Как стать ЧПУшником. Продолжение.
Для тех, кто собирается, или уже начал учиться или работать оператором.

Что вас ждёт:
Начнём с хорошего:
Вы ВСЕГДА найдёте работу. Со временем (с приходом опыта) Вы уже будете выбирать, как мой кот куски мяса из перловки.
Это очень интересно! В моём случае хобби совпадает с профессией и я хожу на работу с удовольствием.
Интересный и развесёлый коллектив. Наладчики это люди обладающие ICQ более 50см и творческим мышлением. Тут без этого никак: вечно принесут какую-нибудь оплавленный кусок говна с плазморезки и сидишь думаешь, КАК и, главное, ЧЕМ вот это вот вообще можно сделать.
Наладчик ленив. Ленивее наладчика только сисадмин. В некоторых мелких канторках это одно и то же охуевшее от собственной невъебенности тело. Мне доводилось в подобных рога-и-копытах даже локалку бросать или видеонаблюдение ставить. Один раз домен-контроллер ставил и проксю на FreeBSD.
Наладчик ленив не потому что не хочет лишний раз двигаться. А, нет, именно поэтому. Наладчику лень что-то переделывать. Он делает один раз и навсегда. Я как-то варил раму прицепа на паркетник директору. Тот в ДеТеПе попал. Прицеп в говно. Весь искорёженный. Одну из балок разорвало. Но все сварные швы остались целыми. С программами то же самое. Пример в конце.
Наладчику лень рисовать 3D модель и генерить по ней код в несколько тысяч кадров. Наладчик опишет нелинейную поверхность формулой (если это возможно) и сделает прогу кадров на 30. У меня 90% прог умещаются в 30-50 кадров.У наладчика заготовлены шаблоны программ, в которые остаётся только вписать траекторию. Ниже пример приведу.
Так что из плюсов это разностороннее развитие и ниибически креативное и гадкое мышление. Я, в основном, делаю штучные детали. Мне каждый день приходится что-нибудь придумывать. И это очень интересно!
Ну и зарплата. Если на первых парах зарплата небольшая, то с приходом опыта спеца начинают ценить. Всё таки в большинстве своём начальство понимает, что если выгнать или кинуть спеца, то потом мало того, что новичка нужно еще найти. Его нужно еще мало-мальски обучить. И человеку нужно разобраться в производстве. Месяца на три-четыре производительность упадёт раза в два. Или вообще остановится.
Кстати, твоей новой профессии наладчика будет рада твоя скво (или тян, кому как больше нравится), потому что устанавливая и привязывая деталь ты научишься принимать такие неестественные позы, что авторы камасутры будут нервно курить в своих уютных гробиках.
Теперь о неприятностях.
Начну с той, которая у меня происходит прямо сейчас и вообще перманентно.
Это вечный и непрекращающийся срач с конструкторами, мастерами и технологами. Чертежи... Бляяяяя..... Это общероссийский лютый пиздец. Иногда я зверею и начинаю делать деталь строго по чертежу. Получаются очень забавные, а иноткда, сука, жутко страшные кракозябры. Я как-то разрез отфрезеровал, не поленился. Там были отклонения от конструкции, я пришел с вопросами с целью избежать брака (не моего, кстати, брака). Мне сказали: "Чертежи, блять, умеешь читать? Вот вали и работай! И не дай бог хоть на микрон с чертежом не сойдётся!" Прям так и сказали. Как из пизды горохом стрельнули.
Потом начались предъявы:
- Ты чё, спросить не мог?!??!
- Я спрашивал. В свидетелях два мастера, технолог и весь конструкторский отдел. И кот еще.
- А, блять, самому догадаться слабо было?!?!?!?
- Ты мне чё сказал? "Строго по чертежу! Ни на микрон влево!" Видеозапись показать? Я всегда в таких случаях случайно камеру включаю.
- Тебе пиздец! Ты уволен по статье нахуй!
- Нивапрос. Встретимся в инспекции по труду. Я и чертежи прихвачу с твоей подписью.
Еще было дело принесли зеркальное изображение на чертеже. С пеной у рта убеждали меня, что я долбоёб и чертежи читать не умею. Я сделал. 150 деталей. И ОТК приняло. По чертежу же. Было забавно потом смотреть, как эти детали в работу пустить пытались. А вот то, что мастер с технологом на 70к влетели это уже не забавно было. Я им зла не желал.
Такие моменты, конечно, редкость. В 99% случаев находится взаимовыгодное решение.
Еще из минусов - грязь и вонище. И если с грязью разгестись можно, то выпросить свежую эмульсию - это как поймать кота Шредингера в момент изменения квантового состояния (то есть, таки, возможно). Вот, сука, ты в свой Инфинити же не минералку И-20 заливаешь? А инфинити стоит в 10 раз меньше станка!
Инструмент и оснастка.... Я раз в жизни встречал предприятие, на котором с этим нормально было. Но там хозяин сам начинал токарем после ВУЗа. В цехе, который потом просто купил. И мастером был, и начальником цеха.
Буквально сегодня: нужно просверлить около сотни отверстий D10 в калёной сэндвич-плите с цементированной поверхностью на глубину 80. Твердосплавное сверло на 10 одно. Сказали: "Ну ты начни, а там что-нибудь придумается!". Заебали. Я начал. Разметил все отверстия на глубину 10. Это всё, на что хватило сверла. Ща ходят, репу чешут "Чё делать-то, плиту еще вчера отдать клиенту надо..."
Заёбывает непонимание различий универсала и ЧПУ.
- Да ты фрезани пабыраму, у тяж ЧПУ!
- Вы ебанутые? Я деталь снять не могу, она делается.
- Да потом доделаешь, тыш программу написал уже!
- Нахуй с пляжа
.....
Доделал. Уже бегут.
- Ну всё, давай!
- Ты подожди. Мне еще станок переоснастить надо, привязаться, програмку написать.
- Ну ладно мы через минут 10 зайдём.
- Вы ебанутые? Я часа два только снимать стол и прикручивать делительную голову буду.
- Каких два часа?!?!?!? Там клиент в машине тебя уже часа три ждёт, мы ему еще вчера сказали через 5 минут будет!
Ну еще бывает аллергия на эмульсию, на агрессивную среду электроэрозии и на бивнежопых ящеров.
Теперь совет:
Учитесь программировать вручную! У большинства станков очень мало памяти. Это вам не комп, в который оперативку можно воткнуть или хард на терабайт. Докупить память к станку, который стоит десятки миллионов, включая оплату командировки спеца, который её установит... Спец берёт 500$ в день + проезд + проживание. У таджиков на рынке купить на развес не получится. У моего навороченного Фанука, который работает одновременно(!) в четырёх осях и при этом еще борщ варить успевает памяти, как у студентки школы манекенщиц. А именно: максимум 1200 кадров. ВСЁ БЛЯТЬ! Сглотни соплю и выкручивайся как хочешь! Хочешь разбивать прогу на 10 частей? Вперед и с песней! Есть вариант запуска с флешки, но это ТАКАЯ жопа, что лучше описать криволинейную поверхность формулой и уложиться в 50-70 кадров, а не в 10 тысяч.
Я только один раз запускался с флехи: когда фрезеровал Котёнка по имени Гав из бронестекла для дочки нашего главного бюстгалтера. Ночничок потом чудесный вышел.
Еще совет:
Пользуйтесь параметрическим программированием (только без фанатизма). Это удобно, лаконично, это занимает меньше места, проще редактировать программу.
Пользуйтесь системой поворота координат G68, если деталь симметрична. У меня много полумуфт с 8 пазами. Я пишу маленькую программку, которую поворачиваю 8 раз.
Не поленитесь настроить CIMCOEdit под свой станок и разберитесь, как там подключать подпрограммы. Это всё есть на форумах. Настроенная Симка облегчит и ускорит программирование и позволит избежать многих ошибок или опечаток.
И еще из важного: не давайте заводскому коту утром на опохмел более четка. Иначе потом этот пыльный мешок врубает ГрОб на весь цех и у начальства появляются вопросы.
............................
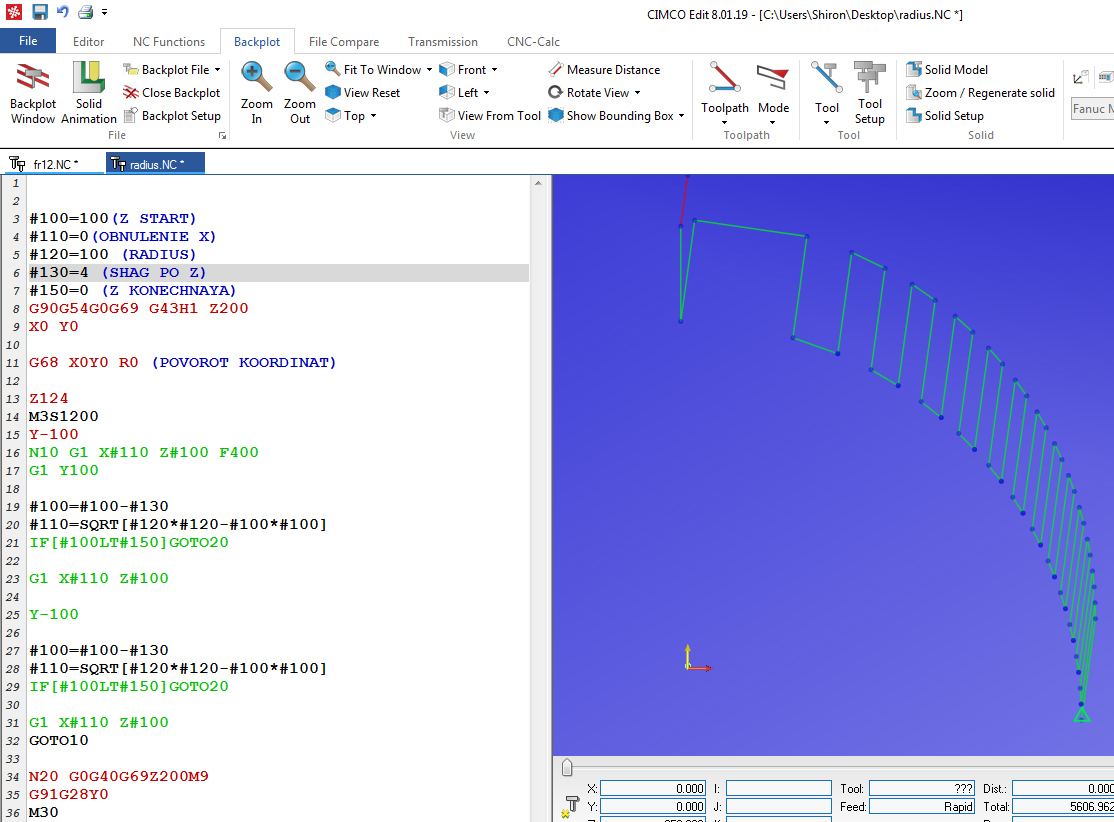
Простой пример, как вместо рисования 3Д модели можно сделать заготовку программы.
Частенько приходится фрезеровать радиусы по Z на отливках. Рисовать 3D модель каждый раз лениво. А если требования к шероховатости высокие, то приходится фрезеровать шагом 0,1. Тогда программа получится огромная и просто не влезет в станок.
В данной программке изменяя шаг можно сначала сделать черновую обработку шагом, например, 4. Потом чистовую шагом 0.1. Простая формула из школьного курса геометрии X^2+Y^2=R^2. Для треугольников просто меняем формулу.
Пример не самый удачный, но наглядный. И я нутром чую, что что-то я в программке закосячил. Что - не пойму. Да и хрен с ним, это просто пример.