

Межслойные границы с Марлином
Всем привет!
Прошу помощи: принтер Tronxy XY2 PRO, с родной прошивкой печатал более-менее, после установки Марлина (2.0.7.2), стали проявляться отвратительные межслойные границы. Калибровка PID сопла не помогла, по механике изменений не было. На родной прошивке наблюдался глюк с самопроизвольной перезагрузкой после нескольких часов печати, так что возврат на неё крайне нежелателен.
Было с родной прошивкой, не идеал, но терпимо (более качественного фото нет, не думал, что понадобится):

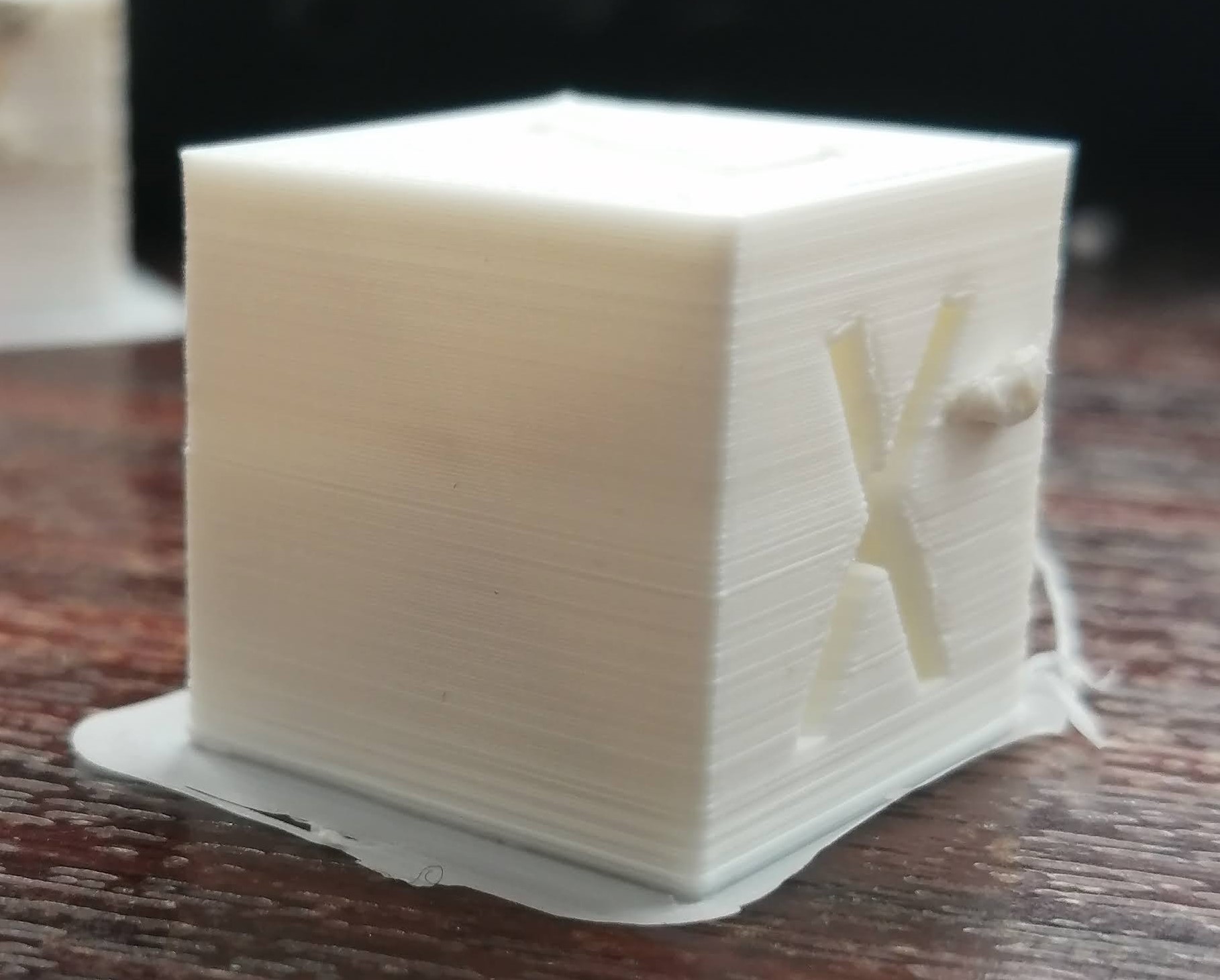
Стало с Марлином:

Подскажите плиз, куда копать, чего смотреть?



Лига 3D-принтеров
2.5K поста12.2K подписчика
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд