
Будни камнеобработки, vol. 26
Всем привет! Сегодня узнаем побольше о функциональных возможностях камнеобрабатывающих станков с ЧПУ.
Скажу сразу - станков для камнеобработки великое множество, начиная от ручных, где даже диск нужно крутить ручкой наподобие стеклоподъемника в машине (то есть без подключения к электричеству ВООБЩЕ), и заканчивая грандиозными махинами с пультами управления размером с небольшой обеденный стол. Бросаться в крайности, описывать совсем уж доисторические станки не хочется, поэтому расскажу вам всем о хорошем, качественном среднестатистическом оборудовании и о том, что ему под силу в условиях среднего по своей силе производства.
Махонький ликбез для новых подписчиков, а также для тех, кому лень лопатить предыдущие посты =)
- мрамор, оникс, известняк, песчаник и другие мягкие материалы режутся за один раз, сразу насквозь, вплоть до толщины 50 мм. Если материал толще - смотрим по факту, возможно, понадобятся несколько постепенных заглублений.
- гранит, кварцит и другие твердые породы режутся постепенно, с заглублением в 1-2-3 мм, в зависимости от материала.

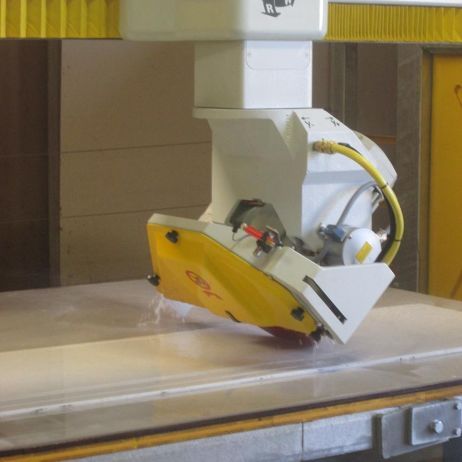
1. Итак, начнем с азов. Распиловка (резы) камня в двух направлениях - по осям Х и Y. Номинально сюда можно добавить распиловку под любым возможным углом от 0 до 90 градусов, так как любой необходимый диапазон углов распиловки в горизонтальной плоскости варьируется поворотом головы и точками отсчета системы.

Если по-простому, первое, что может сделать станок - резать справа налево, слева направо (ось Х), сзади наперед, спереди назад (ось Y), и любые промежуточные угловые варианты, пока камень лежит в горизонтальной плоскости.

Лицевой частью головы считается кожух, задней частью - механизм подвода воды к диску. При обычной распиловке разницы расположения головы особо нет, однако незнание нюансов сильно подведет нас при накатке профилей (об этом чуть позже).
1.1 Дополнение к п. 1, операция "обнижение", или, как её еще иногда называют, калибровка. На самом деле операции немножко различаются. Калибровка - это выравнивание поверхности в одну толщину, производится в основном на полировальных линиях, но иногда, если деталь маленькая, можно откалибровать и на станке.
Обнижение (кстати, еще может фигурировать под названием "рустовка") - операция снятия толщины на какой-то небольшой площади относительно всей детали.


Смотрим на колонны и видим некие выборки. Эти выборки сделаны с помощью операции обнижения. Так вот, и калибровка, и обнижение, и всевозможные капельники, пропилы, распилы и прочие - выполнены обычными прямыми резами.
2. Прямая распиловка под углом. Например, вам нужно завалить торец на 45 градусов (или любые другие вариации, не торец, или не на 45). Голова ездит не только в любом направлении по горизонтальной плоскости, но может делать всё то же самое, но с заваленным на любой угол диском. Диапазон завала от 1 до 89 градусов, особо точные станки гарантируют завал от 0,1 до 89,9 градусов, но на практике вы не найдете такой камень, такое изделие и такой объект, чтобы потребовалась такая точность. Обычно хватает точности в 1-2 градуса.

Итак, повернув голову на любой нужный нам угол, мы запиливаем торец камня (или отпиливаем цельную деталь с заваленными сторонами). Отвечает за это ось R.
3. Криволинейная распиловка.

Здесь следует быть осторожным. Во-первых, есть такое понятие, как внутренний и внешний пил. Это только кажется, что кривая линия - она и в Африке кривая линия. На самом деле, вам может быть нужна круглая столешница (и значит, вам нужны ровные торцы на этой столешнице), а может быть, вам нужен вырез под круглую мойку на столешнице. В зависимости от того, какой параметр вы зададите программе, такие торцы она и завалит. Дело в том, что насколько бы маленьким или большим диском вы не пилили линию, насколько бы не был у нее большой радиус (как известно, чем больше радиус, тем меньше торцы заваливаются), все равно хоть немножко, хоть на миллиметр, но торец получится заваленным под углом. Если вы задаете программе параметр, что красивым нужно получить внутренний рез (режем круглую столешницу), станок завалит внешний рез. Если задаете программе внешний рез (вырез под мойку), станок завалит торцы на отходе, то есть на том кругляшке камня, который мы удалим из выреза.

Столешница с ровными торцами, на которых в последствии был накатан профиль. Камень, находившийся ранее вокруг этой столешницы, имел заваленные торцы после вырезания круга.

Размер изображения маленький, камень накрыт пенопластом, однако если присмотреться, видно, что торцы внутреннего реза ровные, чтобы мойка легче села в вырез. Отход (круг), удаленный из этого выреза, имеет заваленные торцы.
Во-вторых, здесь мы знакомимся с таким нюансом, как радиус реза. Сейчас напишу абстрактные цифры, на каждом станке они свои, но вы хотя бы поймете смысл.
Если мы ставим минимально возможный диск 250 мм, минимальный радиус реза, который он возьмет - 120 мм. Меньше ему просто будет не развернуться. Соответственно, для каждого диска есть свой минимальный радиус криволинейного реза. Если нужен радиус меньше - болгарим, режем паркеткой или ковыряем пальцем =)
4. Криволинейная распиловка под углом. Здесь совмещаем п. 2 и п. 3. Зачем нужна эта функция? Например, заказчик хочет круглую столешницу с торцами, заваленными под 45 градусов. Можно вырезать её ровно, потом взять болгарку, сточить всё это (и не факт, что получится идеально одинаково по всему периметру), накатать профиль, отполировать.. А можно задать угол и радиус, и на выходе получить столешницу с необходимыми по ТЗ параметрами =)

Продолжение следует, так как в один пост всё не влезет =)