Текст от кого-то из слабеньких поставщиков Бодора, которых прижали из-за низкой эффективности продаж.
Сотрудничаю с ООО Бодор больше 6-ти лет. В мае привезли 4 листореза. Запчасти и расходники беру там же все те же 6 лет – никаких проблем нет. Автор, Вы, кстати, когда делаете скрины с чужих сайтов – не забывайте указывать источник на кого ссылаетесь, а то совсем как-то не правильно. В данном случае это сайтhttps://bodor.ru – сайт официального дилера, у которого нет тех проблем, которые есть в вашей компании. Для остальных, кто занимается производством спешу сообщить – не ведитесь на эту грязную игру между поставщиками. Я лично смотрю на отзывы таких же предпринимателей на Ютубе. У ООО БОДОР таких отзывов полно, а вот у автора – видимо туговато с этой темой, вот и пишет всякую фигню.
Официальный YouTube канал дилера БОДОР в РФ. Обратите внимание на даты публикаций к видео роликам – весь контент публикуется по сей день.
Там в разделе видео целая тонна реальных видео отзывов с фабрик, кто занят делом (производит что-то полезное), а не как автор пишет всякую дичь без разбора!
Для тех кто не понимает, что же я так паникую я отвечу, что уход Бадора с Российского рынка это:
Отсюда вопрос: стоит ли доверять отечественным поставщикам по вопросам оснащения наших производств или лучше работать с Китаем самим напрямую?
Большое машиностроительное предприятие, можно даже сказать огромное, по современным меркам, когда я пришел на него, там работало более 10 000 человек.
Предприятие выпускает продукцию от мелких серий до крупных, практически массовых. Это одно из предприятий, которое было создано совсем недавно практически с нуля.
Было создано свое литейное производство, причем на достаточно высоком технологическом уровне. К литейному производству создали отдельный цех механической обработки, закупив более двух десятков станков серьезного европейского производства. Так как тип выпуска продукции литейного производства практически массовый, то станки закупили под конкретные типы деталей, сразу со специализированной оснасткой. Вроде как все соответствует правилам из учебника по технологии машиностроения.
Предприятие создавалось большое, суммы закупок космические, поэтому процессы выбора и закупки оборудования проводятся очень медленно, досконально проверяя все, вплоть до каждой запятой, проходя кучу разных специалистов, служб, дирекций, управляющих компаний, акционеров. При такой многоуровневой и многосторонней проверке вероятность появления ошибки сводится к нулю. Ну, это вроде, как бы должно так быть...
А что по факту? Не, внешне все отлично — литейка льет, цех механической обработки обрабатывает детали, продукция собирается и продается. Но, есть пару НО, когда копнешь глубже.
Первое, что я заметил, когда стал заниматься увеличением производительности цеха механической обработки, что очень высокая трудоемкость, т.е. слишком долго происходит обработка. Странно думаю я, еще почти новое качественное европейское оборудование, а такие слабые режимы обработки. Долго разбираться не потребовалось, оказалось что на станки для обработки больших отливок из стали поставили мотор-шпиндели. Данные шпиндели обладают высокой скоростью вращения, но малым крутящим моментом. В результате приходится работать на практически минимальных оборотах (на больших горит инструмент из-за наличия литьевой корки), снимая по маленькому припуску (большой не тянет — маленький крутящий момент).
Вторая проблема вытекает из первой, так как шпиндели не рассчитаны на такой режим работы, то они очень часто выходят из строя. Вы не представляете насколько часто! Это настолько серьезная проблема, что предприятию пришлось дополнительно закупить несколько шпинделей для создания подменного фонда, потому что практически всегда один-два шпинделя находятся в ремонте. А сколько сил, времени и денег ушло на поиски хорошей фирмы по ремонту этих шпинделей — это уже отдельная тема.
Что получаем в результате? Всего одна маленькая ошибка, которую никто не заметил. Хотя я даже больше склоняюсь, что ошибка была не в том, что не заметили, что шпиндель не подходящий, а это целенаправленно, не совсем грамотные специалисты, выбрали такой шпиндель, апеллируя его высокой производительностью умудрились еще доказать его необходимость руководству. Не удивлюсь, если эту идею им подкинул поставщик оборудования. Да, мотор-шпиндель высокопроизводительный, но в определенных условиях, явно не в этих.
Мало того, что за мотор-шпиндель еще и заплатили дороже, так теперь еще станки постоянно работают на минимальных режимах, тратя кучу денег на инструмент, энергию, ремонт, занимают производственную площадь, принося миллионные потери каждый год.
Как можно исправить данную ситуацию теперь? Никак. Все молча ждут, скорее бы их списать.
Добавлю лишь, что позже мы купили несколько станков (благо появилась необходимость под новый проект) с уже правильными шпинделями. Производительность изготовления одной и той же детали, по сравнению со старыми станками, увеличилась в 1,5-2 раза.
Какой можно сделать вывод? Нахрен мотор-шпиндель, надо брать всегда обычный шпиндель с редуктором! Нет. А почему нет, расскажу в следующем посте.
Обратился ко мне парень экстремал с просьбой сделать подвеску для электролонгборда. И поведал историю о том, как она сломалась. Он ехал со скоростью около 80км/ч и подвеска лопнула, как результат: переломал руки, ноги, свернул шею, черепно-мозговая травма, таз порвал, вообщем жесть. И очень желал, чтобы этого не повторилось снова.
1/2
Он сам отдал сломанную деталь конструктору, который прогнал её через 3D сканер и уже отрисовал её в soliworks(программа для построения 3D моделей) и передал мне. Я заказал металл в данном случае В95Т1, это самое прочный из доступного. Написал программу и изготовил на станке. Результат ниже.
До покрытия.
После покрытия(анод черный).
Результатом клиент очень доволен, катается и не знает бед. Периодически присылает видео со своих покатушек. Круто, очень приятно!
Это форма для изготовления лотков под запайку.
Габарит формы 500*240мм
А вот результат, взял картинку из интернета.
Вот еще одна форма. Особенность это формы, в том что она сборная и состоит из 3 частей. Видно винты по периметру. Основная проблема, это выпора(отверстия диаметром 0,6мм), через которые выходит горячий воздух. Они находятся сверху между винтами и чтобы, не сверлить через 60мм алюминия, сделали верхнею часть толщиной 10мм, сделали внутри лабиринт который соединяет эти мелкие отверстия и выходит сбоку. Вообще, просверлить так глубоко можно, но нужен станок superdrill, который выжигает электродами отверстия на большую глубину. Но у меня и заказчика, такого нет, хотя мысли купить его есть. В целом, если брать китайский, то подъёмно. И оказывать доп. услугу по сверлению таких отверстий. Также прикрепил видео изготовления лотков.
Сами выпора.
С этой формой произошла неприятная ситуация, я допустил ошибку, при черновой обработке. При работе фрезой диаметром 20мм, когда она заканчивала выбирать мясо в одном кармане, должна была подняться на безопасную высоту и переместится в следующий карман. Но она не поднялась и поехала в другой карман через стенку.
А не поднялась, так как, когда я писал программу упустил этот момент, а на симуляции не заметил. Как итог минус шпиндель и патрон. Повезло шпиндель был в Москве и мне отправили его сразу. Продавец вошел в моё положение и продал мне шпиндель подороже:) Но я все равно благодарен. Цена такой ошибки 125 000рублей. До этого момента, у меня не было таких дорогих ошибок.
Форму я подварил. И доделал уже на втором станке, так как форму надо было отдать, через 3 дня. Делать пришлось с передвигом, из-за габарита, который выходил за поле обработки китайского станка.
Следующие детали, будут знакомы любителям страйкбола и кто увлекается оружием. Это приклад к винтовкам типа AR-15.
Особенность этой детали, что выполнена из цельного прутка, то есть центральное отверстие Ф25, просверлено и расточено на глубину 180мм с достаточно приличной чистотой. Обычно для удешевления берут трубу, затем один конец, либо заваривают или делают резьбу под заглушку. Также верхнею часть, делают на винтах.
Раньше это приклад, сначала я делал на токарке, а потом уже фрезеровал. Потом пересмотрел технологию и поменял местами порядок обработки, это привело к удешевления, за счет уменьшения размера заготовки с диаметра 50мм до 40мм.
Скажу сразу, что разработчики и заказчики этой продукции, являются ребята из Москвы, оружейная компания РТМ. Практически вся механическая обработка, проходила через меня, а другие операции, они делали сами. Можно у них на сайте глянуть примеры работ.
Это рукоятки разного типа. Пиллау и нарва.
Вот ,как она стоит на оружие. Фото взял с сайта РТМ. Рукоятка нарва.
Еще один тип рукоятки с крышкой. Короткая. Рукоятка пиллау с крышкой.
А вот так выглядит уже на оружии. Но здесь длинная рукоятка, просто на этой фотографии, хорошо изображена. Фото не моё, взял с сайта.
Вот так они выглядят на станке. На одной из операции.
А это следующая операция.
Вот еще мелкие детальки из стали. Называется кабестан и закладные для него.
Вот так выглядит на оружие.
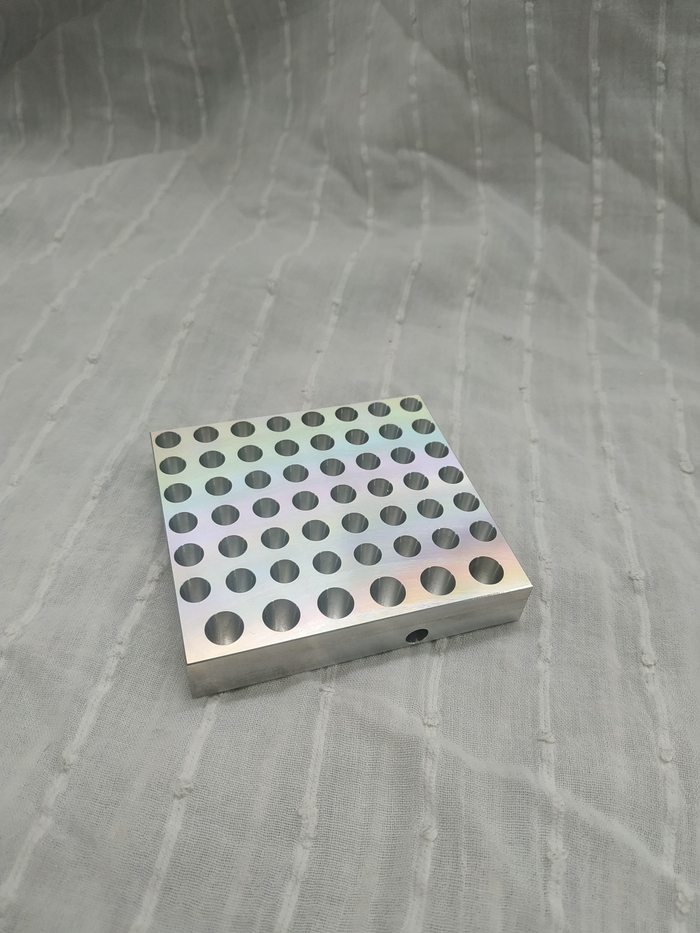
Следующая деталь, это из области ПЦР тестов. Она небольших габаритов и сделано 48 малых лунок и 6 побольше. Основная проблема, это добиться неземной чистоты в лунках, которые сделаны под наклоном. Зачем она там нужна такая, я не знаю, но это доставила много хлопот. Заказчик проверяет каждую лунку и если хоть одна не будет соответствовать, то на переделку. А трудоемкость, просто конь! Есть такая же, но на 96 лунок. Раньше катал шариком, но сейчас из Китая заказал специальные под конус фрезы и буду пробовать ими, это должно улучшить качество и уменьшить трудоемкость.
Дальше пойдут детали назначение, которых я не знаю. Просто дают чертеж или модель и я делаю.
Пожалуй на этом всё. Это лишь малая часть, того, что я сделал. Какие-то фото я нашел у себя в архиве, что-то нашел в цехе и сфотал. Некоторые детали, думаю нельзя выставлять, так как они делаются по кооперации, в которых есть посредник, а то и не один:) Также с одной фирмой, для который я делал значительный объём, подписан договор о неразглашении коммерческой тайны. И штрафы там, конские.
Их есть у нас! Красивая карта, целых три уровня и много жителей, которых надо осчастливить быстрым интернетом. Для этого придется немножко подумать, но оно того стоит: ведь тем, кто дойдет до конца, выдадим красивую награду в профиль!
Устроился обратно на завод, работать технологом-программистом по станкам с ЧПУ, спустя полгода свободного плавания. Как я думал временно... Но нет ничего более постоянного, чем временное и отработал еще 10 лет:) На заводе платили мало, но было комфортно! Много интересных задач, веселые коллеги и ситуации. В какие-то дни, можно было спокойно заниматься своими делами, а в какие-то нужно ударно поработать, иногда задерживался и выходил в выходные. Доплат за это не было, были только отработанные часы, которые можно использовать во время отгулов. Я ходил на работу, как на лабораторные в университете, где ты приходил, рисовал 3D модель, затем писал программу для фрезерного станка и на учебном станке с ЧПУ, делал деталь. В целом ничего сложного казалось бы. Но тут больше роль играем знание технологии обработки различных материал и как они будет себя вести во время обработки и после неё. Параллельно с этим занимался водоочисткой в домах и коттеджах, устанавливал вот такие фильтра. Это простая схема из одного фильтра, внутри которого комплексная загрузка для очистки от железа, марганца и солей жесткости.
Большую часть выходных, проводил в поездках в загородные дома, вокруг Новосибирска и ставил фильтра. Старался делать надежно, чтобы не приезжать повторно из-за пустяка, так как дорога занимало иногда по часу, а то и два в одну сторону. Бывало, все проверишь, что нигде не капает и не течет, но через два дня закапает. Просишь подтянуть, а люди ключ в руках не держали, собираешься и струячишь полтора часа в одну сторону, чтобы подтянуть. Заявки постепенно росли, начал ездить в соседние города на более серьезные заказы. Устанавливал фильтра для пивоварен, кафе, коттеджных поселков и была линия розлива воды на 4м3/час. И так продолжалось несколько лет и я начал уставать.
По хорошему надо нанимать людей для монтажа, но очень тяжело делегировать, а особенно, когда ты видишь, что делают не так, как ты хочешь. Пробовал пару раз. Один человек просто сломал блок управления фильтром и я поехал за новым. Другой раз отдал знакомому монтажнику, полностью сделать под ключ. Как результат, мне пришлось за ним переделывать и значительно, он накосячил будь здоров. Хотя он мне помогал на крупных проектах и по сути, он стал после меня делать монтажи самостоятельно. До этого, он только продавал это оборудование, но просил его научить. Видно не всё запомнил или просто отнеся пофигистичеки. Отвечать все равно не ему.
Постепенно приходило осознание, что надо выбирать между заводом и водоочисткой. Но бросать завод после неудачного опыта, было мягко, говоря сыкотно. Плюс кредит на машину, жена в декрете уже со вторым ребенком, отсутствие собственного жилья и денег, которых всегда в притык. Накопить финансовую подушку безопасности не получалось.
На заводе мне говорили про повышение, но я дал понять, что мне это неинтересно, так как разницу в зарплате, можно было компенсировать установкой простого фильтра. Прикол начальника бюро, что если твои подчиненые не справляются, в силу того, что их тупо мало, то делать должен ты сам. Плюс меня всегда напрягало, уговаривать людей выходить в выходные и праздничные дни, задерживаться после рабочего дня. Мне пиздец, как неловко это делать. Вот если бы за деньги просить выйти, другой разговор, но оплачивать сверхурочные, руководство не горело желанием. Думаю, это было самое сложное для меня, когда был руководителем. Ведь ты понимаешь, что люди выйдут в выходные или праздничные дни, сделают аварийную деталь, а в понедельник, она нахер никому не нужна, так как появилась новая информация, что нужна другая. Или токарь который, вместе со всеми должен был выйти в выходной и сделать её после твоей операции, тупо не вышел и ничего страшного не произошло! И когда такое происходит довольно часто, просить кого-то выйти, что мол это важно, ну такое себе.
Не знаю сколько бы я еще находился в такой ситуации, если бы не случай. Копаясь на профильной форуме по металлообработке, наткнулся на объявление о необходимости оценить и сделать детали. Посмотрев и посчитав её трудоемкость в часах, сходив в цех и узнав расценки у рабочих. Назвал цену заказчику, его она устроила. Написал программы и техпроцесс для её изготовление. Отдал рабочим, выполнил первый свой заказ. Заказчику понравилось качество. Со временем он начал увеличивать партии и номенклатуру деталей, объемы начали расти. Плюс я проводил технологический контроль его 3Д моделей. Так как не всегда конструктор понимает, как происходит обработка детали. И чтобы сделать её максимально дёшево, надо проверять деталь на технологичность изготовления. Самое популярное это отсутствие радиусов скругления от диаметры фрезы. А это зачастую просто неизбежно, а чтобы их убрать, надо делать дополнительные установы, а это приводит к удорожанию детали. В ходе такой проверки, выясняется, что радиуса не мешаются и вместо нескольких установок в тисках, достаточно двух.
Теперь я работал на трех работах и начал потихоньку накапливать деньги. Но для себя решил, что буду заниматься металлообработкой и надо уходить от изготовления деталей на заводе. На полноценный фрезерный станок с ЧПУ, мне денег не хватало, я решил собрать его сам. Благо возможности завода позволяли это сделать. Поскольку времени не хватало, проектирование и изготовление станка заняло 4года, также пришлось взять кредит на его комплектующие. За это время я оброс еще парой заказчиков и потихоньку начал завязывать с водоочисткой, так как постоянно приходилось писать программы и техпроцессы. Честно говоря за эти годы, я набрался больше опыта, чем за прошлые 6-7лет. Мне пришлось разбираться с термичкой, гальваникой, шлифовкой, токарной, расточкой и электроэрозионной обработкой. Раньше когда писал программы для фрезерного оборудования, не было времени и нужды ходить на другие участки и просвещаться. В основном брал в работу фрезерные детали, но иногда необходимо была дополнительная обработка и тогда я шел на участок и общался с рабочими, читал книги и специализированные форумы, чтобы лучше понимать специфику.
Написал уже прилично, на этом закончу вторую часть:)
Уже почти закончил свое пятилетнее обучение на данную специальность, и у меня появился вопрос: Какова же реальная зарплата работников данной специальности, ведь авито и другие приложения поиска работ показывают прям заоблачные зарплаты. Если вы вдруг работаете оператором станков с ЧПУ по металлообработке, то могли бы поделиться со мной, сколько заработаете
Всем привет. Давненько ничего не постил.) Тем временем погода стала теплее, май на носу, а количество симпатичных девушек в юбочках стремительно растет.)) Видимо все дело идет к душевным шашлычным посиделкам дружеских компаний и романтических уютных вечеров у костра или мангала.
По этому поводу я подготовил несколько макетов новых мангалов для лазерной резки в наиболее удобных форматах dxf cdr dwg. К мангалам добавил еще 3 модели вертикальных мангалов, опахало разной формы, переноску для дров и дровницу в виде медведя. Также в папке найдете логотипы авто и контур пламени для декора. Файлы редактируются в любой САПР.
Времени на разработку уходит много - поэтому не забываем лайки и репосты!) Чертежи вы можете скачать бесплатно. Но если уж заливаете мои работы на своих площадках - укажите автора макета или ссылку trofitec.by, мне будет приятно.
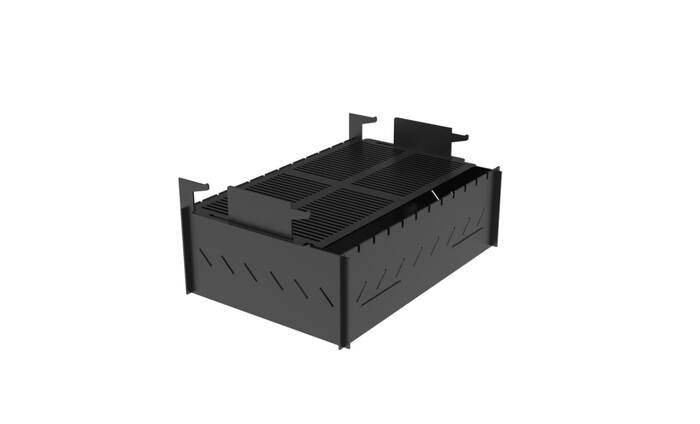
Ниже рендеры новых моделей. А еще в подборке вы найдете полезное дополнение в виде опахала разной формы/
1/7
Мангал, вертикальный мангал, разборный и сборный мангал. Чертежи для лазерной резки
Скачать бесплатно файлы этой свежей подборки вы можете с Яндекс.Диска. Но подписчики моего телеграм канала раньше всех узнают про обновления и раньше всех могут скачать бесплатные чертежи, макеты и 3D модели. Ниже креплю фото от подписчика из Санкт-Петербурга с готовым мангалом разборным по одному из макетов новой подборки. Он также отлично зайдет как и костровая чаша.
1/6
Мангал, костровая чаша. Чертежи для лазерной резки. Макет для ЧПУ
Также оставляю ссылку на общую папку с разными мангалами из моего архива. Там вы найдете мангал в виде оленя, в виде льва и некоторых других животных. Также есть другие интересные мангалы, почти все нарезались, но некоторые на плазме некоторые на лазерном ЧПУ поэтому пазы под одну толщину металла в разных мангалах могут отличаться. Проверяйте файлы из этого старого архива на всякий случай перед запуском в работу.
== Мои контакты Рад коллегам конструкторам, инженерам и дизайнерам изделий - наш уютный чатик в телеге. Нахожусь в Минске, открыт к сотрудничеству и рассмотрю любые предложения. Если хотите заказать разработку чертежей или 3Д моделирование - вопросы по телефону: +375447005477 А1/Viber/Whatsapp/Telegram.
Выспаться, провести генеральную уборку, посмотреть все новые сериалы и позаниматься спортом. Потом расстроиться, что время прошло зря. Есть альтернатива: сесть за руль и махнуть в путешествие. Как минимум, его вы всегда будете вспоминать с улыбкой. Собрали несколько нестандартных маршрутов.
Можно поставить мониторинг станков(например, DPA - rundpa.com). Глобально проблему не решит, но: - поможет снизить поломки, за счет полной информации о состояниях станка, аварийных остановках, ошибках; - можно повысить производительность, за счет выявления узких мест; - передавать УП через DPA. и еще много всего.
У нас есть так же много контактов поставщиков станков, пишите, поможем, чем сможем.