранилось. На нем не было видно ни единой точки ржавчины.
Но и тут я решил не останавливаться. В том самом более научном эксперименте отмаркированный образец еще и кипятили.
Сталь 08Х18Н10 имеет устойчивый запас противостояния окислительным процесса даже при нагревании. Однако при длительном нагревании в водной среде при повышенных давлениях может окисляться. Образцы помещались на 3 ч в кипящую (100 0С) водопроводную воду. В ходе проверки считываемость QR-кода сохранилась, подложка несколько потемнела, но сама маркировка цвет не поменяла.
Вместе с тем по границам маркировки после просушки образцов появилась коррозия.
Повторив и это (прокипятив «батин суп» с ржавой водой и той самой заготовкой в течение 3-х часов) я извлек заготовку для детального осмотра.
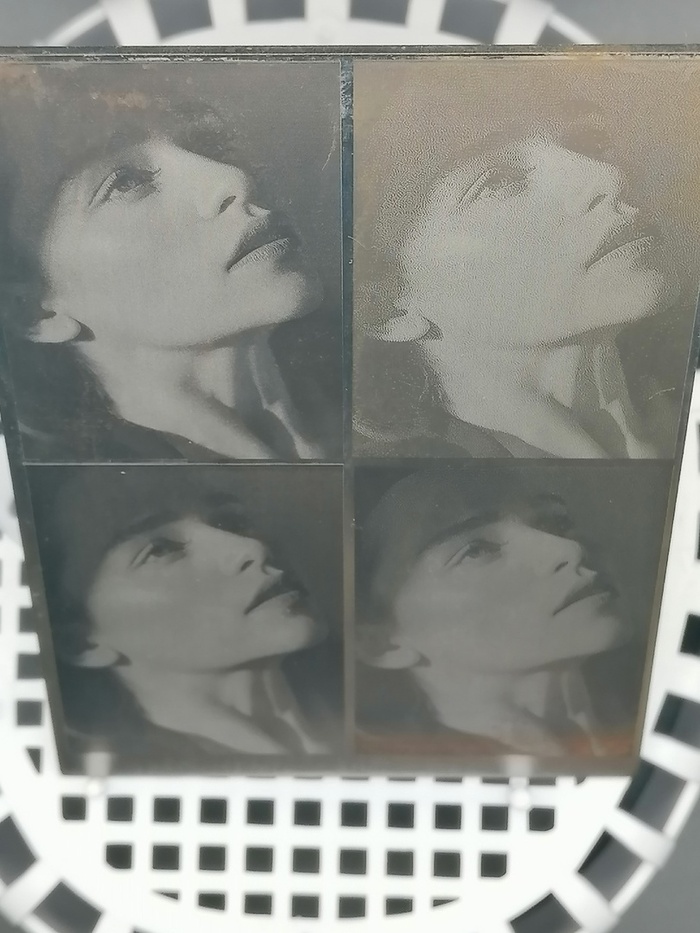
Думаю, и тут не нужно объяснять, какое из 4 изображений не покрылось ржавчиной.
Более того, детально изучив изображение через электронный микроскоп, я не обнаружил ни одного пикселя, на котором бы начала зарождаться коррозия. Все изображение было стеклым как чистешко чистым как стеклышко.
Я, конечно, не посмею причислить себя к Перси Спенсеру, который случайно при разработке оборудования для радаров изобрел микроволновую печь.
Или к Вильгельму Рентгену, который работал с катодно-лучевой трубкой и случайно изобрел, собственно, рентгеновское излучение.
И, тем более, к Александру Флемингу, работавшему со стафилококками и случайно обнаружившему плесневые грибы, которые впоследствии стали ни чем иным, как пенициллином.
Но, черт возьми, Джон Харви Келлог и его брат Вилл Кит ведь тоже случайно сделали изобретение. И оно даже рядом не стояло с микроволновым или рентгеновским излучением. Ведь они всего лишь изобрели кукурузные хлопья! С ними то рядом постоять мне можно?
Теперь немного о том, что же произошло в этом эксперименте.
А все просто: на данном режиме оксидная пленка хрома (Cr2O3) не потеряла свою целостность. Даже более того: если присмотреться на сохранившееся после пребывании в «батином супе» изображение (предпоследнее изображение) , то видно, что оно немного желтее остальных. Это не ржавчина, а нечто, напоминающее хромистый железняк (FeO·Cr2O3) - двойной оксид железа с хромом.
С гравировкой векторных изображений такого скачка в сохранении коррозионной стойкости пока осуществить не удалось (хотя и в этом направлении подвижки есть), ведь лазерный луч при такой маркировке ведет себя немного иначе, нежели при маркировке растра.
Ну и напоследок о минусах. Их пока выявлено только два:
Черный цвет, также как и любой другой, отличный от серого, таким образом скорее всего получить не получится (напоминаю, что цветная маркировка на любых нержавеющих сталях очень нестабильна, даже на хромо-никелевых), Ведь при цветной и черной маркировке на поверхности стали практически не остается хрома.
Пока (подчеркиваю, что в моем видении - пока) это возможно только при растровой маркировке, так как импульсы на всем протяжении маркировки остаются постоянными, тогда как при векторной - отличаются в начале, средине и конце маркировки.
Наглядно ниже видно различие в яркости и контрастности:
Оригинал тут.
Когда-то очень давно, когда я только стал тут выкладывать посты про лазерную гравировку и маркировку, меня спросили, могу ли я нанести маркировку на чехол (бампер) для телефона. (не смог тот пост и комментарий найти)
Я тогда отказался, объяснив все это тем, что для такой работы нужен другой лазер с другой длиной волны: СО лазер с длиной волны 10 600 или 9400 нм, а не твердотельный оптоволоконный с длиной волны 1064 нм.
Время идет, навыки растут. Да и не даром я в своих постах разделяю сплавы на отдельные металлы, гравирую стекло при помощи других металлов.
Так вот, что-то ударила меня в голову мысль: А, собственно, какого хрена я с чехлами телефонными разобраться не могу? А просто потому, что не пробовал.
Никель из нержавейки, цинк из латуни удалить смог. Пришло время удалять пигмент из резинотехнических изделий.
Стоило вспомнить немного физики и химии. Собственно, выше на видео это я и сотворил.
Материал - полиуретан. В качестве черного пигмента в нем используется монооксид железа. Вот его и дезинтегрирую.
Подбираю частоту, мощность, скорость и ширину импульса таким образом, чтобы лазер не сжигал полиуретан, но гравировал металлический пигмент.
На черный чехол размерами 160х80 мм ушло 7 минут работы лазера.
С чехлами из полиуретана других цветов дело обстоит чуть хуже, так как там уже в большей степени используются органические пигменты (анилиновые красители), а не металлические. И их лазер с длиной волны 1064 нм действительно "не берет". Но с ними я еще работу в ближайшее время продолжу.
С силиконом пока дела обстоят еще хуже, так как для цвета там металлические пигменты вообще не используются. Но рано или поздно и его победю победа будет за мной.
Ну и небольшая история о том, как я сегодня чехлы для экспериментов покупал.
Мысль "про чехлы" в голову меня ударила еще вчера вечером. А так как такие мысли обычно сопровождаются шилом в той самой точке, которую все выходные на Пикабу призывали мыть и брить, решил я не заказывать всю эту лабуду на Алике, Озоне или еще где, а метнуться с утра в ближайший ТЦ, найти там барыгу с китайской телефонной хренью и совершить сделку по обмену российских рублей на китайскую резину.
Собственно, сегодня утром это и сделал.
Выбор пал на малолетних барыг продавцов вот из этого поста: Войти на OZON
Подумал, что уж у кого, а у них точно где-то завалялся либо бракованный, либо не пользующийся никаким спросом товар, который можно будет дешево купить.
Мда... Недооценил тупой и беспощадный малый бизнес...
Я - я, П1 - продавец 1, П2 - продавец 2.
Подошел к первому.
Я - Добрый день. Хотелось бы купить у вас пару чехлов по самой дешевой цене не важно на какой телефон. Главное чтоб было дешево. Может у вас брак есть или неходовой товар, от которого вы хотите избавиться?
Парень смотрел на меня даже не с удивлением, а с явной мыслю "какого хера он от меня хочет".
П1 - Нет, такого товара у нас нет.
Я (показывая на черный без рисунка силиконовый чехол для какого-то старого айфона, то ли 4, то ли 5, стоящего на витрине без ценника) - Вот этот вот сколько стоит?
П1 - 800 рублей.
Я - Рядом с ним стоят чехлы на новые айфоны за 900-1500 рублей с принтами и стразами. Вы реально хотите продать черный чехол на очень старый айфон за такие деньги?
П1 - Да.
Я - Прощайте.
Подхожу ко второму продавцу и повторяю фразу про дешевые неходовые чехлы.
Он то ли слышал наш диалог с другим продавцом, то ли оказался чуть умнее, так как его взгляд был более осмысленным.
П2 - самое дешевое, что могу предложить - черный чехол на 10 айфон за 600 рублей.
Я - Спасибо, подумаю.
Сказал я, солгав, так как думать там было не о чем, а в голову уже пришло озарение, что в этом ТЦ есть ничто иное как Ашан. А уж там точно что-то можно найти дешевле.
В качестве пруфа - чек из Ашана.

На обратном пути снова подошел к первому продавцу, вручил ему сей чек, пожелал удачи в его нелегком бизнесе и поехал домой гравировать чехлы за 50 рублей.
P.S.: А на полупрозрачных чехлах (материал не знаю, но это точно не полиуретан и не силикон) тоже получается не совсем уж убого:

Главное не просвечивать

Михаил Горшнев - мы тебя помним.
КиШ - Лесник

Честно говоря уже самому начала надоедать фотомаркировка. Да, красиво, да стала пользоваться спросом (причем по словам некоторых клиентов - приходят от других лазерщиков, у которых хоть и дешевле и быстрее, хотя и хуже качество), уже стала приносить дохода больше, чем техническая маркировка (маркировка шильдов, приборов), но, сцуко, долго и однообразно.
70% рабочего времени станка сейчас занимает фотомаркировка на стали.
Лежат листы титана, но нет времени нормально донастроить станок на нем.
А там и цвета насыщеннее, и та же фотомаркировка с новыми оттенками...
И кольца из титана ждут нормального патрона для поворотки...
И композитные материалы из Китая дошли...
Но руки до всего этого никак не дойдут...
Ладно, поныл чуток, минусите)
Есть у меня любимая сковорода, которой уже лет 5 минимум. Gipfel. Покрытый тефлоном алюминий.
Естественно, за это время дно сковороды впитало себя культурный слой приготовленных блюд (вопрос: как тщательно вы моете дно сковороды?).
И естественно весь этот культурный слой уже отмыть становится очень сложно (да, можно замочить в соде, Шуманите, долго тереть и превратить весь этот процесс в погружение в медитацию).
Но ведь лень...
После 15 минут лазерной обработки берем сковороду, зубную щетку, соду и трем минуту/две. Жир отходит единым слоем.
Предостережение для всех: даже не думайте снимать таким образом тефлон (полимер тетрафторэтилена).
Начну цикл постов о лазерной гравировке пластиков.
Но прежде чем начать выдавать конкретную информацию по способам гравировки того или иного пластика, все ж хочется коснуться теории, да, я душнила, так как это поможет практически любому здраво мыслящему человеку, имеющему в распоряжении практически абсолютно любой твердотельный маркиратор от Raycus до IPG (с СО работал очень мало, с УФ работал вообще поверхностно, поэтому пост только об оптоволокне), с контролем импульса или без него, путем не очень долгих вычислений и подборов режимов осилить гравировку тех или иных материалов, которые либо гравируются очень сложно, либо не гравируются вообще (на конкретном типе источников, естественно с некоторыми допущениями (но если очень захотеть, то можно гравернуть/маркернуть все и дешево).
Основная нить, которая проходит через все мои посты - разделение гравировки и маркировки (сейчас в меня полетят тухлые помидоры)
1. Гравировка - удаление материала с поверхности детали. Маркировка - нагрев поверхности детали до определенной температуры, при которой изменяются свойства материала (цвет, коррозионостойкость, тепло и электропроводность и много чего еще).
2. Лазерный луч, даже в маркираторе, даже на ватт 5-10 несет довольно сильную энергию, которая за наносекунды способна разогреть подходящий материал до нескольких сотен градусов или, при коротком импульсе, отделить несколько молекул от материала без его существенного нагрева (про подходящие материалы вы можете ознакомиться в сети интернет по проблеме поглощения различными материалами света в определенном диапазоне спектра, также как и про "короткий импульс". Хотя, возможно и об этом напишу...).
Так вот, к чему я веду? Если вспомните мои предыдущие посты:
- как на тему проблемы коррозии металла (где были достаточно научные раскопки): О чем не говорят маркировщики. Ржавление нержавейки. Предварительные итоги
Кстати, тут (Продолжение экспериментов над дешевой нержавейкой AISI 430) уже есть заметные результаты
- как на тему разделения сплавов лазером: Удаление металла из сплава при помощи лазера
- так и на тему всех уже задолбавшей фотомаркировки Фотомаркировка
и её отличия от фотогравировки Разница между фотогравировкой и фотомаркировкой. Качество покрытия (неудачный дубль)
Основной посыл заключается в одной главной вещи: разрекламироваться научить БЕСПЛАТНО хотя бы поверхностно самим принципам лазерной обработки материалов.
Если понять принцип работы хотя бы того же маркиратора, разделить гравировку и маркировку, понять зависимость наложения пучка лазера с определённой плотностью (частота импульса, скорость, плотность заливки) с тем, что это пучок лазера делает с материалом, то большая часть вопросов отпадет сама:
- как сделать черную контрастную коррозионностойкую маркировку?
- как подобрать тот или иной цвет на нержавеющей стали и различных сплавах?
- как гравировать материалы, которые в испускаемом маркиратором спектре лазерного луча вообще его "не воспринимают"?
Но почему-то всем (вру, многим) лень. Поэтому вернемся к теме поста на самом наипростейшем языке.
Как же наносить текст или изображение на пластик на оптоволоконном (твердотельном/иттриевом) лазерном маркираторе?
Если сравнить многие пластики и многие металлы (амальгамы, инконели и нейлонопластики вычеркиваем, ибо это не тема для Пикабу), то пластики, сцуко, плавятся при намного меньшей температуре, чем металлы.
При попытке "гравернуть" на маркираторе ПЭТ, ПВХ, ПП, ПС и тем более PETG часто получается стандартная картина:

Если по простому: пережог или перенагрев.
Или даже такая


Ой, это не к этой теме...
И вот тут то я снова возвращаюсь ко всех задолбавшей теме маркировки/гравировки:
Для нанесения четкого, читаемого, коррозионостойкого изображения на пластик необходимо пластик именно гравировать.
Кто поймет, что тут происходит, тот поймет, о чем будет (или не будет) следующий пост
Ну вы поняли. Просто видео фотомаркировки...
Решил сделать подарок одному "подписчику".
Увы, но видео снова из ВК. Ну не хватает пикабушных 3-х минут.