


Что это такое и как исправить
Леди и джентельмены,
При печати стала появляться следующая проблема.
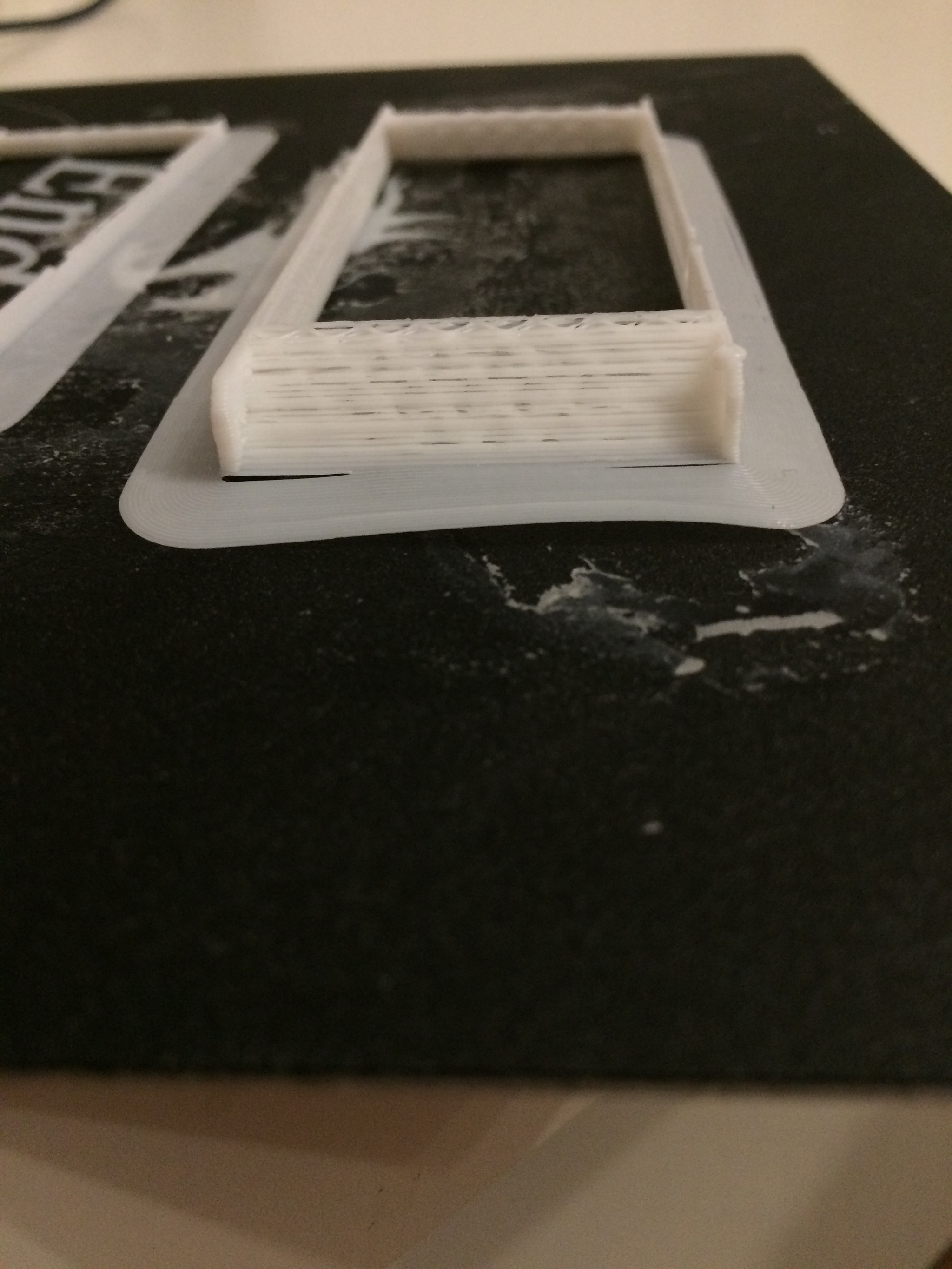


Может кто-то знает как лечить?
Передние стенки пропечтались хорошо, а боковые вот такими дырявыми.
Ремни подтянул.
Update: на второй фотографии видно, что брим тоже шалит.
Принтер ender 3
Cura 4.1.0
Скорость 0.3, в связи с качественными передними стенками, не думаю, что это из за скорости
За качество приношу прощение.
Лига 3D-принтеров
2.9K постов12.7K подписчиков
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд