Поверхностный монтаж. Часть 2. Паяльная паста, трафаретная печать
Всем привет! Кому-то была полезна первая часть, поэтому продолжаю серию постов про поверхностный монтаж. Ссылка на предыдущий пост: Поверхностный монтаж. Часть 1. Печатные платы
Сегодня поговорим о паяльной пасте. Паяльная паста представляет собой массу, состоящую из смеси порошкообразного припоя с частицами, обычно сферической формы, и флюса-связки. Свойства паяльной пасты зависят от процентного содержания металлической составляющей, типа сплава, размеров частиц порошкообразного припоя и типа флюса.
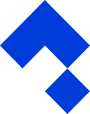
Паста поставляется в разных типах упаковки, для производства это обычно банки по 0.5кг, есть еще SEMCO картриджи. Отличие банок от SEMCO в способе выкладывания пасты на трафарет: из банок паста выкладывается шпателем вручную, из SEMCO - автоматически (должна быть специальная опция на принтере трафаретной печати).
Банки приезжают в ящиках из пенопласта, в одном ящике помещается 20 банок - 10кг паяльной пасты. Белый пакет на фото выше - это аккумулятор холода. Требования к упаковке такие из-за особенностей хранения пасты (как правило, температура пасты при хранении должна составлять от +5 до +10 градусов по Цельсию, но есть и исключения).
Кстати, ящик из-под пасты отлично зарекомендовал себя как походный холодильник для прохладительных напитков. В один ящик влезает 12 жестяных банок объёмом 0.5л, а также один аккумулятор холода, замороженный в лёд. Через 12 часов жаркого летнего дня аккумулятор остался частично ледяным, а напитки очень холодными.
Но, вернемся к пасте. На фото ниже банка 0.5кг и два SEMCO картриджа на 0,5кг и 1 кг пасты.

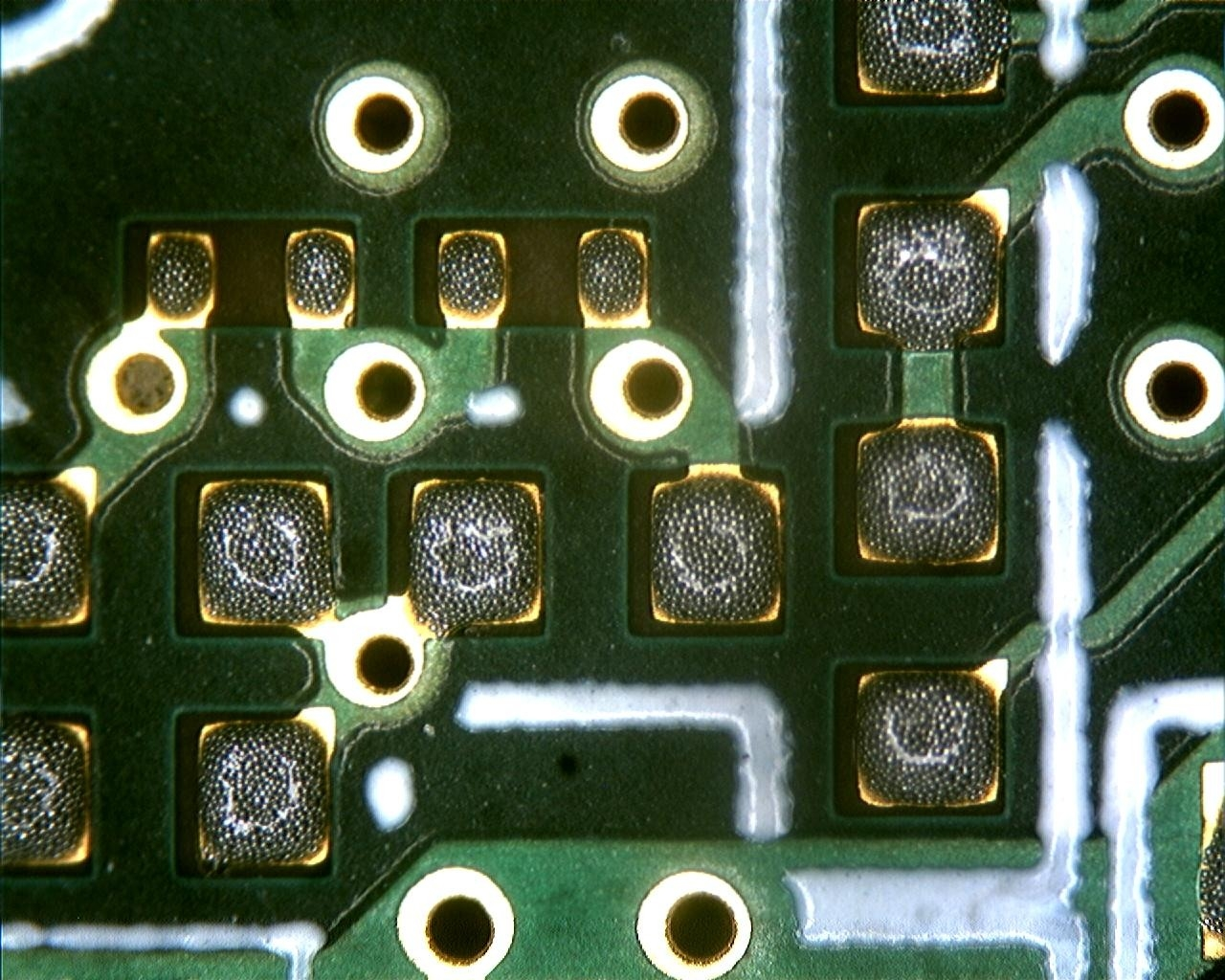
На следующем фото паяльная паста нанесена на контактные площадки, видны сферические частицы припоя, также виден блеск от более жидких составляющих пасты.
При длительном хранении паяльной пасты она расслаивается из-за разной массы составляющих, перед применением пасту необходимо перемешать до однородности. Есть два способа:
1. Достать банку из холодильника на ночь, утром тщательно перемешать пасту шпателем. Как результат, имеем однородную пасту комнатной температуры.
2. Непосредственно перед использованием размешать в специальном миксере (смотрите видео ниже). При необходимости размешивается сразу две банки, если нужна только одна банка, во второй слот вставляется противовес (банка, заполненная песком, например) чтобы не было вибраций.
Как результат, имеем однородную пасту комнатной температуры (во время перемешивания между частицами припоя возникают силы трения, из-за этого паста нагревается до комнатной температуры за несколько минут). Время перемешивания выбирается для каждой пасты индивидуально, зависит от размеров частиц, количества флюса и других составляющих пасты.
Кстати, паяльная паста в SEMCO картриджах специально разработана с целью уменьшения разделения флюсующей и металлической составляющих и не требует перемешивания перед началом использования.
Паяльные пасты бывают с содержанием свинца, а также бессвинцовые. Далее пасты разделяются на более универсальные либо направленные на уменьшение каких-либо дефектов, смотря что нужно заказчику. Далее несколько типов с сайта производителя для примера:
* Паяльная паста с длительным временем жизни;
* Паяльная паста для хранения при комнатной температуре;
* Бессвинцовая серия паяльных паст с высокой стойкостью к термоударам;
* Паяльная паста для микро-элементов (до 0201);
* Паяльная паста для пайки по сильно окисленным поверхностям;
* Высокопроизводительная паяльная паста с низким образованием пустот и широким диапазоном настройки термопрофиля;
* Паяльная паста, разработанная по заказу корпорации TOYOTA (да, есть даже такое).
И это только часть типов, каждый производитель постоянно разрабатывает что-то новенькое. Характеристикам паяльной пасты уделяется большое внимание, ведь по статистике, до 60% дефектов поверхностного монтажа возникает именно при нанесении паяльной пасты (также зависит от качества/характеристик самой пасты).
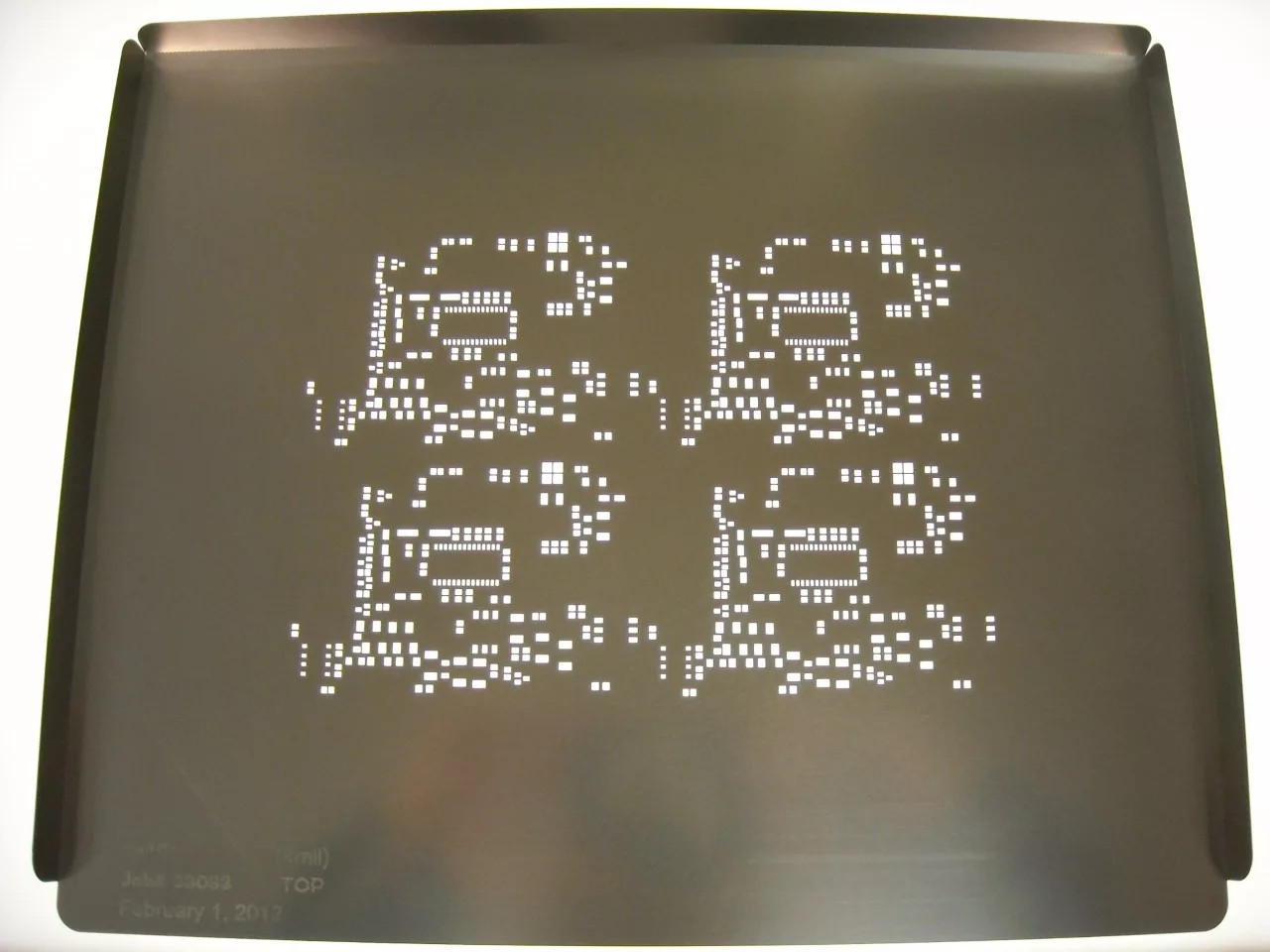
Трафарет для нанесения паяльной пасты в большинстве случаев представляет собой лист нержавеющей стали толщиной 0.1-0.15 мм и размерами примерно 500x500мм, закрепленный на жесткой раме либо без нее.
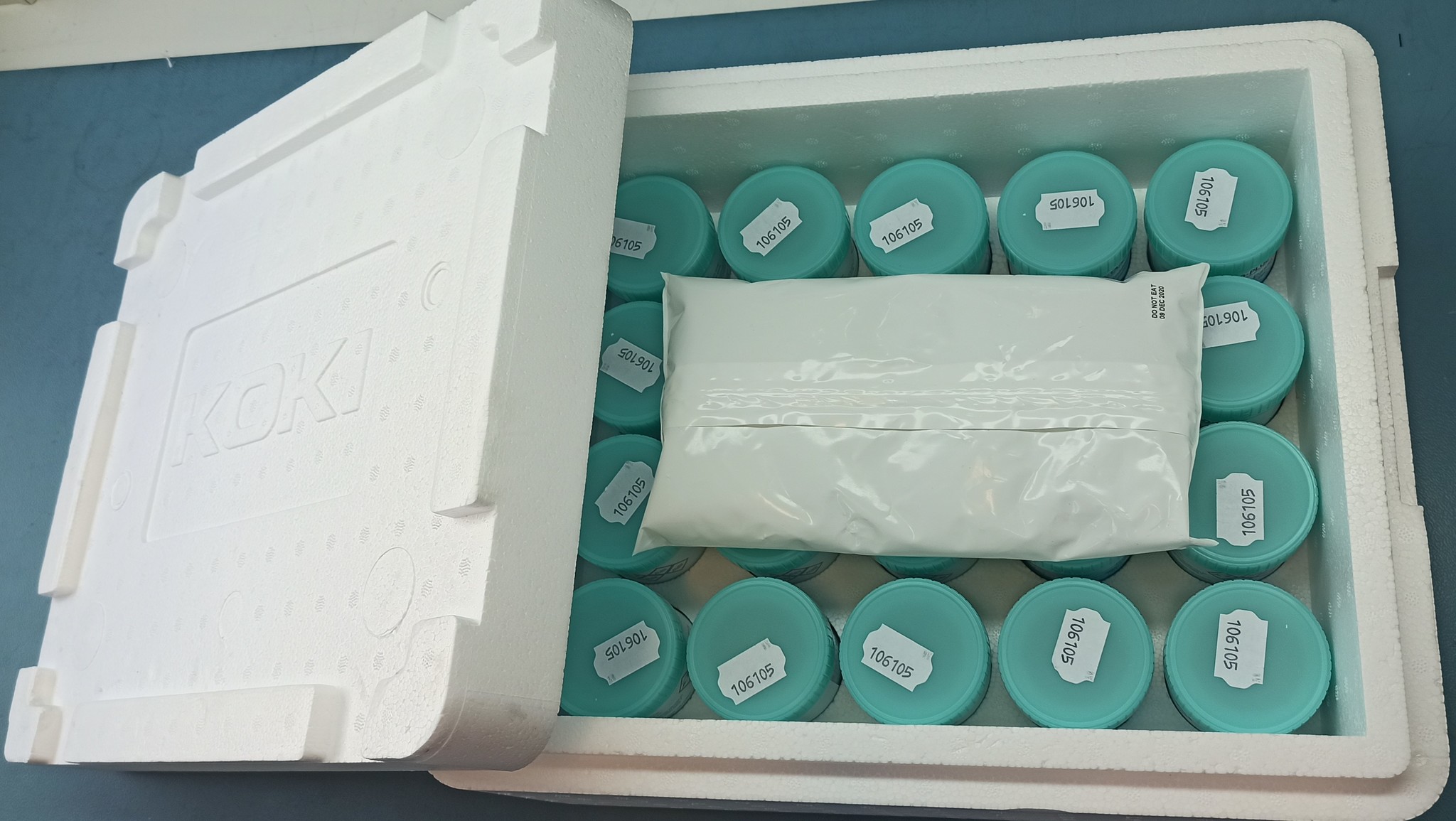
На фото ниже - печатная плата. Чтобы нанести пасту на контактные площадки (для простоты за площадки примем всё золотистое на плате) нужно чтобы в трафарете ровно на этих же местах были прорези (апертуры).
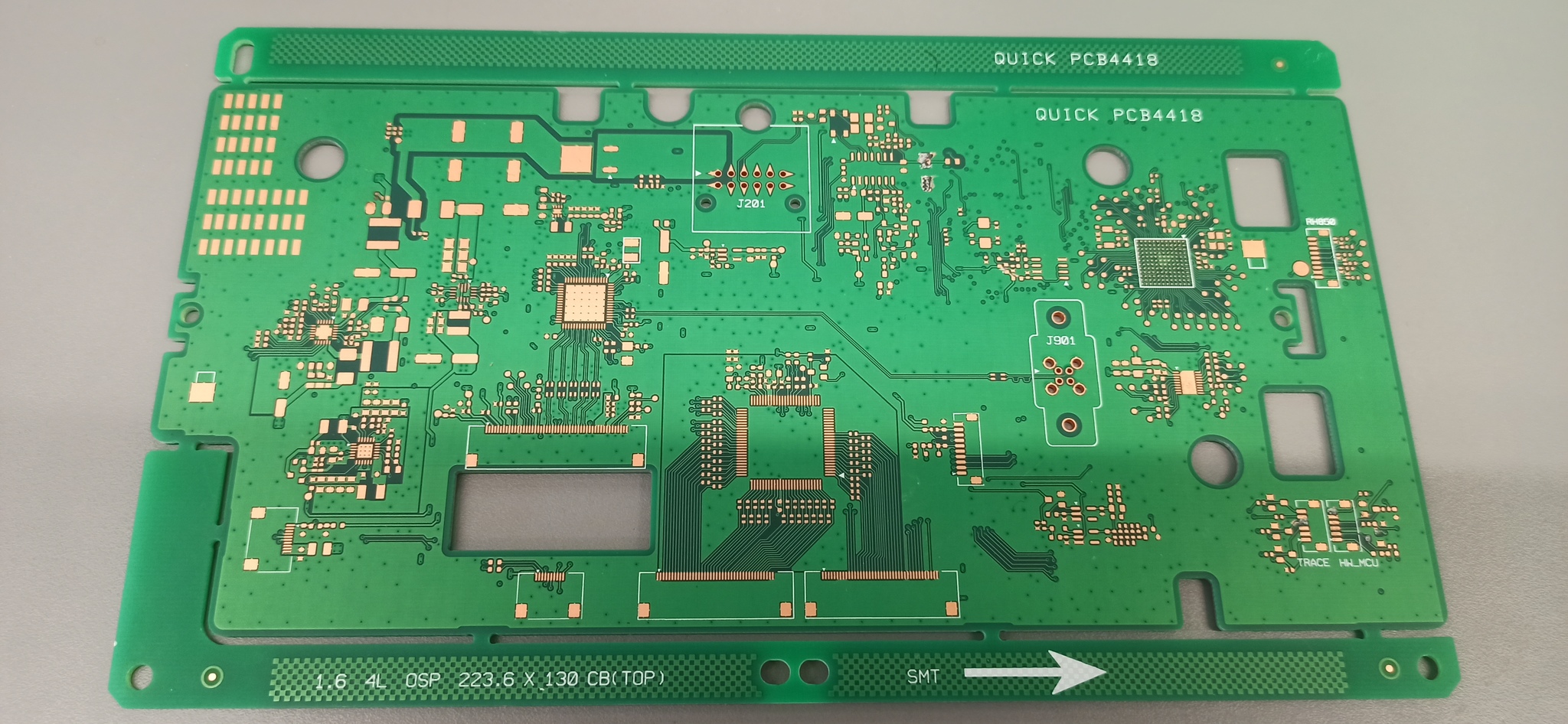
То есть, если на плате расстояние от центра реперного знака до центра контактной площадки по оси X равно 5мм, а по оси Y - 20мм, то и на трафарете расстояния от центра реперного знака до центра апертуры должны быть такие же.
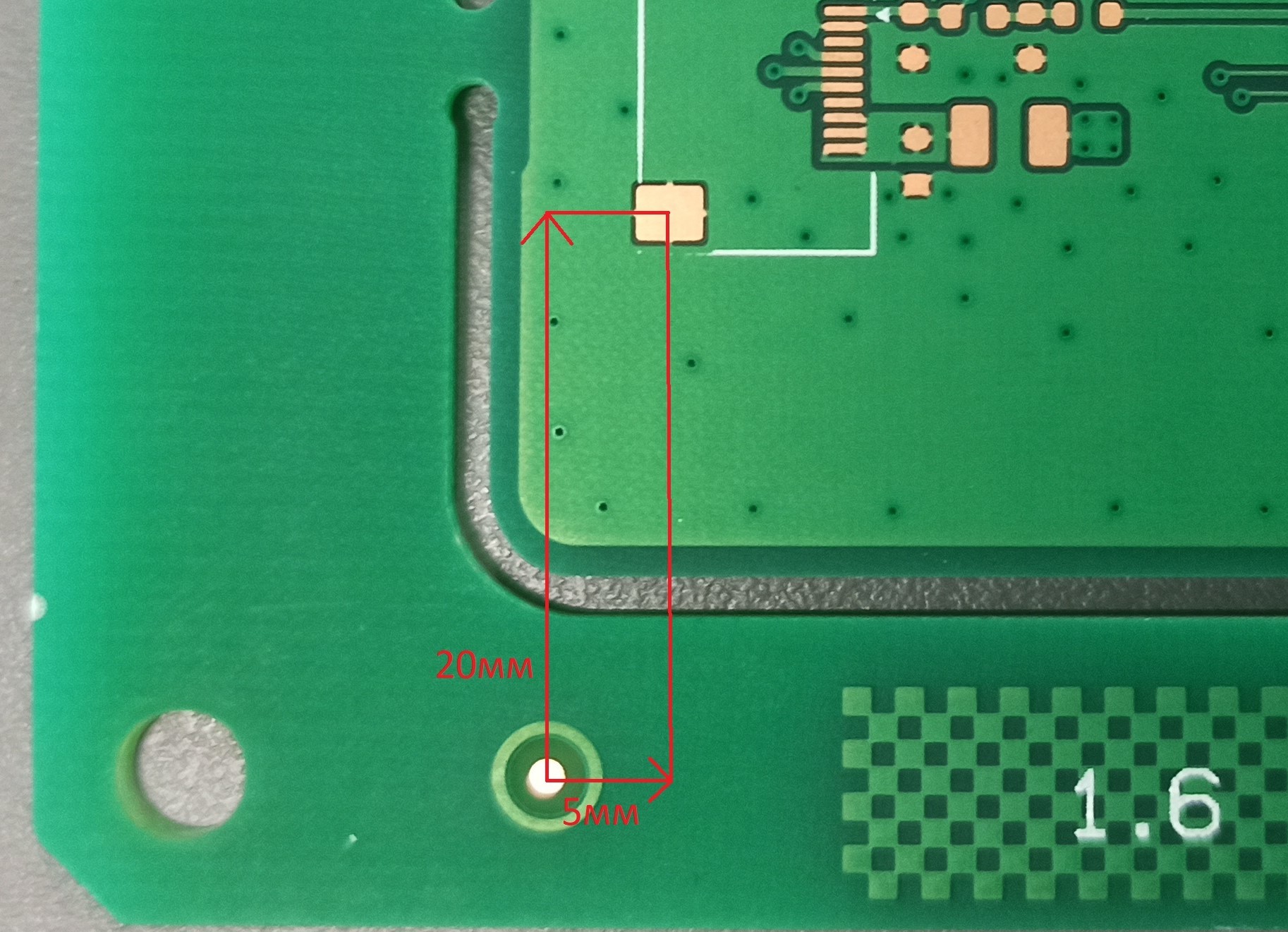
Таким образом, если мы совместим реперные знаки на плате с реперными знаками на трафарете, то апертуры трафарета лягут ровно на контактные площадки. Здесь очень важный момент: реперный знак на фото выше изготавливается на одном слое/операции вместе с контактными площадками. Таким образом не создается проблема рассовмещения. Иными словами, у нас всегда расстояние из фото выше будет 5мм и 20мм соответственно.
Делать реперные знаки на слое шелкографии очень плохая идея. Видите число "1.6" на фото выше? Оно нанесено с помощью шелкографии. Процесс нанесения шелкографии - очень похожий на нанесение пасты на печатную плату, только шелкографию в большинстве случаев наносят без совмещения по реперным знакам в целях удешевления. Соответственно, реперный знак на слое шелкографии будет постоянно "плясать" относительно контактных площадок, а это значит, что совмещая плату с трафаретом по такому реперному знаку, мы будем наносить пасту с таким же смещением. Это справедливо также и для установщика компонентов - он будет ставить компоненты тоже со смещением.
Нанесение паяльной пасты на плату состоит из нескольких этапов:
1. Загрузка ПП в принтер трафаретной печати;
2. Считывание реперных знаков на ПП и трафарете;
3. Совмещение ПП с трафаретом;
4. Нанесение паяльной пасты проходом ракеля;
5. Отделение групповой заготовки от трафарета;
6. Передача ПП с нанесенной паяльной пастой следующему оборудованию.
На видео есть все шаги кроме первого, плата уже находится в принтере.
Осталось пара моментов по совмещению. Есть две конфигурации принтеров трафаретной печати: неподвижный стол-подвижный трафарет и наоборот, подвижный стол-неподвижный трафарет (имеется в виду движение по осям X и Y, по высоте стол в обоих случаях двигается). Тут из названия всё понятно. В первом случае при совмещении принтер двигает на нужное расстояние трафарет, во втором - стол. Стол - это плоская платформа, которая поднимает ПП к трафарету.
Машина камерой определяет координаты центров реперных знаков на трафарете и плате, в зависимости от конфигурации принтера двигает стол с платой или трафарет таким образом, чтобы при прижимании ПП к трафарету центры реперных знаков на ПП и трафарете совпали. Соответственно, совпадут и апертуры трафарета с контактными площадками что и нужно для качественного нанесения пасты. К слову, камера в принтере не обычная, она смотрит одновременно на трафарет и плату, то есть и вверх и вниз. На камере установлена система линз и зеркал + подсветка.
Далее ракель двигаясь по трафарету катит перед собой валик с пастой, в это время паста через апертуры трафарета продавливается на контактные площадки печатной платы.
После прохода ракеля стол начинает очень медленно опускаться в течение нескольких секунд, т.к. плата некоторое время прилипает к трафарету под действием поверхностного натяжения пасты, особенно если плата маленькая/легкая/тонкая. После этих нескольких секунд стол с платой возвращается в свое исходное состояние, плата конвейером передается на следующее оборудование.
Кстати, возможно у вас возник вопрос: "зачем же так усложнять, можно в качестве реперного знака использовать любую площадку?". Конечно можно, но не всегда. И скорее всего повторяемость качественного нанесения паяльной пасты будет такая себе. Помните в предыдущей части я говорил про вскрытие маски на реперном знаке с бОльшим диаметром? Так вот, на контактных площадках не делают вскрытие маски намного больше размеров самой площадки, либо делают но с очень небольшим запасом. И при сдвиге маски центр реперного знака-площадки изменится, соответственно при совмещении ПП с трафаретом получим смещение. На фото с нанесенной пастой вначале поста как раз есть смещение маски, но оно незначительное.
Вторая проблема при использовании контактной площадки в качестве реперного знака - близко расположенные соседние площадки. Камера попросту может захватить соседнюю площадку и совместить по ней. Опять же, получим смещение при нанесении пасты.
После нанесения паяльной пасты на ПП остается только проверить качество её нанесения, но это уже тема следующей части. Если кому-то будет интересно, могу рассказать про принцип работы SPI - Solder Paste Inspection - инспекции паяльной пасты, а также основные типы дефектов нанесения пасты.
На этом я с вами прощаюсь.