
Обещанная первая печать
Всем аддитивщикам и просто неравнодушным к технологиям людям привет! Сегодня я вам в кратце покажу процесс подготовки и печати стоматологических штифтов из суспензии, которая впоследствии станет чистым диоксидом циркония.
Итак, дано:
- штифт 1,4 мм
- штифт 1,7 мм
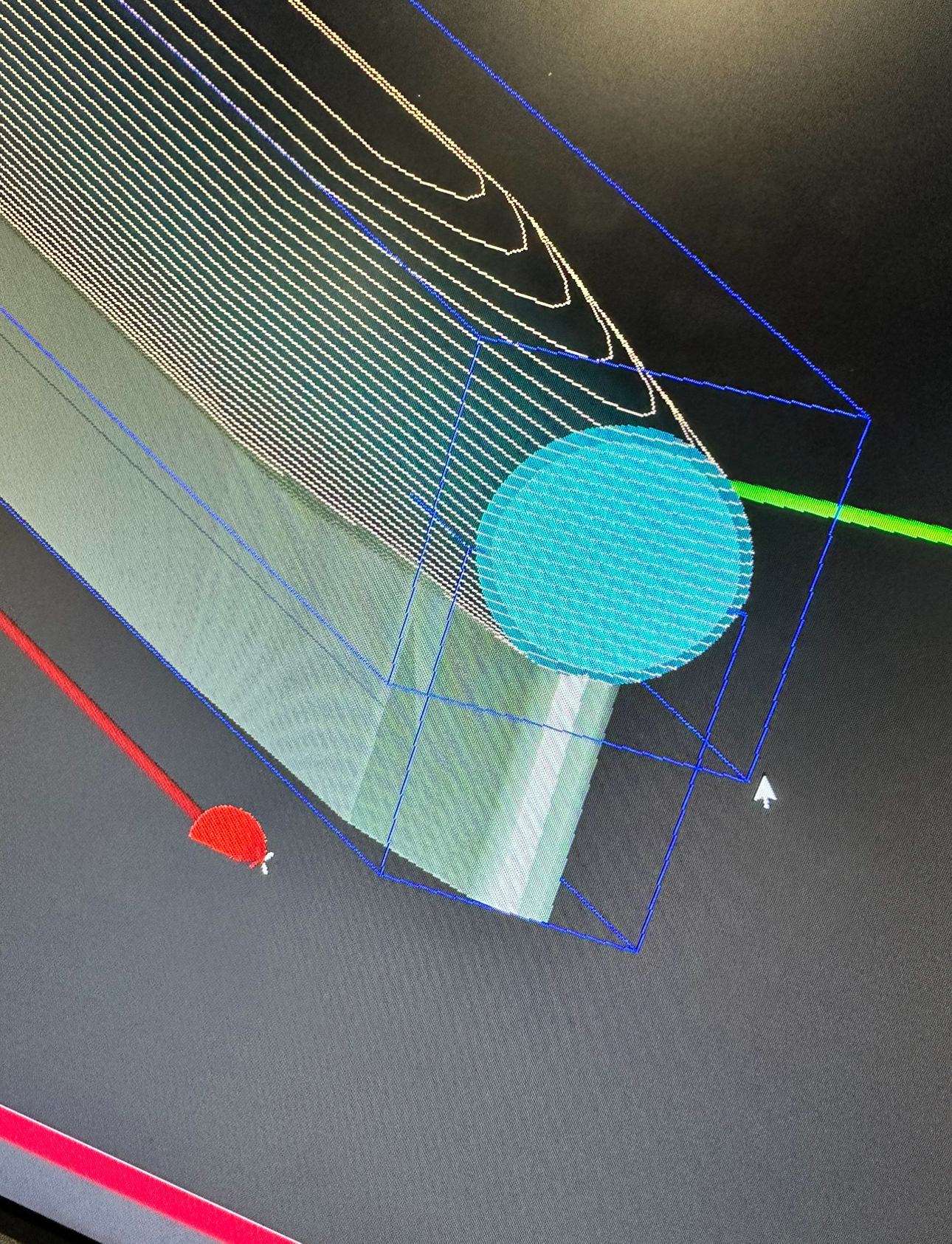
Поскольку это первая печать, то нам было интересно, в каких режимах мы сможем получить качественные изделия (использовали разные виды поддержек, без поддержек, а также без Z компенсации (чуть дальше расскажу что это такое)

Расставили все как хотели, в верхней части штифт 1,4, в нижней 1,7. Друг напротив друга расположены штифты с одинаковыми условиями печати (с поддержками в виде подложки, в виде конусов, в виде обечайки (3я по порядку модель), без поддержек, без Z компенсации, а также с поддержками но без Z компенсации.
Про слайсинге детали нам необходимо прежде всего задать материал и пресеты к этому материалу. Материал задается Scale параметрами, потому что в процессе отжига усадка у разных керамик отличается. Для суспензии усадка в пределах слоя 25%, между слоями 30%.
Пресеты это параметры, при которых производится печать детали и поддержек. Для детали и поддержек они отличаются и вынесены в отдельные файлы.
А теперь Z компенсация.
Поскольку керамический принтер печатает из суспензии, то он засвечивает определенную область лазером, причем на некоторую глубину.
Параметр, настраивающий правильную засветку на глубину и называется Z компенсацией. В него вписывается глубина, на которую для определенной суспензии проникает пучок лазера и отверждает полимер. Условно говоря, вы печатаете отверстие. Обычно, при слайсинге, у вас отверстие представляет собой цилиндрическую фигуру, потому что слои выкладываются равномерно (говорю про FDM печать, так как большая часть людей знает именно про нее хоть что-то).
При слайсинге в суспензии или металлических порошках отверстия представляют собой эллипсоидную форму, потому что идет учет вот этого параметра Z компенсации, чтобы в итоге у нас отверстие получилось именно круглого сечения. Этот параметр в нашем случае чуть больше 100 микрон. Фотокарточка сплющенного штифта будет чуть дальше, не совсем пока разобрался с написанием постов (прошу понять и простить)
После предподготовки мы нажимаем зеленую кнопочку Run, где принтер проведет нас по шагам, пройдя которые мы полностью будем уверены в работоспособности всех компонентов и правильной калибровке.
Прежде всего принтер нам предложит откалибровать мощность лазера. Для каждой суспензии своя рекомендуемая мощность, с этим мы спорить не будем. Выставим измеритель, подключенный к принтеру, на рабочий стол. Закрываем дверцу ииии… измеренное значение на 11 единиц больше, чем мы задали. Уменьшаем вводные данные и получаем примерно нужную нам мощность.
Следующим шагом будет установка пластикового скребка и металлического ножа. Они установлены так, что если скребок поднят, то нож опущен и наоборот.
Сначала кладем щуп толщиной 50 микрон на стол, после чего на него ставим металлическое лезвие и прикручиваем его к направляющей.
Меняем положения и теперь у нас внизу направляющая для скребка. Кладем щуп толщиной 200 мкм, после чего аналогично ставим на него скребок тефлоновый и прикручиваем винтами к направляющей. Безусловно потом все это дело мы нормально откалибруем по высоте с помощью микрометрических регулировок.
Следующий этап - установка магнитной бумаги на платформу печати. Фото сделаю в следующих выпусках этой увлекательной рубрики, но в общем и целом это такая, по ощущению, ламинированная бумага, которая склеена с гибкой магнитной подложкой. Все это дело вырезано аккурат в размер платформы, но мы то знаем, что все что выпирает (а ручки иногда дрожат) - будет поцарапано или срезано ножом. Поэтому, нанеся спрей адгезив на магнитную подложку через сетку (рисунок клея получается в видео множества мелких точек), приклеиваем это дело к платформе и обрезаем выпирающее.
Далее, в зазор между платформой нужно установить X образный уплотнитель, предварительно обильно покрытый смазкой. Далее медленно и нежно… натягиваем все это дело на платформу (которая заранее была поднята в максимально верхнее положение) не допуская перекрутов, иначе все будет в суспензии и под уровнем платформы.
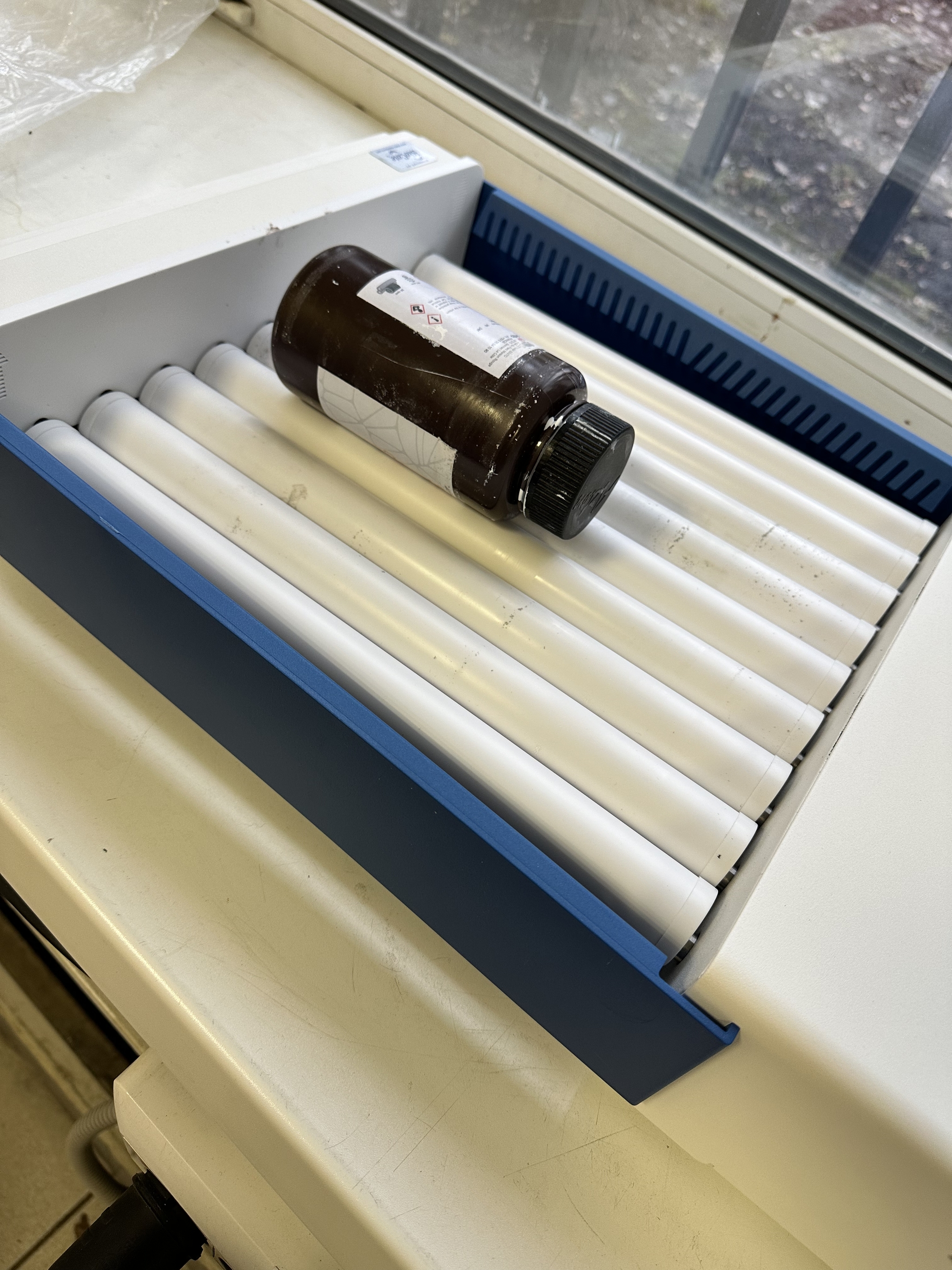
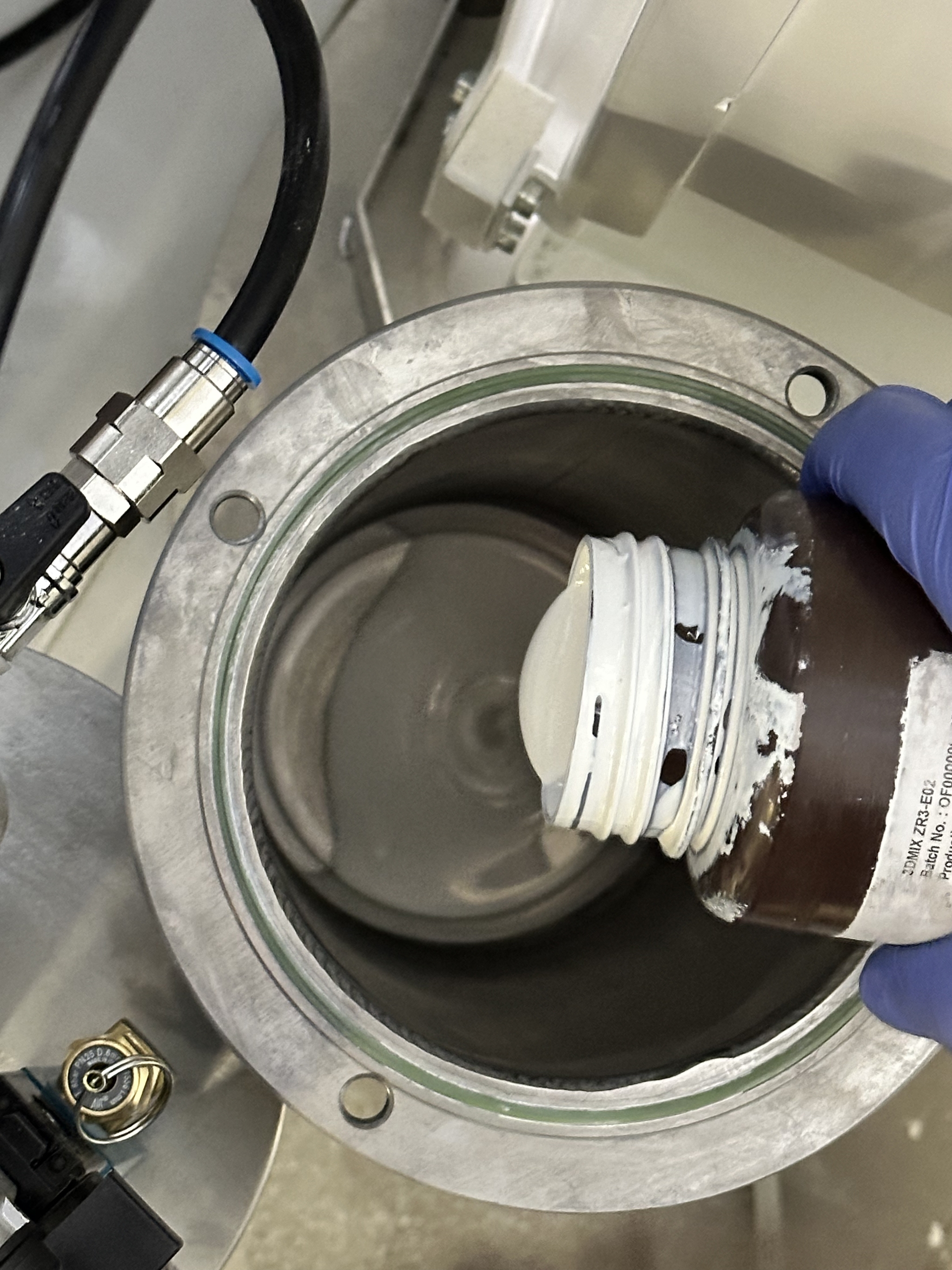
Что же, резинка натянута, осталось заправить бак сметанкой, ой, суспензией, разумеется.
Откручиваем 4 винта, на которых держится крышка, снимаем банку с суспензией с перемешивателя и выливаем в контейнер, который затем поставим в бак. Оттирать различного рода углубления от суспензии тот ещё гемор, поэтому стараемся ничего не испачкать.
Что делаем дальше? Закрываем бак, закручиваем винты и накачиваем полторы атмосферы давления (вообще принтер сделает это сам, когда вы подтвердите загрузку и закрытие бака)
Следующий этап - нанесение первого слоя и проверка калибровки металлического ножа.
Прокачиваем по трубкам суспензию, после чего она попадает на рабочую поверхность.
Далее ножи ровняют ее по всему столу, нам лишь надо убедиться, что вся поверхность вокруг стола покрыта суспензией, если что подаем ещё и ровняем снова.
Далее мы проверяем толщину нанесенного слоя справа и слева относительно оси симметрии. Если есть перекос даже в 10 микрон - подкручиваем с помощью регулировок на направляющей, которая удерживает металлический нож. Когда все ок и перекос более не определяется - жмякаем кнопку ОК и подтверждаем что все настроено.
Дальше запустится печать и мы сможем наблюдать за ней через камеру, установленную внутри принтера.
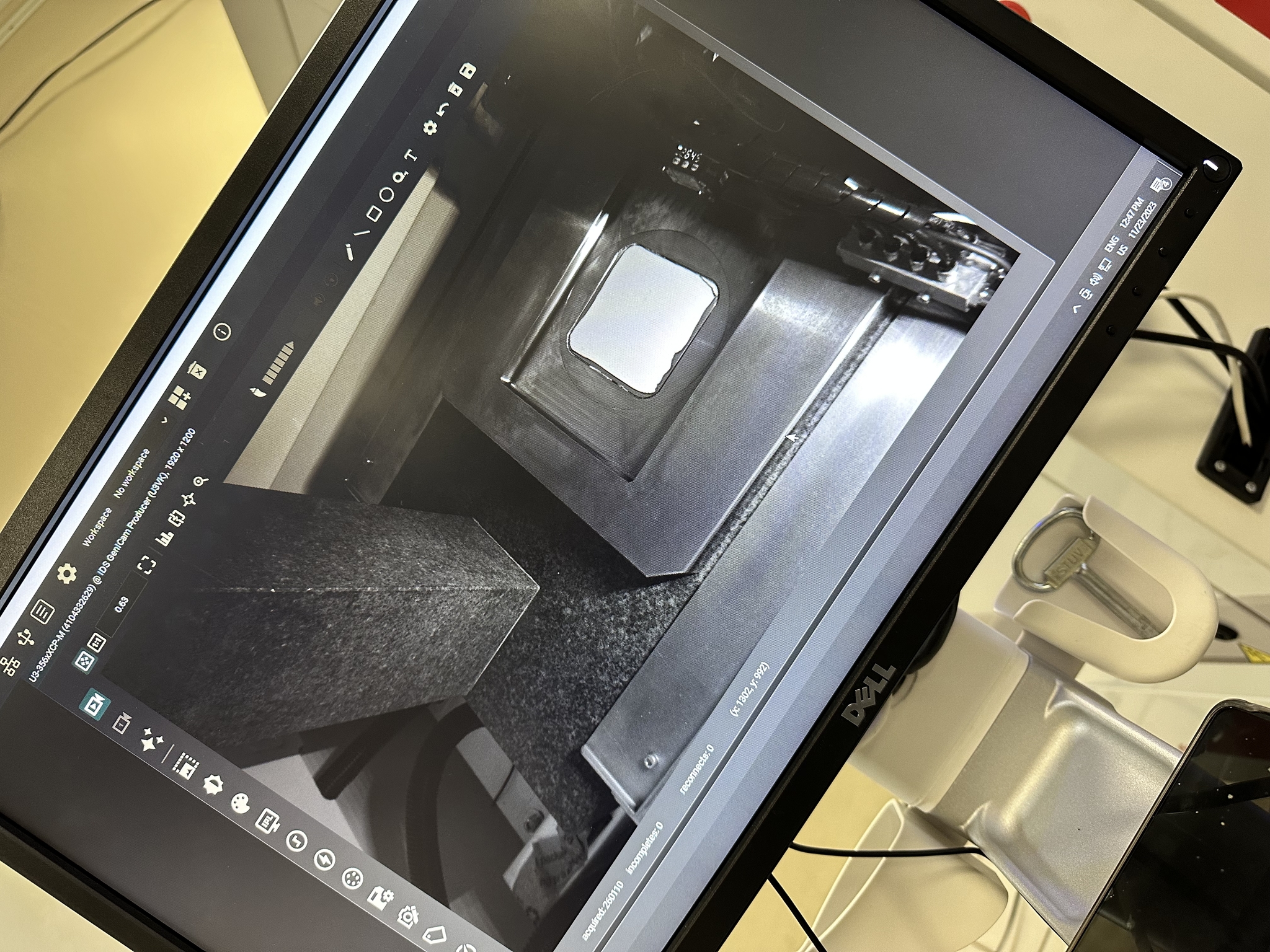
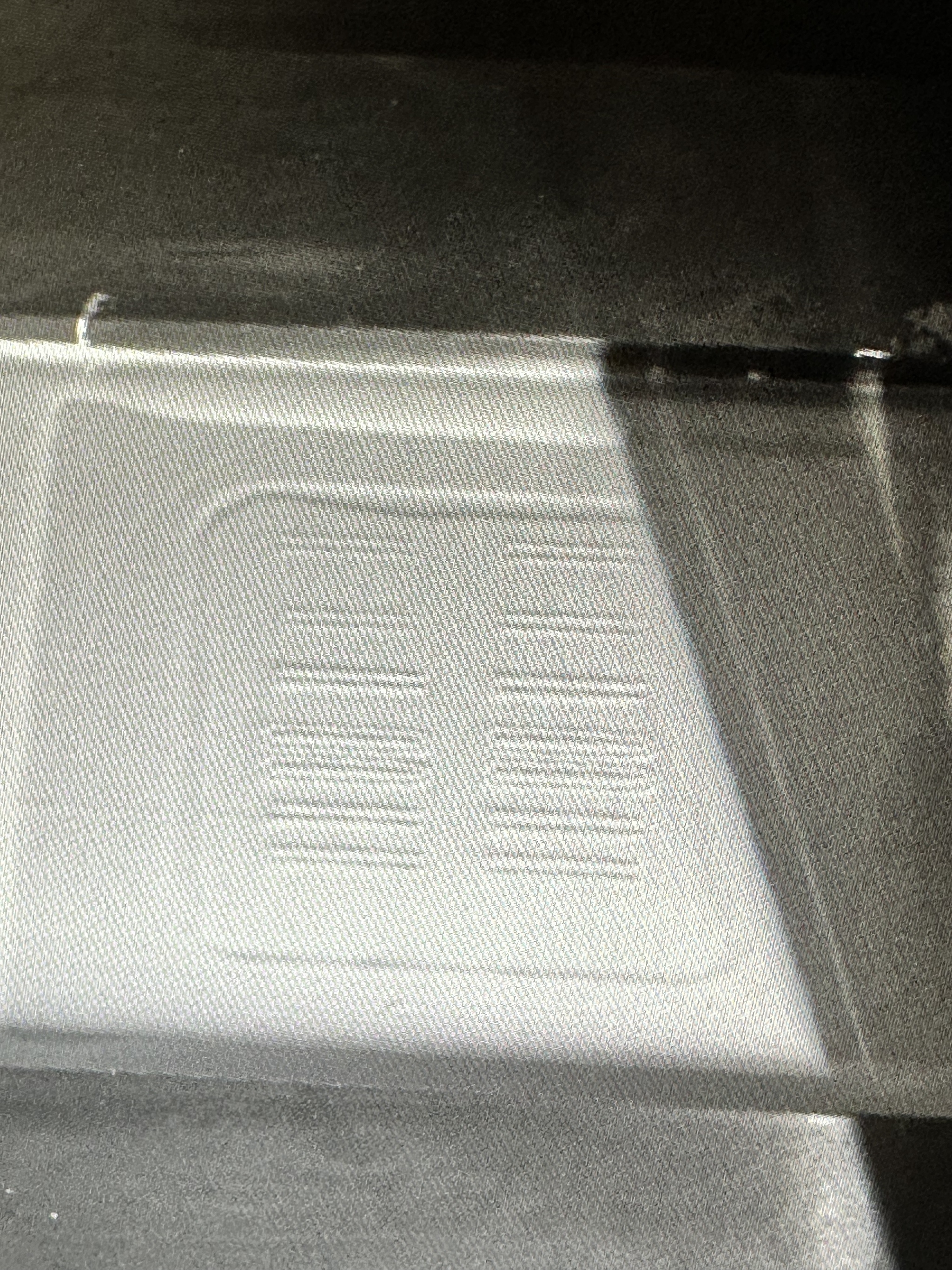
Вот так выглядело рабочее пространство до нанесения суспензии
Вот уже нанесенная суспензия и стоп кадр процесса печати.
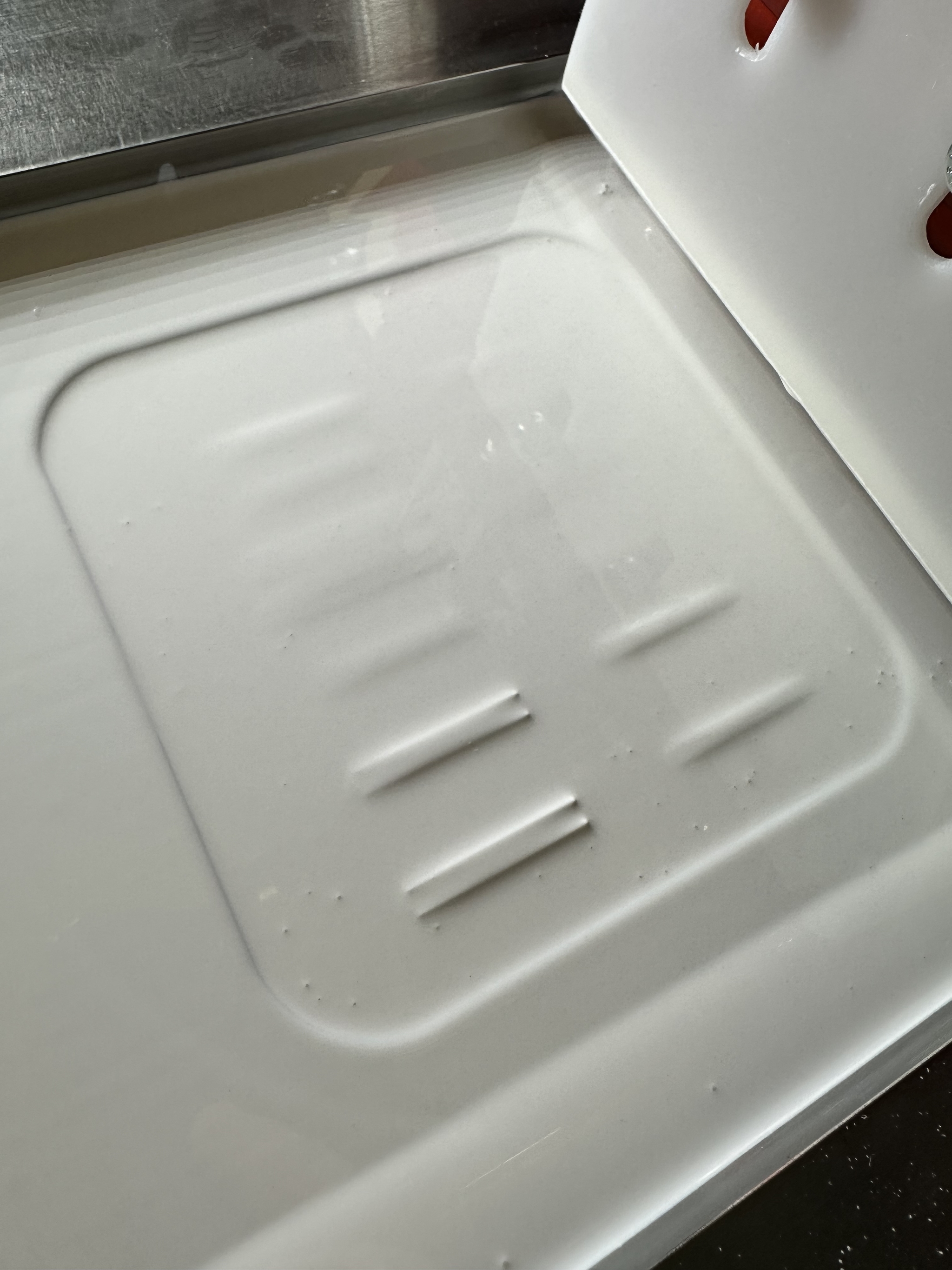
Собсна говоря, допечатанные штифты.
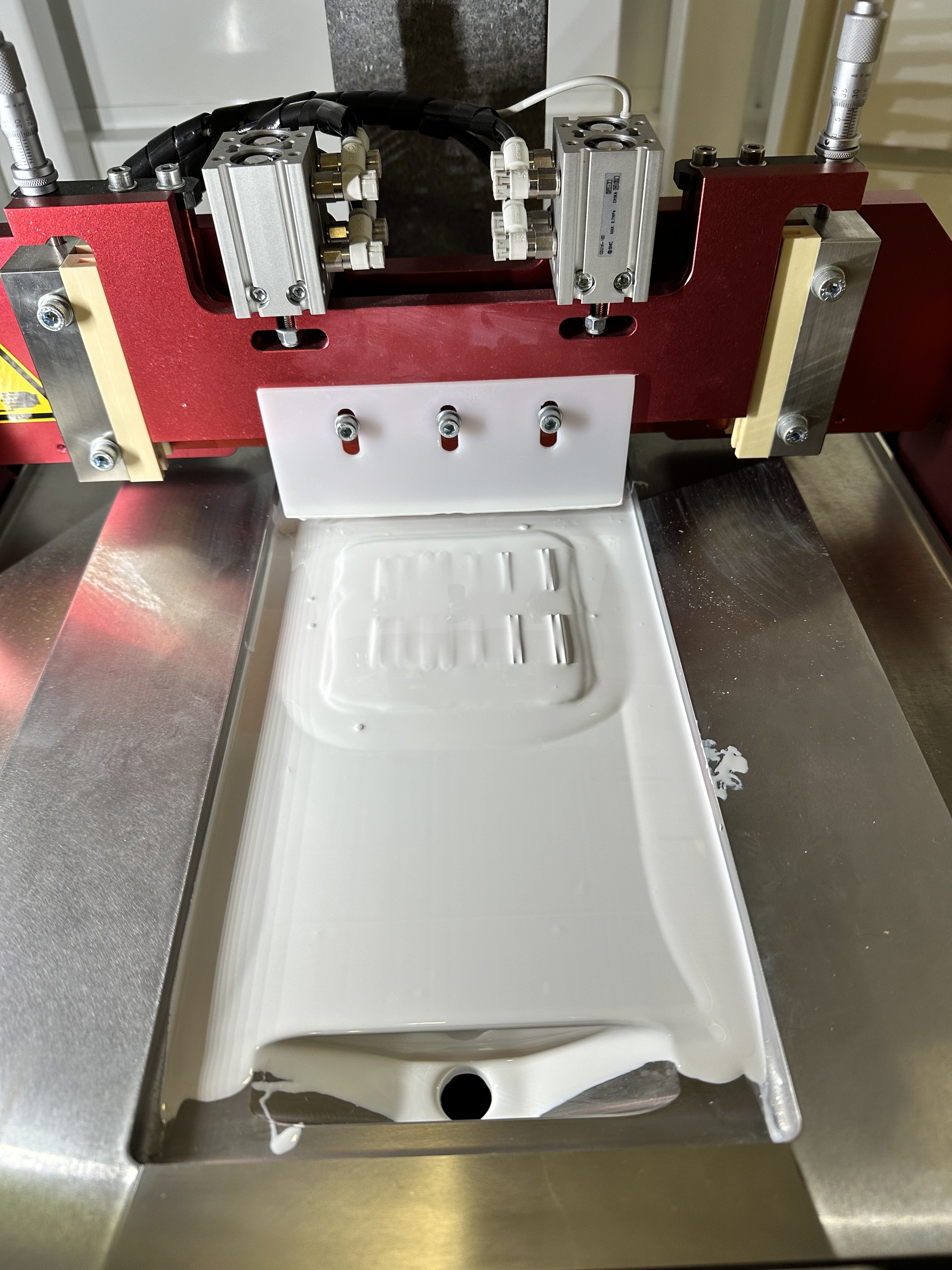
А так выглядит рабочая зона по окончании печати.
На этой фотографии на направляющей (красненькая такая) есть длинные цилиндры с рисочками, вращая которые настраивается и нивелируется перекос металлического ножа.
Отверстие внизу - место слива излишком суспензии. Там установлена емкость, суспензия из которой потом будет фильтроваться и повторно использоваться.
Если Вам будет интересно, запилю сюда или в комментарии или ещё одним постом видео процесса нанесения суспензии и сканирования лазером.
Всем успехов!
Лига 3D-принтеров
3.4K поста14.1K подписчика
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд