
Промывка станка с ЧПУ.

Для тех, кто планирует угандошить стоящий десятки (или сотни) миллионов рублей станок.
Этот текст не предназначен.
А теперь буквы для тех, кто хочет, чтобы оборудование прослужило долго и работающие на нём люди не вымирали пачками.
Как понять, что станок пора чистить? Это просто.
Запах. Не, не запах. Какое-то другое слово. Вонищще тут тоже не подходит. Это, блять, выхлоп сцотоны, страдающего возростным (а хуле делать) несварением желудка и обожравшегося просроченной шаурмы с прокисшими бомжами и шлифанувшего это молочком с говяжим Дошиком. Ну, приблизительно.
Почему станок пахнет.
В эмульсии живут анаэробные бактерии и грибок. Эти твари на миллионы лет старше не то что динозавров, а даже первых деревьев. И выживать они научились неплохо.
Есть всякие фирменные антибиотики, стоящие не на много дешевле станка. Но применять их, со временем, становится бесполезно. Даже у человека на антибиотики вырабатывается толерантность. Ну, точнее, не у человека, а у бацилов, его населяющих, и нагло в нём встречающихся, сношающихся (да, да, прямо внутри тебя, дорогой читатель) и вообще всячески обустраивающих свою личную жизнь.
Так вот. Те, которые живут в станках - жрут машинное масло и присадки из эмульсии. Убить их можно только тактическим ядерным зарядом (внутри станка). Да и сами они попали на Землю с планеты Шелезяка предварительно уничтожив населяющих её роботов. Становится понятным, почему трансформеры тысячелетия назад не смогли захватить Землю.
Последствия засирания станков могут быть весьма печальны. Хер с ним с запахом. Оператор привыкнет. Или уволится. Или сдохнет. Или на руках будет жуткая экзема. Выделяющийся сероводород может сделать астматиком.
Да и вообще, почитайте о влиянии сероводорода на организм. Там интересно.
Но наладчик/оператор не в счёт. Из за забором дохуя.
Станок может встать. Тупо заклинит транспортёр. Мне сказали выгружать стружку лопатой. Лопату, сказали, сам ищи, чай не маленький уже.
Может перестать подаваться эмульсия. Ну, точнее не эмульсия, а питательный бульон из грибков и микробов. Мне сказали поливать из полторашки «Вон, универсалы все так делают и ничё, корона не упала!». Полторашку мне дали.
Некислая потеря ресурса инструмента. На нормальной 8% эмульсии (для жёстких условий резки) метчик нарезает 500 дырок. На 2% прокисшей моче молодого индейца 300. Для тех, кому интересно какой метчик и на какую глубину: статья не об этом.
Как происходит износ инструмента. Очень просто. При резке на пластины навариваются микрокусочки металла и при следующем врезании происходит микроскол. Для предотвращения этого нам и нужны смазывающие свойства СОЖ. Убитая СОЖ только охлаждает инструмент.
Залитая вместо СОЖ вода уничтожает станок.
Итак, что делать?
Вариант первый:
Мы рассматривать не будем. Я встречал это раз в жизни 6 лет назад на заводе Тонар, где станки заливались дистиллятом и промывались фирменной промывкой. Это было не на нашей планете.
Кстати, вода тоже имеет значение. Жесткость воды должна быть в пределах от 10 до 15, иначе эмульсия теряет свои смазывающие свойства.
Вариант второй.
Самый тяжелый случай, когда убедить руководство в том, что станок нуждается в уходе невозможно и увольняться не вариант. Сливать эмульсию тоже не разрешают, да и некуда.
А теперь о реактивах. Вариантов есть несколько, например вхерачить в станок перекись водорода. Но мы остановимся на самых дешёвых. На общедоступных боевых отравляющих веществах.
Итак, хлорка. Мощнейший из применяемых антисептиков.
Покупаем «Белизну» по 16,70 за литр. Херачим её в станок из расчёта 100мл на литр станочной бурды. Признаком того, что реакция пошла будет запах летнего сортира в пионерском лагере, после того как пионеров накормили прокисшей капустой (вот щас у старпёров стопудово пахнуло))).
Не бойтесь, убить станок хлоркой невозможно. Действовать это будет до тех пор, пока хлор имеется в эмульсии. Довольно быстро он улетучится и придётся всё начинать сначала.
Вариант второй.
Эмульсию слить разрешили, станок почистить нет. От первого варианта сильно не отличается. Заливаем станок новой СОЖ с 10% белизны. Больше не надо, сами загнётесь. Меньше - бессмысленно.
Вариант третий.
Через 8 лет эксплуатации начальство всё таки решило сделать Вам одолжение и разрешило почистить станок.
Сливаем эмульсию в бочку сначала через шланг. Бочка на весь завод, на две тысячи рабочих одна. Потом она сливается в специально отведенный отстойник.
Докладываем мастеру, что бочка заполнена и нужно отправить грузчиков её слить. Еще раз докладываем. Еще раз. Повторяем каждые 30 минут до конца смены. До вечера играем на ноуте.
Утром сливать тоже некогда. Играем до обеда. После обеда переодеваемся, идем к директору завода по производству и говорим, что, мол, давайте я дома подожду, а когда бочку сольют и обещанного сварщика приведут, то мне позвонят.
Спускаемся от директора. Наблюдаем, как мастер и грузчики, подгоняемые сварщиком, соревнуются, кто быстрее выльет бочку.
Вуаля! Каких то 10 часов и бочка вылита!
Вызываем механиков, чтобы вытащили корыта.
Алгоритм вызова механиков:
- вызываем механиков. Ждём час.
- через час заходим к ним лично, узнаём, что они только что сели пить чай
- заходим через 30 минут. Механики возмущены, что их отрывают от чаепития.
- идем к мастеру. Мастер обещает прислать механика.
- механики отдыхают после чаепития.
- звереем.
- в наглую заваливаемся прям на совещание к зам.директора завода и, пока он офигевает от такой наглости, сообщаем, что "я щас вот этот шток, который поменять 5 минут использую в качестве насадки для колоноскопии для каждого механика отдельно и еще электрикам достанется .
- когда вернулся к станку там было уже 6 механиков и два электрика (зачем-то).
Выдвигаем три корыта, охуеваем, сливаем остатки СОЖ, охуеваем еще больше.






После того, как лопатой, принесённой из дома (у нас на 2000 человек одна лопата, и та постоянно в работе) выгребли гудрон и стружку засыпаем всё сосновыми опилками. Выгребаем опилки, вытираем емкости ветошью, промываем фильтры.
Если есть возможность уволочь транспортёр и промыть под давлением - отлично. У меня такой возможности не было.
Зато я успел снять один из кожухов оси Y и охуеть окончательно и бесповоротно.
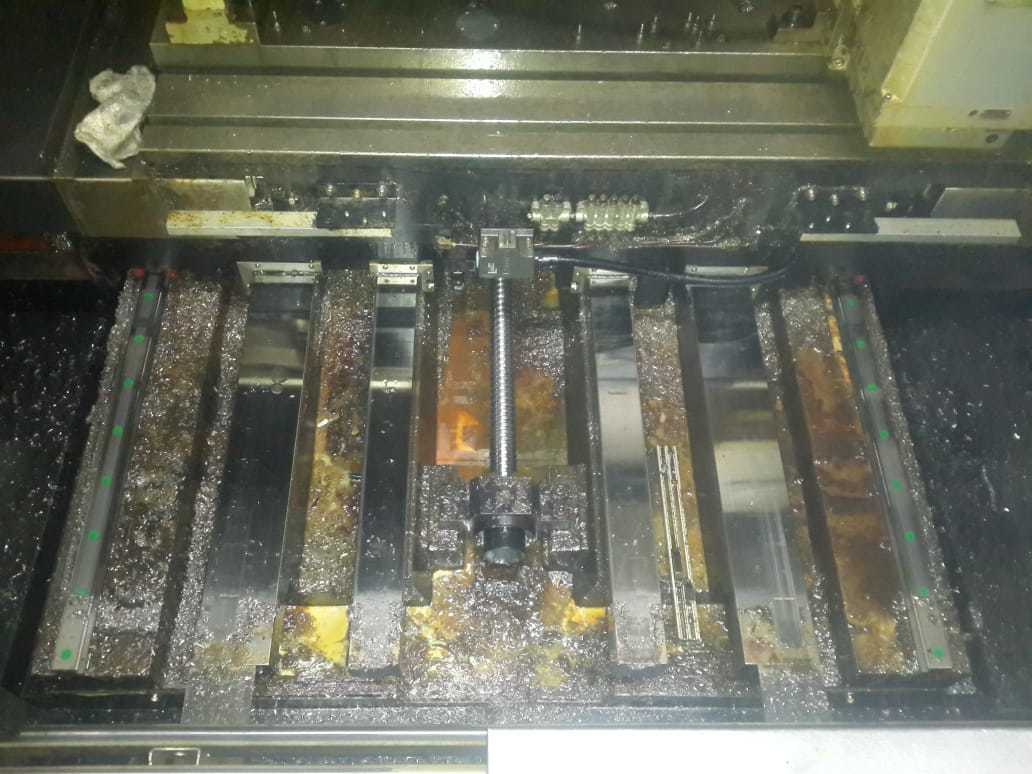

Ведро Y-шоколада:

Прочищаем ЭТО ветошью.
Станок пора собирать. Бочку со «сливками» и вёдра с шоколадом оставляем посреди прохода, чтобы все спотыкались. Повторяем процедуру вызова механиков.
Далее заливаем в станок воду и белизну. Суммарная емкост баков 600 литров. Наливаем 300 и 20 бутылок белизны. Вообще, при такой концентрации время промывки составит 20 часов. Нам дают четыре. Штошшш. Вы не поверите сколько всякой дряни вымывается из уже почищенного станка.
Повторяем процедуру слива. Слить желательно всё.
Ну и наконец-то заправляем станок эмульсией. Правда 2%, вместо положенной 8%. Но мне уже давно насрать.
Всё. Очистка завершена. Два человека, если заранее всё подготовить, сделают это за пол смены. Я делал это две смены и на третью смену заканчивал всё напарник.
Остается добавить антибиотики. Вариантов много, но самый дешёвый и убойный - фурацилин. Он стоит копейки. Но даже эти копейки мне не оплатили. Оплатили только белизну. В моём случае херачим в станок 20 пачек фурацилина ан 400 литров (максимум системы 500л). Только растворить его в тёплой воде не забудьте. Это первая ударная доза. Далее каждые 2-3 месяца необходимо добавлять по 5 пачек, иначе весь труд пойдёт насмарку.
Я устал чепятать.
Обещанная тема «как выучиться на наладчика/оператора ЧПУ» будет позже. Мне сегодня лень.



