Очень много вопросов и комментариев возникает о том, как работает наше предприятие, как устроены те или иные процессы. Ниже постараемся в кратком виде рассказать, как работает станкостроительный завод.
Наш завод - "Саста" - практически 50 лет производит металлообрабатывающие станки: токарные, трубонарезные, специализированные, а, с 2020 года, еще и фрезерные.
На предприятии оборудование производится по принципу замкнутого цикла:
1. Оборудование разрабатывается в собственном конструкторском бюро;
2. Далее чертежи передаются технологам, которые выстраивают производственные процессы;
3. Основные станочные узлы отливаются в собственной литейке;
4. Далее они обрабатываются в механическом цеху;
5. Ответственные узлы (шпиндельные бабки и тп) собираются на участке крупноузловой сборки;
5. Листовые детали, облицовка, транспортеры и тп изготавливаются на сварочно-заготовительном участке;
6. Монтажом электрошкафов и разводкой электрики занимается участок электромонтажа. Причем в станках мы используем как иностранные ЧПУ (Siemens, Fanuc), так и российскую "Мехатронику" - все по запросу заказчиков;
7. После этого станок попадает на сборку и покраску;
8. Готовый станок тестируется в работе в течение 96 часов, упаковывается и отправляется заказчику.
Ну а ниже - иллюстрация всех процессов с расшифровкой 😀😀😀
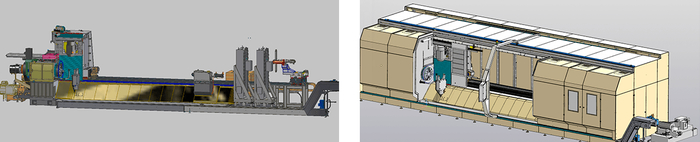
Конструкторско-технологический центр "Састы"
КТЦ - это мозговой центр завода, где рождаются новые станки, в том числе уникальные.
В 2020 году был сдан тяжелый токарный центр СА1350 для одного из оборонных предприятий нашей страны. Конструкторская документация была полностью разработана специалистами "Састы". В текущем году ведутся работы по проектированию и изготовлению еще более сложного и тяжелого станка. Помимо этого специалистами отдела в 2020-2021 гг разработана новая линейка наклонно-токарных обрабатывающих центров НТ250, НТ500, НТ700 и НТ1000, а также новый для "Састы" вид оборудования - широко-универсальные фрезерные станки и фрезерные станки с ЧПУ.
С 2020 года на предприятии внедрена корпоративная информационная система планирования производства ERP. Система обеспечивает единую цифровую среду для решения конструкторских, технологических, производственных, логистических и оперативных задач, а также задач контроля качества выпускаемой продукции. Сегодня на предприятии построен сквозной инженерно-производственный информационный контур.
О литейке есть отдельный пост, так что не будем повторяться. Можно отметить, что мощность литейного передела - 250 тонн чугунного литья в месяц. Да, по сравнению с литейными гигантами, объемы не очень большие. Однако они покрывают собственные нужны (литье основных станочных узлов), плюс также "Саста" отливает сторонние заказы (нефтегаз, сцецтехника, сельхоз техника, другие станкопроизводители).
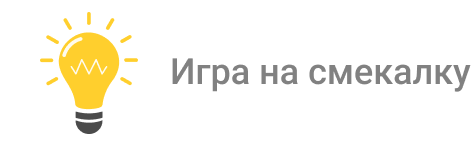
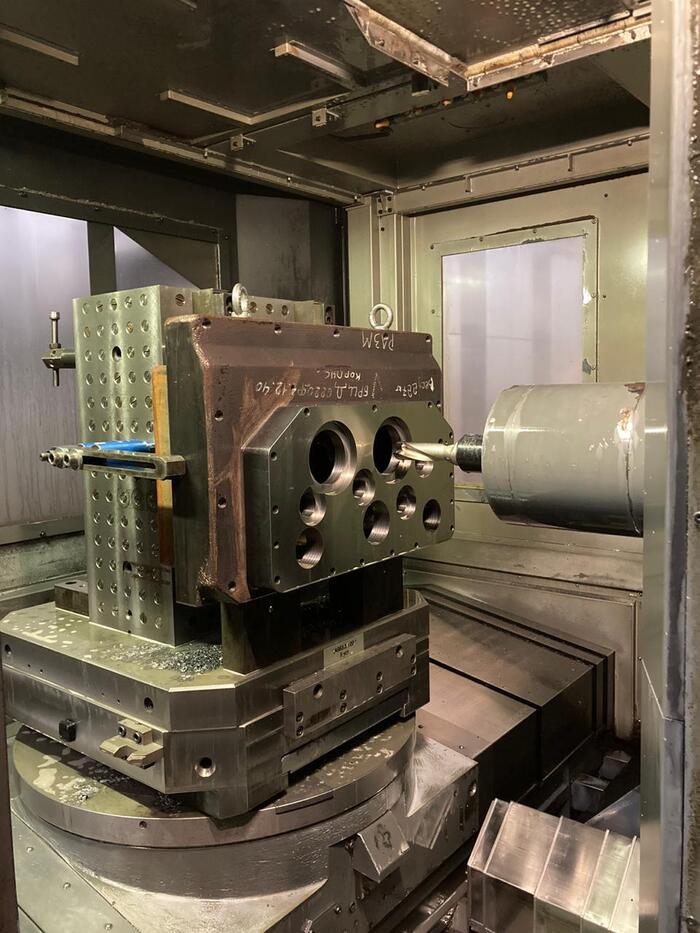
Механообрабатывающий цех
Это, без сомнения, сердце завода. Станочный парк завода насчитывает более 200 единиц оборудования.
На сегодняшний момент происходит модернизация и техническое перевооружение производства. За последние 3 года приобретено и запущено в работу следующее оборудование:
• 4-х валковая гидравлическая листогибочная машина с ЧПУ DAVI МСА;
• Установка гидроабразивной резки F.O.R.T. Т6000;
• Станок лазерной резки с ЧПУ BYSMART FIBER 3015х2000.
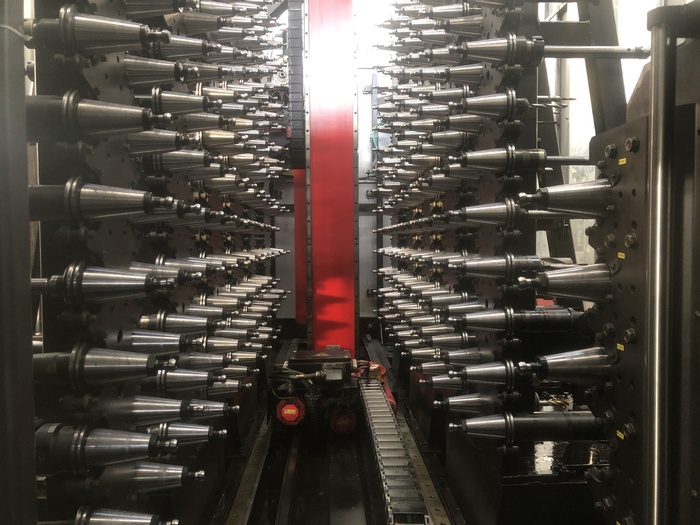
• Продольно-фрезерный обрабатывающий центр PC4226;
• Токарно-фрезерные обрабатывающие центры пр-во F.O.R.T. MT52 и МТ65;
• Плоскошлифовальный обрабатывающий центр SZ-7500х2500;
• Горизонтально-расточной обрабатывающий центр HВМ-4T.
Основные функциональные зоны: заготовительный участок, механообрабатывающий цех, сварочный участок, термический участок.
Габариты максимально устанавливаемых заготовок:
• Токарная обработка: Ø от 40 до 1000 мм, длиной до 4500 мм;
• Фрезерная обработка: = 2000х5000 мм;
• Шлифовка деталей:
- Круглошлифовальные станки Ø = 560 мм;
- Внутришлифовальные станки Ø =100 мм;
- Плоскошлифовальные станки = 630х2000 мм;
- Продольно-шлифовальные станки = 2000х7000 мм;
• Расточная обработка: = 2000х2500 мм;
• Заготовительная группа:
- Установка гидроабразивной резки = 1600х3200 мм;
- Лазерное оборудование = 1620х3150 мм;
- Листогибочные станки;
• Механосборочные работы:
сборка узлов и конструкций и механизмов.
Термический участок
- Закалка детали Ø = 500 мм;
- Закалка направляющих длиной до 4000 мм.
Сборочное производство
Об этом есть отдельный пост. Хотелось бы остановиться только на крупноузловой сборке основных ответственных станочных узлов.
На заводе мы САМИ производим и собираем:
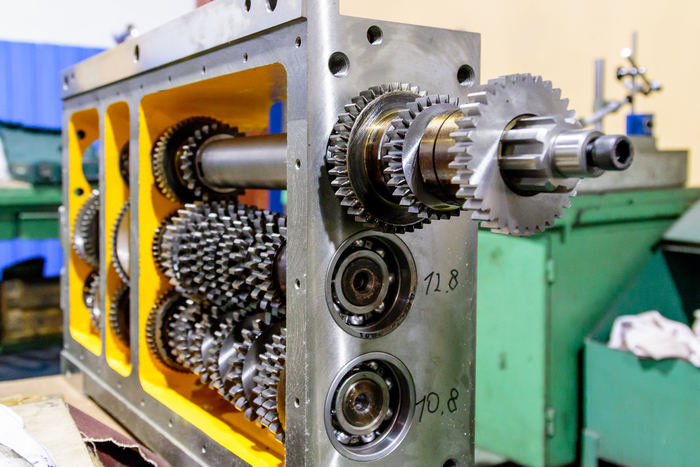
• Шпиндельный узел в сборе, включая зубчатые шестерни и балансировку;
• Суппорт в сборе, включая все литые и мелкие детали (более 50 деталей);
• Заднюю бабку в сборе, включая все литые детали, пиноль и червячную пару (более 20 деталей).
Остальные менее технические сложные изделия для станков также производим и выпускаем сами.
Также производим монтаж электрошкафов и разводку электрики.
Покрасочный участок
После сборки основных станочных узлов и тестирования оборудование отправляется в покраску, упаковку и далее - на предприятия наших заказчиков!