
Опыт собеседований на должность Оператора чпу станков (металлообработка)
Доброго времени.
Я уже мельком рассказывал про трудоустройство в этой профессии, но хочу уделить внимание именно прохождению собеседования, на своем опыте со стороны соискателя.
Сразу предупреждаю, это информация не уникальна, не является истинной и рассказывает исключительно о моем опыте и частично опыте знакомых товарищей.
Сам я в металлообработке довольно давно, но конкретно на универсальных станках и чпу работу чуть менее 2х лет.
Мой возраст около 30, образование высшее, но не профильное. есть всевозможные курсы, дипломы и переквалификации. Т.Е. я не устраиваюсь с нуля.
И так, работая где бы то ни было, я постоянно ищу работу лучше (с моей точки зрения).
Для меня лучше это в первую очередь мой доход, и да простят меня святые люди, но возможность шабашить на оборудование завода это тоже хороший +
Далее из плюсов, теплый цех (так как уже был опыт постоянно текущих соплей и болящих почек в цехах где температура ровна температуре на улице)
Далее это коллектив (считаю что начальство должно быть средне возрастные, личный опыт, если совсем молодые. плохо, совсем старые еще хуже...объяснять думаю не надо чем обусловлено)
Ну и такие плюшки как транспорт, премии, кормежка...все это я тоже учитываю. Для меня не понятно почему некоторые люди сидят на одной должности по 20 лет.-с моей точки зрения это деградация...расти в профессии без повышения зп или должности на протяжение такого времени невозможно. разумеется это мое мнение.
Вообщем среднее собеседование выглядит так;
1. Я даю отклик на вакансию(или мне дают отклик на резюме)-созваниваемся.
сразу уточняют: опыт, образование, возраст.
Я уточняю приблизительный уровень зп (если не сообщают вилку то ехать обычно смысла и нет...редко когда она бывает хотя бы в середине средней по региону)
Если на этом этапе все норм (а чаще всего это так. большинство эйчаров понимают что проверить на эту вакансию они просто не могут по телефону. договариваемся о собеседование (чаще всего в 1-3 этапа)
Сразу скажу, почти немеет смысла расписывать в телефонном разговоре ваши навыки, т.е. какие станки знаете, что можете и вообще техническую часть....один хрен там редко что понятно.
самое разумное-я такой то такойтович. работаю на портальных 3-4 осевых станках. под стойкой фанук -- на этом все.
Для варианта письменно приглашения все это пропускается. обычно в письме сразу указывают что хотят от вас и если все ок, предлагают договорится о времени собеседования.
2. Собеседования.
Тут уже требуется принести максимальное количество документов требующихся в профессии.
дипломы. грамоты(ворлдскилл к примеру) корочки (хороший плюс если есть стропальщика, электрика)
Здесь с вами беседуют обычно непосредственный начальник (мастер), эйчар, и бывает что кто то из инженеров или тот же ваш коллега.
Вопросы стандартные от эйчара-где учился, почему меняешь работу, что ждешь и прочая банальщина.
От инженера и начальника уже что хочешь от работы, что знаешь, ккие танки(тут уже лучше подробней пройтись) по инструменту спрашивают, какие фрезы, для чего, что использовал.
часто просят набросать простой пример программки самая банальщина, перемещения
(g90g54v3s1555 h43 d10;
g0z100;
x0y0;
g1х10,r8;
у50;
х0;
g40у0;
g0z100;)
По заданному наброску.
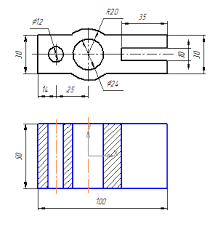
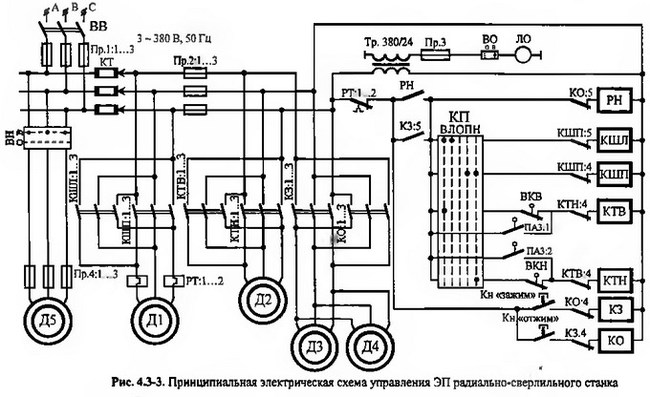
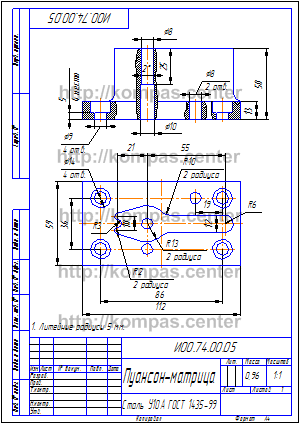
Далее показывают (часто чертежи оборудовании что есть на производстве, т.е. те детали которую нужно делать. спрашивают знаешь что это, как будешь делать, по маркам металла, допускам-честно допуски я не помню...благо есть справочники. посему это скорее плюс чем необходимость)
3. Собеседование с тех директором, коммерческим и прочим высшим руководством
Толи начальство волнуется за дорогостоящее оборудование. то ли еще что, но почему то часто это товарищи желают пообщаться.
Тут почти все тоже что и в прошлые разы, за исключение что общение более неформальное и вопросы с технического плана переходят на личный. с элементами торга (думаю прощупывают по уровню зп, но так как я не эйчар то хрен их знает что им надо...может просто поболтать)
часто спрашивают про семью, детей фин положение...
И главное часто спрашивают по прошлой работе. тут на мой взгляд главное не сказать лишнего и при этом дать немного информации интересной этим людям.
я обычно указывают сразу. что мне требуется больше денег. сейчас почти все понимают что люди пришли работать за деньги а не за идею. (но потом они делают вид что ты должен работать за идею))
Спрашивают почему именно такую зп, нет ли долгов, ну и так далее.
если все пройдено нормально. то дальше будет торг по зп.
обычно предлагают туже зп что и на прошлом месте работы + премию
т.е. рост зп от 5 до 10-15 т.р. по своему региону.
И вот когда вы уже пишите по собственному, тут ваше начальство начинает вам тоже предлагать бонусы, рост зп. еще плюшки разные.
то ли вспоминают что за забором не так уж много кадров рабочих, то ли еще что...может и из вредности, чтоб другим вы не достались)--всегда так получает. но всегда ухожу. ибо если уже решился. нехрен отступать.
далее чуть фото приблизительно тех что мне показывали на собеседованиях.

Лига ЧПУшников
1.5K постов11K подписчиков