

Уралэлектромедь - флагман медной промышленности России (часть 2)
После того, как анодосъемщики снимают аноды с круга разливочной машины, их отправляют охлаждаться в специальные ванны. Между прочим, в момент съёма анода его температура составляет порядка 600-700 С.

Вес каждого анода составляет 386 кг.

С запуском этой пятой анодной печи мощности Уралэлектромеди выросли по анодам медным до 570 тыс. тонн в год. До этого в цехе работали четыре отражательных печи объемом 350 тонн каждая, при этом общая мощность анодного отделения составляла 480 тыс. тонн анодов в год.

Отгрузка анодов в специальные вагонетки для транспортировки в цех электролиза меди.

Весь цикл производства анодов, от загрузки, плавления, окисления, восстановления, до розлива составляет от 22 до 24 часов.

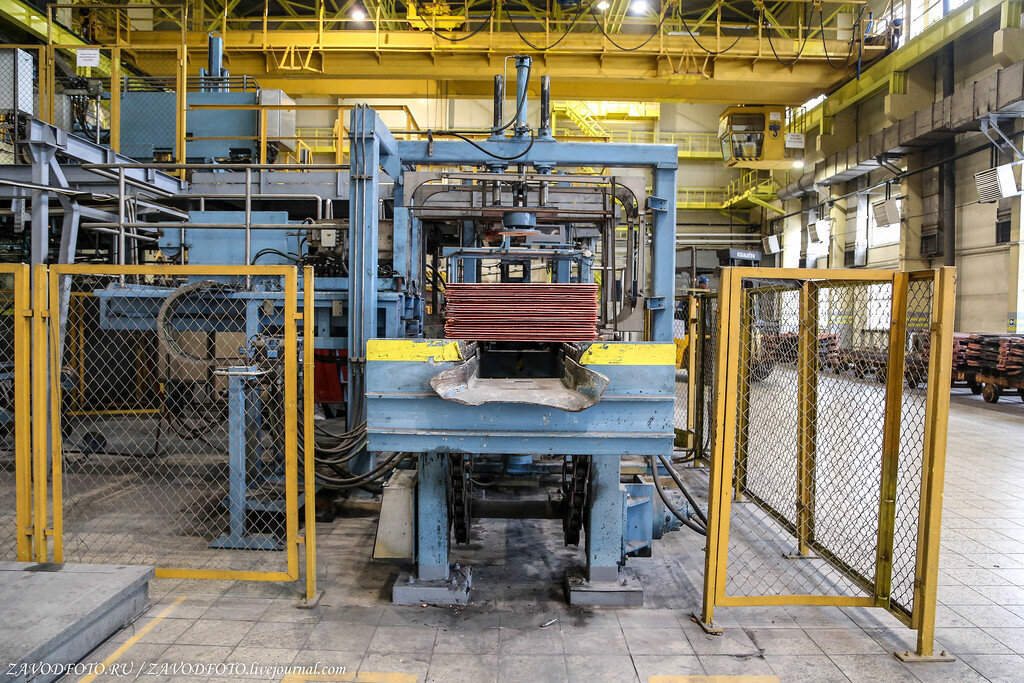
В 2012 году была запущена в эксплуатацию первая очередь нового цеха электролиза меди по безосновной технологии. Его проектная мощность 150 тысяч тонн катодной меди в год. По оснащенности оборудованием, механизации и автоматизации технологических процессов в России аналогов ему нет - Он такой один!

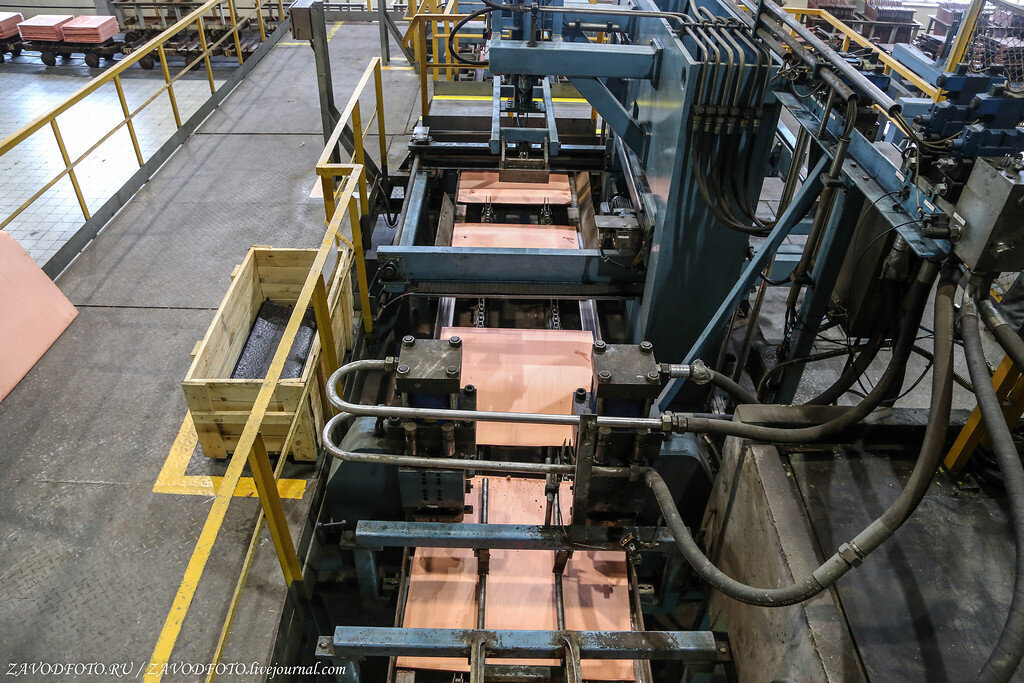
Его принципиальное отличие от цехов предыдущего поколения в том, что здесь предусмотрена безосновная электролитическая технология (традиционные медные основы заменены на постоянные катоды из нержавеющей стали) рафинирования меди. Для обработки электродов в цеху установлены три автоматизированные линии: машина подготовки анодов, машина сдирки катодов и машина промывки анодных остатков. Работа кранов возможна как в ручном, так и в автоматическом режиме. Кассетная загрузка и выгрузка электродов возможна в автоматическом режиме по различным программам обработки электролизных ванн.

Вкратце, весь производственный цикл заключается в следующем. Аноды, поступившие сюда из Медеплавильного цеха, загружают в машину подготовки анодов. Тут их измеряют, взвешивают, достойных расставляют на межэлектродный шаг 100 мм и оправляют купаться в электролизные ванны. Далее к ним в компанию отправляют катоды, изготовленные из нержавеющей стали. Чтобы им там весело было, балуют их электрическим током. В результате чего, анод растворяется, а на катоде с обеих сторон осаждается медь. Весь этот акт длится 7 дней, после чего катоды из ванны извлекают и отправляют в катодосдирочную машину, где их приводят в желаемый вид. Цикл растворения анодов же длится 21 день.
Если в процессе электролиза, медь осаждается на катод, а часть примесей из анода переходит в электролит, то селен, теллур, драгоценные и редкие металлы оседают на дно электролизных ванн. В процессе очистки ванн этот полезный шлам собирается и отправляется в Химико-металлургический цех, для дальнейшего извлечения ценных металлов.
Здесь установлено 448 полимербетонных электролизных ванн. А площадь цеха составляет 16 000 м2.

Операторская Цеха электролиза меди.


Не мог утаить и такой факт. В июне 2010 года наша «Уралэлектромедь» стала первым российским предприятием, получившим статус Good Delivery (надёжная поставка) по катодам медным. Всё дело в том, Медный комитет Лондонской биржи металлов (LME) одобрил регистрацию медных катодов высшей марки Grade - А, под собственным брендом UMMC. Кто в теме, тот поймёт, это очень круто! В августе 2013 года катоды нового цеха также получили статус Good Delivery и зарегистрированы на Лондонской бирже металлов под брендом «UMMC II».
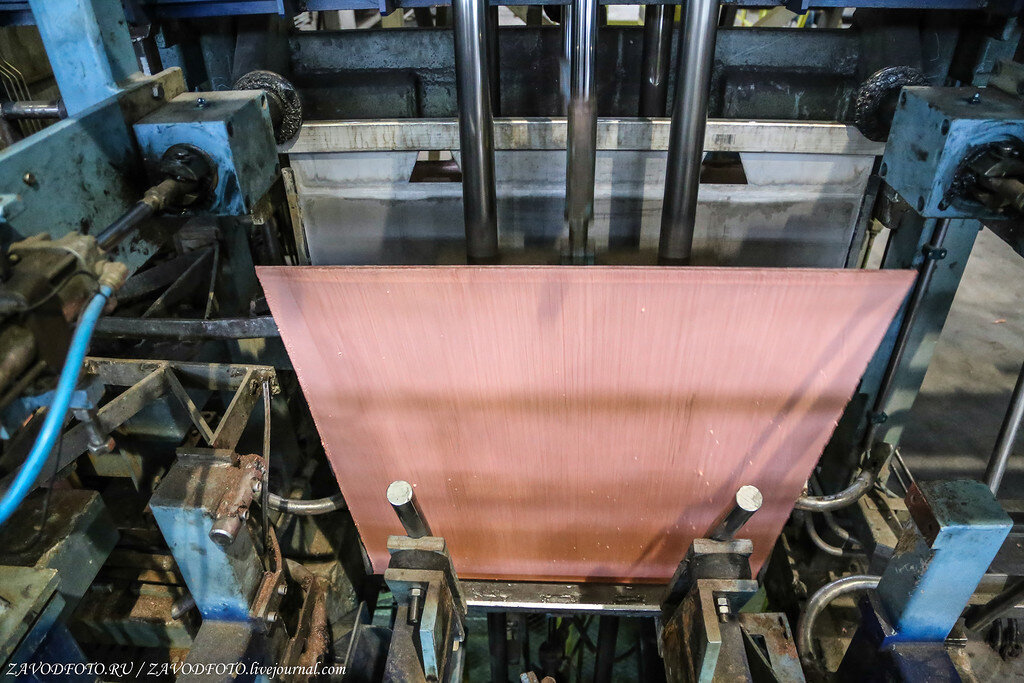

Вот она и есть - первоклассная медь (99,99 % Cu)!

И это ещё не всё! Совсем скоро продолжение нашей УГМК истории, не переключайтесь...

Ваш Промблогер №1 в России Игорь (ZAVODFOTO)! Подписывайтесь на мой канал, я Вам ещё много чего интересного покажу. Есть возможность внести свою лепту в развитие блога, будем рады донату