


Вакуумное литьё латуни по выплавляемым моделям.
Доброго времени суток, пикабушники и пикабушницы. На сей раз я расскажу об одном из способов изготовления отливок из латуни. А именно - методом вакуумного литья по выплавляемым моделям.

Часть фотографий взята из интернета.
Суть процесса вкратце: берём модель, снимаем форму, делаем восковую модель, снимаем форму, нагреваем форму, воск вытекает, в получившуюся пустоту заливаем металл.
Для начала, нам необходима модель нашего будущего изделия. Материал не важен, главное - чтобы выдерживал +- 100 градусов. С неё мы снимем резиновую форму, из которой сделаем нужное количество моделей уже из ювелирного воска.
Кстати, если отливка нужна в единственном экземпляре, ювелиры модель изготавливают сразу из воска - кто-то вырезает, кто-то лепит.
На фотографии ниже форма из вулканизированной ювелирной резины и собссна восковая модель.

От пласта ювелирной резины отрезается два куска нужных нам размеров, между которыми укладывается модель. Я покрывала поверхность разъёма формы тальком, чтобы части формы не слиплись. Но есть вариант готовую форму просто аккуратно разрезать.
Для этого процесса есть вот такие красивые опалубки.

Вулканизация происходит в прессе, наподобие вот такого. Опалубка с резиной прессуется и выдерживается в сжатом состоянии на заданной температуре заданное же время.

Когда форма готова, в ней прорезаются литник (канал для расплавленного воска) и выпоры (каналы для выхода воздуха). Их видно на второй фотографии.
Теперь форма готова к использованию. Плавится воск, форма фиксируется в собранном состоянии (я зажимала между двумя пластинами акрилового стекла при помощи струбцин) и вперёд.
У нормальных людей есть для этого процесса такая классная штука, как восковой инжектор, у меня была установка для термопереноса (с возможностью поддержания заданной температуры, что важно) и шприц.
Отличие ювелирного воска от пчелиного и парафина заключается в меньшем коэффициенте термического расширения и том, что при прокаливании формы под литьё, остатки его выгорают, не оставляя нагара - важно для качества поверхности отливки.

Сама ювелирная ёлка - это центральный стержень, он же - литник, и прикреплённые к нему восковые модели нашего будущего изделия.
Сам стержень я отливала просто в бумагу, свёрнутую трубочкой нужного диаметра.
Литник этот вставляется вот в ту чёрную резиновую фигню, на фотографии ниже. Мы её называли "башмак". Выпуклость на нём - это будущая выемка в литейной форме, в которую будет заливаться металл.
Затем, на стержень-литник я с помощью паяльника крепила восковки. Максимально впихивающееся количество в строго заданные размеры объёма и высоты.

Вот так выглядел мой рабочий стол.

На готовую ёлку сверху ставится металлическая опока. Вот такая. Только у меня была ржавая.) Резиновый "башмак" натягивается на опоку как раз до вот той металлической "юбки". Именно размерами опоки ограничиваются размеры ювелирной ёлки.

После заливки формомассы форму желательно подержать в вакуумной камере для удаления лишнего воздуха. Это улучшает прочность формы и качество будущей отливки.

Вот так выглядит готовая к следующему этапу форма. Теперь надо вытопить воск и прокалить форму.
Этот процесс занимал у меня несколько часов, поскольку набирать температуру надо было по строгому графику с несколькими выдержками (выдерживание заданной температуры в течение заданного времени).
Сперва форма устанавливается в печь литниковой чашей вниз (на фотографии они стоят ими вверх), потом переворачивается и уже просто прокаливается - это надо для удаления остатков воды, упрочнения да и металл в нагретую форму затечёт лучше.
Итоговая рабочая температура формы около 600 градусов.

У меня для процесса выплавления и прокаливания была самодельная печь, от вида которой любого проверяющего по пожарной и электро безопасности хватил бы удар.
Она состояла из глиняного стакана высотой сантиметров 30 и диаметром около 15, на который внутри в желоб была уложена фехралевая спираль, толстого слоя каолиновой ваты и термопары с контроллером. А снаружи аккуратно обмотано алюминиевой проволочкой.
Что-то похожее на такую, только страшнее.

Латунь плавили в похожей печи, только размерами поменьше. В графитовом тигле и без возможности контролировать температуру (так как контроллер с термопарой был только в одном экземпляре).
Графитовый тигель хорош в том числе тем, что препятствует окислению, которое происходит при нагреве и плавлении меди и её сплавов (латунь - это сплав меди и цинка, если кто не помнит, с температурой плавления около 900 градусов). И вообще, он весь такой чёрный, готичный и охотно пачкает пальцы.
Тигель был вот такой.

Принцип вакуумного литья изображён на этой схеме.
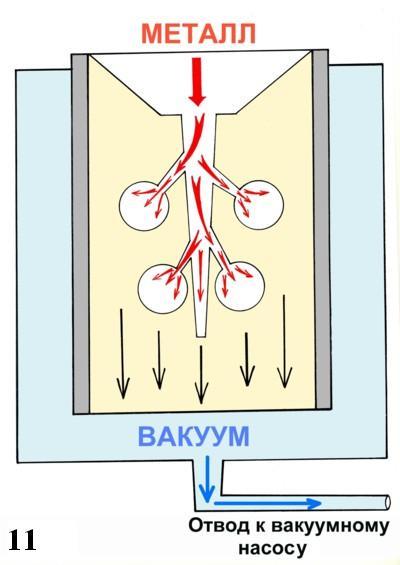
У нас был просто металлический стакан, чуть большего диаметра, чем металлическая опока, снизу к которому подключен насос, в нужный момент откачивающий воздух.
На этом этапе надо действовать достаточно быстро, поскольку и форма, и металл очень быстро остывают (примерно 600 градусов - форма и 900 - металл).
Надеваем толстые перчатки, клещами или пассатижами переставляем форму из печи в вакуумную установку, другими клещами достаём тигель и льём, включив откачку воздуха за пару секунд до заливки.
А вот так выглядит фабричная, а не самодельная установка для вакуумного литья.

После контакта с горячим металлом формомасса становится хрупкой, поэтому относительно легко можно выколупать получившуюся отливку - ту самую ювелирную ёлку, но уже из металла.


У меня же, получилось вот это.

После отрезания литников, шлифовки, полировки и хромирования готовые изделия выглядели вот так.

Кроме этого, как-то заказали крепления для латунной ручки. Они после шлифовки патинировались серной мазью, чтобы получить тёмный оттенок нужного цвета.

Попытка сделать тираж "денежных" мышек. Их положено носить в отделе кошелька для мелочи. Говорят, там у них быстро хвосты отваливаются.

И ещё разная мелочёвка в качестве образцов.

А вообще, по моим впечатлениям, центробежное литьё проще реализовать в таком мелкотиражном производстве "на коленке". Но, что было, то было.)
С секретными для комментариев на Пикабу можно обращаться сюда: https://vk.com/id45234353
Рукодельники
59.8K постов60.2K подписчик
Правила сообщества
В сообществе запрещена торговля, обсуждение цен, ссылки на страницы с продажами, контакты автора в комментариях. Обязательна информация о материалах и инструментах в текстовом виде.
0. Соблюдайте основные правила Пикабу.
1. Будьте вежливы, старайтесь писать грамотно.
2. В публикациях используйте четкие и красивые фотографии.
3. Автор поста с тегом [моё] может оставить ссылку на свой профиль, группу или канал на других источниках, при условии, что ссылки (активные и не активные) не ведут на прямые продажи. Допускается не больше четырёх ссылок и только в конце поста (п. 8.5 основных правил).
Запрещены:
-ссылки рекламного характера/спам;
-ссылки, ведущие на магазины с указанием стоимости товара/услуги;
-ссылки, ведущие на призывы, покупки, продажи, подписки, репосты, голосование и тому подобное.
(нарушение основных правил сайта, п.8.1 и п. 8.2).
При переходе по ссылке запрещено наличие активных (кликабельных) ссылок, ведущих на вышеперечисленное в п.3, содержание таких ключевых слов как «товар», «услуга», «купить», «продам», «в наличии», «под заказ» и т.п.
3.1 Размещение контактов автора (самим автором или другими пользователями) в комментариях запрещено и подлежит удалению (п. 9.1 и 9.3 основных правил).
4. Обязательным для авторов является наличие технических характеристик изделия в публикациях (материалы, техники, авторские приемы, размеры, времязатраты и прочее) в текстовом виде.
Также помечайте свою работу тегом «Рукоделие с процессом» или «Рукоделие без процесса».
5. Пост-видео, пост-фото без текстового описания переносится в общую ленту. Даже если в видео показан подробный процесс изготовления, делайте краткое описание для тех, у кого нет возможности/желания смотреть видео.
Администрация оставляет за собой право решать, насколько описание соответствует п. 5.
6. Посты с нарушениями без предупреждения переносятся в общую ленту.
За неоднократные нарушения автор получает бан.
Автор может размещать новую публикацию в сообществе, не допуская полученных ранее замечаний.