Опять же, вторая часть исследования. Не теряйте время, если вам не интересны подробности схемотехники светодиодных ламп. Да, это очень специфическая штука, которой мы тут занимаемся.
Ну а если вы все же отважились ознакомиться с этим исследованием, то вас ждет измерение светового потока, разбор лампы, измерение температура и разбор электрических компонент лампы.
Сравнение собственных образцов вооружения и снаряжения с принятыми на снабжение у врага всегда заботило не только рядовых бойцов, но и высшее командование, поэтому всю Великую Отечественную войну в тылу и на фронте трофеи тщательно изучались и испытывались. В наши дни большое количество публикаций традиционно посвящается сравнительным испытаниям танков, самолётов, стрелкового оружия. Тем не менее интересно узнавать о подобных испытаниях и более утилитарных, но не менее важных предметов солдатского снаряжения. Простой вопрос: чей шлем лучше — советский или немецкий? Ответ на него дала работа комиссии Главного интендантского управления Красной армии в январе-феврале 1943 года. Первый массовый советский стальной шлем СШ-36 появился в РККА в 1936 году, и уже к концу года стало очевидно, что он обладает массой недостатков. Наиболее принципиальными из них были хрупкость стали и низкая пулестойкость в местах гибки. Попытки усовершенствования каски привели к появлению ряда экспериментальных образцов, некоторые из них проходили войсковые испытания.
Советский стальной шлем СШ-40
В июне 1939 года на снабжение РККА приняли стальной шлем СШ-39, который был избавлен от большинства недостатков СШ-36. Однако начавшаяся война с Финляндией показала, что подтулейное устройство СШ-39 не позволяет надевать его вместе с тёплым головным убором, а имевшиеся специальные шерстяные подшлемники для ношения с СШ-39 в сильные морозы не спасают от холода и обморожений. Поэтому были начаты работы по усовершенствованию подтулейного устройства СШ-39, что привело к выпуску в декабре 1940 года партии СШ-39 с новым подтулейным устройством. Впоследствии эта модификация получила индекс СШ-40. В июне 1941 года СССР вступил в войну, используя три типа касок: СШ-36, СШ-39 и СШ-40. Первые два типа к тому моменту уже не производились, но были в войсках в больших количествах. Нацистская Германия к моменту нападения на СССР имела в войсках гораздо большее количество моделей стальных шлемов — от касок времён Первой мировой войны М16, М17 и М18 до более современных М35 и М40.
Немецкий стальной шлем образца 1935 года
Основными боевыми шлемами немецких солдат на фронтах в 1941 году были М35 и М40. Старые модели почти не использовались на передовой, но не были редкостью в тыловых подразделениях. Это объясняется тем, что они не удовлетворяли армию по целому ряду параметров, в том числе из-за слабой пулестойкости. Стальной шлем нового образца приняли на вооружение сухопутной армии и флота Германии 25 июня 1935 года, дав ему наименование «стальной шлем модели 1935 года», сокращённо М1935 (или просто М35). Базовая конструкция М35 была подобна шлему образца 1916 года М16, но новая модель имела более короткие поля и козырёк, иные вентиляционные втулки и меньший вес. 29 октября 1938 года был запатентован проект модификации М35. Она заключалась в технологических упрощениях производства и замене легирующего элемента в химическом составе стали. Эту модификацию приняли на снабжение только 26 марта 1940 года. Модернизированный стальной шлем модели 1935 года получил обозначение «стальной шлем модели 1940 года» (также М1940 или М40).
Немецкие солдаты в касках М35 или М40.
В первый год войны стало очевидно, что быстрой победы не добьётся ни одна из сторон. В армию призывались миллионы солдат, которых необходимо было экипировать и вооружить. Резко требовалось увеличить производство всех предметов снаряжения, в том числе стальных шлемов. В такой обстановке требовалось максимальное удешевление и технологичность производства, и по обе стороны фронта велись работы в этом направлении. Параллельно для соответствия требованиям массового производства военного времени искали замену дорогим и дефицитным легирующим добавкам в составе стали, по возможности не в ущерб защитным свойствам готовых изделий. В Германии результатом стало принятие на снабжение 6 июля 1942 года «стального шлема модели 1942 года» (также М1942 или М42). Серийно первые шлемы M42 произвели 1 августа 1942 года. Они были технологичнее в производстве, имели упрощённый состав стали. М42 использовался в немецкой армии наряду с М35 и М40 до конца войны, постепенно заменяя их.
Советские солдаты в касках СШ-39 и СШ-40.
В СССР работы были направлены на уменьшение технологических операций при изготовлении. Для поиска нового состава стали использовались наработки довоенного времени: в 1936–1940 гг. над этим совместно работали инженеры ленинградского НИИ № 13 и металлургического завода г. Лысьва (в документах назывался по-разному: завод имени газеты «За индустриализацию», «ЗИ», «За Индустрию», «Имени газеты Индустрия», «Индустрия», завод № 700 наркомата чёрной металлургии, ЛМЗ). Итогом этих работ стала углеродистая кремний-марганцево-никелевая сталь 36СГНА (36СГН), ставшая основной для стальных шлемов РККА. Эта сталь на заводе получила обозначение И-1 и использовалась не только для касок, но и для нагрудников. Сталь имела в составе дорогие и дефицитные легирующие добавки, в которых с началом войны стала ощущаться нехватка. Именно этим добавкам и требовалось найти замену. Весной 1942 года было предложено несколько вариантов сталей для замены И-1, причём испытание сталей-заместителей делалось сразу на опытно-валовом производстве: из опытной стали выпускались огромные партии стальных шлемов, которые тут же шли в войска. Так была принята испытанная в 1939 году сталь 36СГА (36 СГ), получившая обозначение И-2. Эта сталь имела в своём составе гораздо меньше никеля, чем И-1, и незначительно уступала ей по пулестойкости. Всего предлагалось испытать и было испытано 14 вариантов марок сталей, но при улучшении обстановки со снабжением в конечном итоге вернулись к исходной И-1.
Немецкие шлемы с засчитанными пробитиями (РГАЭ)
В ходе боевых действий у солдат воюющих сторон возникает частый и закономерный вопрос: чьи оружие и снаряжение лучше? Какие-то образцы, считающиеся лучшими, становятся желаемыми трофеями и находят применение в быту и бою — примеров тому масса. Аналогичная мысль посещала на фронте не только рядовых солдат, но и высшее руководство страны. Часто такое сравнение реальных трофейных образцов с собственными давало пищу для размышлений и служило толчком к работам по совершенствованию и созданию новых видов оружия и экипировки. В декабре 1942 года по распоряжению члена Государственного комитета обороны СССР А. И. Микояна сформировали комиссию под руководством заместителя Главного интенданта Красной армии генерал-майора Я. С. Колесова. Её задачей было сравнительное испытание стальных шлемов отечественного и немецкого производства. В комиссию вошли представители главного интендантского управления (ГИУ КА), наркомата чёрной металлургии (НКЧМ) и завода № 700 НКЧМ, а также броневой лаборатории НИИ № 13 наркомата вооружений (НКВ). Испытания проходили в два этапа: первый состоялся 10–16 января 1943 года в тире завода № 700 в Лысьве, второй — 7–12 февраля на Научно-исследовательском полигоне стрелковых вооружений Главного артиллерийского управления (НИПСВО ГАУ КА) в подмосковном Щурово. Испытанию подвергались СШ-40, сделанные из сталей марок И-1 и И-2, а также трофейные немецкие шлемы.
Корпуса СШ-40 после испытаний (РГАЭ)
К сожалению, трофейные немецкие шлемы не были разобраны по типам и одинаково испытывались все, хотя между шестью разными моделями (M16, M17, M18, M35, M40 и M42) была существенная разница. Сделать такое предположение позволяет таблица-реестр корпусов немецких шлемов, из которой видно, что испытывались шлемы разных размеров, а в таблице с определёнными на заводе № 700 и НИПСВО химическим составом стали и твёрдостью видно, что это каски разных типов. Местами в таблице вместе с размерами шлемов указана заводская маркировка, из чего следует, что это были каски разных заводов. Испытания не подразумевали только определение химического состава и твёрдости материала касок. Наиболее интересная их часть — обстрел и близкие подрывы боеприпасов — давала представление о том, чья каска лучше. Стрелять на первом этапе испытаний предполагали из 7,62-мм винтовки Мосина обр. 1891/1930 г. патроном с приведённым зарядом (рассчитанным на дальность 800, 900 и 1000 м) пулей обр. 1908 г. из-за небольшой длины тира завода № 700 и из 7,62-мм револьвера Нагана обр. 1895 г. «Наган» с дистанции 10 м.
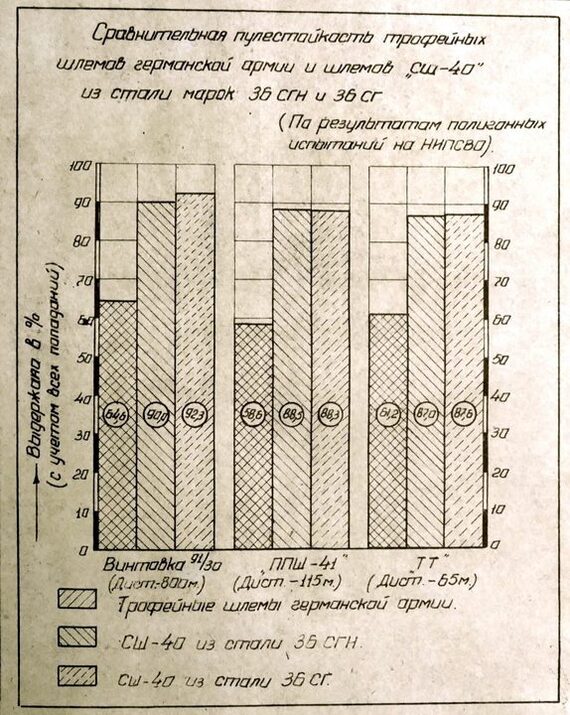
Сравнительная пулестойкость СШ-40 из сталей 36СГН и 36СГ и немецких шлемов (РГАЭ)
На втором этапе, на полигоне, стреляли из винтовки уже полноценным зарядом той же пулей на дистанциях 800, 900 и 1000 м, обстреливали из ППШ боевыми патронами с дистанции 115 м, из ТТ с дистанции 65 м. Под конец испытаний подрывали 82-мм миномётные мины на расстоянии двух метров. Обстрел в тире и на полигоне вёлся по незакреплённым корпусам шлемов без подтулейного устройства с трёх сторон: лобовой, боковой и затылочной части. Зачёту в тире подлежали только попадания в определённую область шлема, не засчитывались касательные попадания, попадания ближе 20 мм от предыдущего или от заклёпки/отверстия для вентиляции. На полигоне требования к засчитанным попаданиям были мягче из-за более приближенных к реальности условиям. Глубина вмятин у шлемов, выдержавших испытания, замерялась, результаты фиксировались в двух журналах параллельной записи, вдобавок в тире завода № 700 дополнительно фиксировалась скорость каждого выстрела патроном с приведённым зарядом. Такие достаточно жёсткие условия испытаний позволили объективно оценить качество продукции завода № 700 в сравнении с немецкими касками. На испытания было подано СШ-40 из стали 36СГН 620 штук, из стали 36СГ — 298 штук, немецких шлемов — 270 штук. Наравне с этими шлемами были испытаны опытные СШ-40, изготовленные по новой технологии однопереходного штампования: из стали 36СГН — 100 шлемов, из 36СГ — 60. Часть СШ-40 была сделана с утолщёнными стенками. Задач у испытаний было несколько, решали целый спектр вопросов: Соответствуют ли штатные шлемы СШ-40 техническим условиям? Какова сравнительная пулестойкость сталей 36СГН и 36СГ? Каковы преимущества и недостатки у шлемов с увеличенной толщиной стенок по сравнению со штатными (1,14–1,22 мм против 1,20–1,38 мм)? Какова сравнительная пулестойкость отечественных и немецких шлемов? Достаточно ли отработаны технические условия на производство шлемов из стали 36СГ и можно ли их утвердить как постоянные?
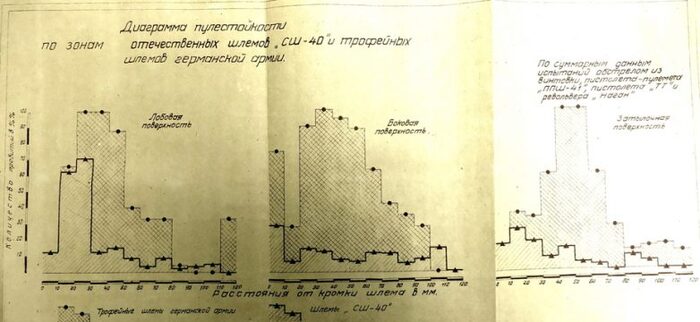
Сравнительная диаграмма пулестойкости по зонам СШ-40 и немецких касок (РГАЭ)
После проведения испытания оказалось, что штатные шлемы СШ-40 из стали 36СГН полностью удовлетворяют техническим условиям, как военного, так и довоенного времени. При этом отмечалось, что ТУ военного времени в части отбора процента шлемов из партии для проб следует отменить и вернуть довоенные, так как это «является менее надёжным критерием для оценки качеств шлемов». В процесс обстрела было получено попаданий: из винтовки приведённым зарядом — 990, из винтовки нормальным зарядом — 462, из револьвера — 171, из ППШ — 811, из ТТ — 552. Обстрел показал, что сталь 36СГ почти равноценна стали 36СГН и обеспечивает пулестойкость, требуемую по действующим ТУ. Комиссия сочла возможным применение единых ТУ на стали 36СГ и 36СГН. Решили, что сталь 36СГ возможно допустить к валовому производству наравне с 36СГН. Технологию изготовления СШ-40 на заводе № 700 (операции штамповки, термообработки) комиссия сочла правильной. Отмечалось, что толщина стенок значительно влияет на пулестойкость, и шлемы с увеличенной толщиной стенок обладают лучшей пулестойкостью. Поэтому рекомендовалось установить минимальную толщину заготовки 1,20 мм, а максимальную — 1,41 мм. Это соответствовало повышению среднего веса корпуса СШ-40 2-го роста на 55 граммов. Было установлено, что пулестойкость шлемов отечественного производства значительно выше пулестойкости трофейных шлемов при всех видах испытаний обстрелом. Это объяснили значительным преимуществом конструкции корпуса СШ-40, у которого, в отличие от германских шлемов, единственным ослабленным местом назывался радиальный переход от козырька к лобной стенке корпуса (полоска шириной 8–10 мм). У немецких касок ослабленных зон оказалось значительно больше, что хорошо было видно по местам пробитий.
При обстрелах из винтовок на дистанции 800 м пулей образца 1908 года у советских касок было 7,7–10% пробитий, а у немецких — порядка 34,5% (с учётом всех попаданий, как зачётных, так и нет). При стрельбе из ППШ немецкие каски были пробиты в 41,4% случаев, а советские — в 11,5–11,7%. ТТ дал 38,8% пробитий у немецких шлемов против 12,4–13,0% у советских, «наган» — 29,0% пробитий у немецких касок… В заключении комиссия посчитала, что необходимо продолжить поиски более пулестойких марок стали, заниматься усовершенствованием технологии производства шлемов и доводить конфигурацию стального шлема до повышения пулестойкости. Кроме того, улучшить конструкцию подтулейного устройства. Нам же остаётся констатировать: несмотря на то что отбор немецких касок нельзя назвать идеальным, результаты сравнения оказались в пользу советских стальных шлемов. * Статья написана с использованием материалов РГАЭ.
Немецкий стальной шлем: второе поколение
Изменение после Первой мировой войны взглядов на роль пехоты в войне, увеличение её мобильности, отказ от позиционных боёв, при которых максимальная защита головы была главной функцией шлема, породили новые требования к его внешнему виду и степени защиты. Это привело к разработке новых образцов немецких «штальхельмов», которые в целом унаследовали форму своих предщественников.
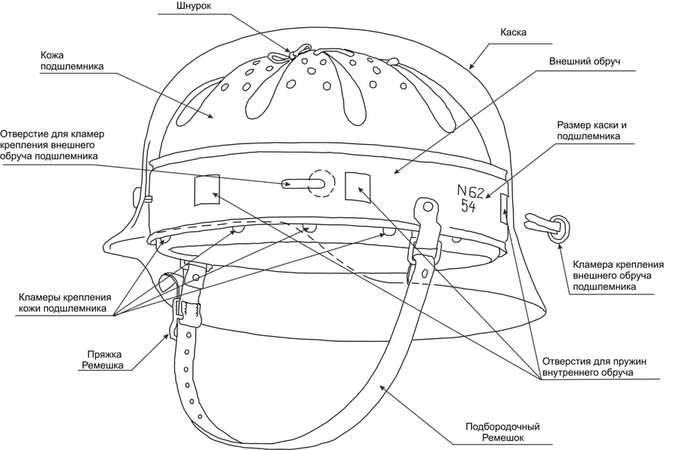
Подтулейное устройство образца 1931 года
Значительное количество немецких стальных шлемов, выпущенных в годы Первой мировой войны, было уничтожено согласно условиям Версальского мирного договора, но в межвоенном немецком рейхсвере, тем не менее, оставалось достаточно много касок разных моделей. В процессе их эксплуатации подтулейные устройства или, как их принято называть, подшлемники, приходили в негодность, рвались и требовали ремонта или замены. К определённому моменту вопрос о разработке нового, единого для всех образцов немецких касок подтулейного устройства, стал очень актуален.
14 ноября 1934 управление вооружений и снабжения немецкой армии приняло решение заменить все типы подшлемников для касок М16, М17 и М18, использовавшиеся на тот момент в войсках, на единую улучшенную систему подшлемника, получившую в войсках обозначение «подтулейное устройство образца 1931 года» (Innenausstatung 31, М1931). Разработан и запатентован этот тип подшлемника был в 1929 году фирмой Шуберт-Верке из Брауншвейга (Schuberth-Werke Braunschweig).
Схема установки подшлемника образца 1931 года в каске
Изначально для войсковых испытаний, которые проводились в 1931-1934 гг., была произведена небольшая партия новых подшлемников. По результатам тестов было принято решение о принятии подшлемника образца 1931 года в качестве единого образца и использовании его в немецкой армии для замены подшлемников во всех типах касок, а также установки во вновь произведенные шлемы.
Официальное принятие армией подшлемника М1931 совпало с тестированием опытного образца шлема M35, который разрабатывался для использования с этим типом подтулейного устройства. Решение о передаче контрактов на производство этого типа подшлемника другим фирмам, помимо Schuberth-Werke, было принято в 1938 году, одновременно с началом массового производства шлема М35.
У подшлемников, произведённых между 1931 и 1934 годами, на внешний обод ставилось клеймо «1931», что означало модель подшлемника. Начиная с 1935 года, маркировка была изменена – на подшлемники стал наноситься фактический год изготовления.
Подшлемник образца 1931 года
За время производства подшлемника образца 1931 года было проведено две незначительных модификации в конструкции, с которыми подшлемник использовался до мая 1945 года.
Подшлемник образца 1931 года имел сложную конструкцию и сильно отличался от более ранних образцов. Конструкция подшлемника учитывала пропорции головы человека, т.е. применялся индивидуальный подход. У каждого солдата измерялась длина окружности головы (размер головы) и подбирался соответствующий подшлемник, который, в свою очередь, определял размер каски, в которую он мог устанавливаться. В каску одного размера можно было установить подшлемник двух размеров.
Каждое из двух колец, из которых состоял подшлемник, клеймилось число, обозначающим размер подшлемника в сантиметрах. Внешнее кольцо, крепившееся к каске, имело клейма завода-изготовителя с одной стороны и размеры каски и головы – с другой. Клеймо, в котором указывался размер каски и головы, писалось либо в строку, либо в виде дроби, и имело в своём составе буквы n.A., что означало сокращение от «neues Art» – новый стиль (тип).
Маркировка внешнего обода: клейма размеров (вверху) и клейма фабрик (внизу)
Индивидуальный подход, который предусматривала конструкция подшлемника образца 1931 года, с одной стороны, обеспечивал удобство ношения каски, с другой – не позволял в случае необходимости использовать подшлемник от каски другого размера. Это накладывало эксплуатационные ограничения: солдат, перепутавший свою каску с чужой, не мог её использовать, если подшлемник был не его размера. По той же причине затруднялся полевой ремонт касок.
Конструкция подшлемника образца 1931 года состоит из двух металлических полос-ободов, расположенных один внутри другого, скреплённых друг с другом металлическими полосами-пружинами.
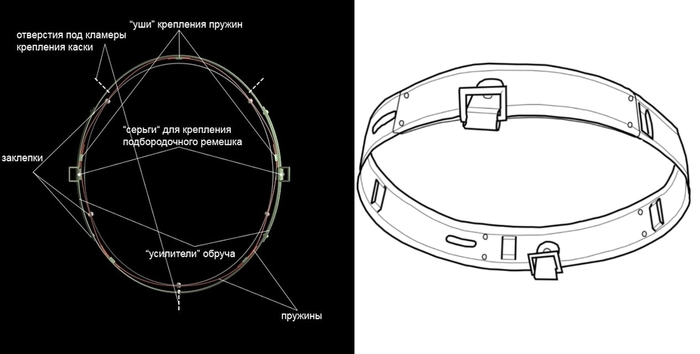
Схема устройства подшлемника образца 1931 года
Во внешнем ободе выштампованы отверстия для крепления подшлемника в каске: одно круглое на затылке и два спереди, продолговатые и симметрично расположенные относительно заднего. Форма отверстий обусловлена тем, что отверстия для подшлемника на касках М16, М17 и М18 могли иметь разное расположение из-за несовершенства технологии производства. Все вместе эти отверстия делят окружность внешнего обода на три примерно равных части.
Отверстия для крепления подшлемника в каске: боковое (слева) и заднее (справа)
Помимо этих отверстий, во внешнем ободе выштампованы пять «ушей» для зацепа пружин, которые, в свою очередь, держат внутренний обод. Также к внешнему ободу на заклепках крепились металлические «серьги» – держатели D-образных колец, к которым крепился подбородочный ремешок.
Внутренний обод крепился к внешнему посредством пяти металлических пластинчатых пружин с закругленными краями. К внутреннему ободу пружины крепились одной заклепкой в центре. Они вставлялись в «уши» внешнего обода, причем, в одно «ухо» вставлялись две соседние пружины. Пружины окрашивались краской или грунтовались для предотвращения их коррозии. Все металлические детали подшлемника изготавливались из алюминия и его сплавов.
Крепежные элементы (кламмеры) для фиксации подшлемника в каске (слева) и фиксации кожаной части подшлемника (справа)
В свою очередь, к внутреннему ободу посредством 12-13 специальных алюминиевых заклепок-кламмеров крепилась кожаная часть подшлемника, которая соприкасалась с головой солдата. Это была полоса кожи с лепестками, стягивающаяся сверху шнурком. В каждом лепестке пробито пять отверстий для вентиляции и одно для продевания стягивающего шнурка.
Для предотвращения перетирания и растягивания кожи о край внутреннего обода изнутри к ней пришита полоса шерстяного сукна. Число лепестков – от семи до девяти – зависело от размера подшлемника. Часто встречаются разрезанные пополам лепестки. Для изготовления подшлемников использовалась свиная кожа. Кожанае детали изготавливалась по заказу субподрядчиками и поставлялись изготовителю подшлемников для окончательной сборки. На кожаной части ставилось чернильное клеймо, на котором указывался размер и (иногда) фирма-производитель.
Полоска сукна на коже подшлемника
Первая модификация подшлемника образца 1931 года официально была предложена 20 января 1938 года, когда фирма Werner Zahn Berlin получила патент на улучшенную конструкцию. Заказ от армии последовал 8 февраля 1938 года.
Модификация была необходима из-за выявленных в процессе эксплуатации недостатков: после принятия в войсках шлема M35, из сухопутных войск и люфтваффе стали поступать жалобы на деформацию внешнего обода подшлемника в местах крепления «серёг» для подбородочного ремешка. Часто происходил либо загиб обода, либо вырывание «серьги». Случалось это из-за нагрузок, создаваемых подбородочным ремешком, когда солдат цеплял за него каску на предметы амуниции или снаряжения на марше.
Модификация заключалась в укреплении внешнего обода посредством приклепывания к нему металлической полосы-усилителя в том месте, где крепились «серьги» для подбородочного ремешка. Это придало дополнительную жесткость внешнему ободу и усилило конструкцию в целом. Клейма внешнего обода (фирма производитель и размер) перекочевали на эти пластины. Все фирмы-производители ввели эту модификацию в течение 1938 года. Единственной фирмой, которая продолжала производить не модифицированный подшлемник образца 1931 года, оставалась Max Densow Berlin Kofferfabrik.
Подшлемник образца 1931 года после модернизации
В 1940 произошла вторая модификация в конструкции подшлемника образца 1931 года. Заключалась она в том, что металлические детали подшлемника стали производиться из оцинкованной стали. Также были изменены D-образные кольца крепежа подбородочного ремешка: острые углы были сглажены, им придали закругленную форму.
Подшлемники, изготовленные с использованием оцинкованной стали, были более прочными, отпала необходимость в пластинах-усилителях, предложенных в первой модификации – произошел возврат к изначальной конструкции, но с использованием другого материала. Во время перехода от алюминиевых к стальным деталям некоторые фирмы продолжали использовать старые запасы со складов, поэтому появились подшлемники, изготовленные из стальных и алюминиевых деталей одновременно.
Одновременно с введением в производство второй модификации, произошла модификация шлема М35. Стальными подшлемниками укомплектовывались каски М40 и М42.
Большинство фирм закончило производить алюминиевые подшлемники до конца 1940 года, но Werner Zahn продолжал производство подшлемников первой модификации из алюминия до 1943 года. Из-за большого количества произведенных алюминиевых подшлемников ими комплектовались каски М40 1940 и 1941 годов выпуска.
Подбородочный ремешок
Подбородочный ремешок подшлемника образца 1931 года начал производиться с 22 ноября 1935 года. Он имел литую пряжку сложной формы, которая изготавливались из различных материалов (латунь, алюминий, сталь), простое крепление к проушинам подшлемника, и мог легко переставляться с одного подшлемника на другой за счет крепежных шпеньков. Ремешок изготавливался из кожи. Он мог использоваться с другими типами подшлемников, а также легко мог быть адаптирован для солдат-левшей.
Стальной шлем образца 1935 года
В 1934 году началось тестирование нового стального шлема, разработанного на базе моделей, использовавшихся во время Первой мировой войны. Внешний вид шлема в целом остался тем же, но визуально он стал более обтекаемым. Разработками прототипа нового шлема руководил профессор Фридрих Шверд, который был участником проектирования М16. Изготовление опытных экземпляров и подготовка технологии массового изготовления велись на фабрике Eisenhuttenwerke, находившейся в городе Тале.
Стальной шлем образца 1935 года
Верховное командование официально приняло стальной шлем нового образца на вооружение с 25 июня 1935 года, он получил обозначение «Стальной шлем модели 1935 года», М1935 или М35. Базовая конструкция М35 была подобна шлему М16, но с более короткими полями и козырьком, другими вентиляционными втулками. Он был также значительно легче.
Вентиляционные втулки на М35 изготавливались в виде отдельных деталей, в виде заклепок с отверстием по оси, которые расклепывались изнутри купола шлема, в то время как на М16, М17 и М18 втулки крепились на резьбе. Вентиляционных втулок на М35 всего две, они незначительно выступают с внешней стороны и предназначены только для вентиляции, а не для крепления налобника.
В М35 устанавливался подшлемник образца 1931 года с подбородочным ремешком нового образца. Для крепления подшлемника в шлеме проделано три отверстия: два симметрично относительно вертикальной оси по сторонам шлема, ниже вентиляционных отверстий, но выше линии козырька, и третье – на затылке.
Шлем изготавливался штамповкой из плоской заготовки листовой стали. Материал заготовки – углеродистая сталь, легированная молибденом. Толщина листа колебалась от 1 до 1,15 мм. Шлем, изготовленный из такой стали, выдерживал давление до 220 кг/мм2, что обеспечивало защиту от крупных осколков и пистолетных пуль.
Процесс изготовления купола происходил в несколько основных этапов: обрезка листа заготовки, штамповка купола на прессе, вальцовка краев, сверление отверстий для крепления подшлемника и вентиляционных втулок, установка вентиляционных втулок.
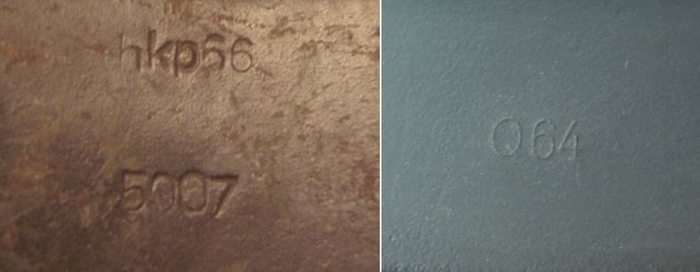
М35 изготавливались семи размеров: 60-й, 62-й, 64-й, 66-й, 68-й, 70-й и 72-й. Размер шлема – это длина окружности купола шлема в сантиметрах изнутри на уровне отверстий для крепежа подшлемника. В шлем одного размера мог ставиться подшлемник, предназначенный для одного из двух размеров головы – например, в шлем 60-го размера мог ставиться подшлемник на 52-й или 53-й размер головы.
Маркировка каски производителем
Процент выпущенных касок 60-го, 68-го, 70-го и 72-го размеров составил около 10% от общего числа, т.к. солдат с такими размерами головы в армии было немного. При этом каски 70-го и 72-го размера были изготовлены совсем небольшой партией.
С производством большого количества шлемов одна фабрика справиться не могла, поэтому заказы на их изготовление были размещены на нескольких предприятиях. Основных производителей шлемов М35 в Германии было семь, и находились они в разных городах:
Emaillierwerke A.G. Fulda (Фулда) между Франкфуртом и Эрфуртом. Продукция маркировалась клеймом EF;
Eisenhuettenwerke Thale (Тале) южнее Магдебурга. Продукция маркировалась клеймом ET, с 1942 года – CKL;
Schsische Emaillier und Stanzwerke Lauter (Лаутер) западнее Дрездена. Продукция маркировалась клеймом SE, впоследствии HKP;
Vereinigte Deutsche Nikelwerke Schwerte (Шверте) между Франкфуртом и Майнцем. Продукция маркировалась клеймом DP, впоследствии NS;
Quist Esslingen (Эслинген) южнее Штутгарта. Продукция маркировалась клеймом Q;
Karl Heisler Berlin (Берлин). Продукция маркировалась клеймом QVL;
Эти предприятия были независимы друг от друга, из-за чего существуют различия между касками, изготовленными на разных заводах, в форме купола шлема и вентиляционных втулок. Маркировка состояла из клейма фабрики, размера каски и номера партии. Изначально клеймо фабрики и размер ставились на правом «ухе» шлема, а номер партии выбивался на затылке, позже все клейма стали ставить в одном месте на затылке.
Чернильные штампы
Помимо выбитых клейм производителя, внутри сферы каски в произвольном месте ставился чернильный штамп, в котором указывался месяц и год закупки шлема для нужд армии Германии. Существует несколько разновидностей, которые различаются написанием текста внутри штампа.
М35 использовалась в течение всей Второй мировой войны, а многие и после её окончания. В первые два года после принятия М35 на вооружение было произведено 1,4 миллиона шлемов всех размеров, еще примерно миллион был выпущен до 1940 года, когда произошло изменение в технологии производства шлемов.
Стальной шлем образца 1940 года
Почти сразу после запуска M35 в производство стали предлагаться проекты его модификации. Работы велись инженерами, работавшими на заводе Eisenhuettenwerke в Тале (Thale), который, в свою очередь, продолжал быть основным производителем касок для вермахта.
Молибден – металл, используемый для легирования стали, использованной при производстве М35, делал её твердой, но ломкой. Его использование после 1938 года было ограничено высокой ценой и фактом того, что приблизительно 90% разрабатываемых в 30-е годы месторождений этого металла находились в США и Южной Америке.
Отличие вентиляционных отверстий шлемов М35 (слева) и М40 (справа)
29 Октября 1938 года был запатентован проект модификации М35, разработанный инженером Эрихом Кизаном, работавшим на фабрике в Тале. Модификация касалась вентиляционных втулок М35: их предлагалось штамповать вместе с каской, а не изготавливать в виде отдельной детали. Вентиляционная втулка теперь, представляла собой штампованный выступ с внешней стороны каски. Это позволяло экономить сталь и одновременно улучшало защиту головы солдата – заклепка могла нанести дополнительные травмы голове, если шлем был поврежден в бою.
Помимо внедрения новых вентиляционных втулок, М40 стал изготавливаться из стали, которая легировалась силикатом марганца вместо дорогого молибдена.
В М40 устанавливался модернизированный подшлемник образца 1931 года, изготавливаемый из оцинкованной или оксидированной стали, который оказался более практичным и менее дорогостоящим, чем алюминиевая версия. В остальном M40 оставался идентичным M35, хотя и стал немного тяжелее.
Закраина шлемов М35 и М40 выглядела так – пока не появился М42
Постепенно M40 начал заменять M35 в войсках, хотя М35 продолжали использоваться вместе с М40 до конца войны. Подшлемники, изготовленные из алюминия, предназначенные для M35 и хранившиеся на складах фабрик, ставились на М40 до исчерпания запасов. М40 изготавливался в том же размерном ряду, что и М35.
Стальной шлем образца 1942 года
С 20 апреля 1942 года началась подготовка к выпуску последней военной модификации стального шлема. Производство старались максимально удешевить и упростить, для чего изменили по сравнению с М35 и М40 закраину каски – это должно было сократить время изготовления и уменьшить число производственных операций. Этот шлем получил обозначение «Стальной шлем модели 1942 года», М1942 или М42.
Закраина стального шлема М42, оставшаяся без завальцовки
От предыдущего М40 новый М42 внешне отличался только закраинами, которые больше не завальцовывались вовнутрь каски, а оставались после штамповки практически необработанными, отогнутыми наружу (отбортованными). Другое отличие, незаметное глазу, было гораздо важнее: изменился состав стали, теперь она перестала легироваться вообще.
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Если у вас на практике было такое, что УЗО (ВДТ) выключалось по неведомой причине, вам точно будет интересна эта статья. Как вы думаете, может ли сработать УЗО, если на его выходе произошло короткое замыкание фазного проводника на нулевой рабочий проводник?
Когда КЗ приведет к выключению УЗО?
Правильный ответ на этот вопрос звучит так: Может, если ток короткого замыкания будет иметь достаточно большое значение.
Дело в том, что из-за неидеальности дифференциального трансформатора ГОСТ IEC 61008-1-2020 (п.3.4.2, 5.3.5) допускает выключение УЗО при наличии сверхтока, если ток КЗ превышает минимальное значение тока неотключения.
Минимальное значение тока неотключения равно 6 In, где In – номинальный ток УЗО.
Поэтому УЗО может сработать при высоком токе КЗ, даже если установлен АВ с «правильным» номиналом. При этом дифференциального тока (замыкания на землю или защитный проводник) может вообще не быть.
Этот факт объясняет, почему в результате КЗ иногда срабатывает не только автоматический выключатель (это его «основная работа»), но и УЗО, включенное с ним последовательно.
На всякий случай уточним: для УЗО отключение при КЗ лишь допускается, но не обязательно.
Теперь вы знаете, почему при КЗ может сработать и групповой автоматический выключатель, и УЗО в этой цепи.
Здравствуйте друзья. Много раз натыкался на техническую неграмотность авторов, которые выкладывают пост. Не имея понятия о содержании. МРТ
Пост выше назван МРТ, но на самом деле это аппарат КТ (компьютерный томограф). У этих аппаратов совершенно разный принцип действия. Аппарат КТ основан на работе рентгеновского излучения. Проще говоря это очень сильно модернизированный рентген. А аппарат МРТ работает на основе магнитного притяжения. Ниже я постараюсь объяснить принцип работы.
По своей сути аппарат МРТ это большой и мощный магнит. Для примера. Сила магнитного поля земли от 25 до 65 мкТл (микро Тэсла), а сила магнитного поля распространенной модели МРТ 2 Тл. как говорится почувствуй разницу. А аппараты предназначенные для научных исследований доходят до 20 Тл (Знаю такой в Новосибирске в Академ.Городке)
Модели МРТ делятся на открытый тип и закрытый.
1/2
Открытые модели как правило сделаны на больших неодимовых магнитах. Правда у них и сила магнитного поля гораздо ниже около 0,33 Тл. Что влияет на чёткость получаемого изображения.
На этапе сборки таких аппаратов. магниты нагревают до точки Кюри. Это температура когда магнит теряет свои свойства (не магнитит). А потом когда остывает он восстанавливает свои свойства. Сами понимаете, что два таких магнита сложно удержать на таком расстоянии. И полюса у них направленны в одну сторону. Поэтому они притягиваются. Данный вид МРТ не нуждается в дополнительном охладительном оборудовании и может стоять без электричества не теряя своих свойств (Это важно).
Закрытые модели МРТ представляют из себя цилиндр в который помещается пациент.
В стенках этого цилиндра находятся электрические катушки. Которые являются постоянным магнитом. То есть они находятся под напряжением и создают постоянное магнитное поле. Эти катушки изготовлены из сверх-проводников. Поэтому на них наводят потенциал один раз. И он удерживается постоянно. Чтобы эти катушки были в состоянии сверхпроводимости. Их температуру необходимо поддерживать около 0 К(Кельвина) приблизительно -273,15 С (Цельсию). Фактические температуры от 1,5-6К. Такое серьёзное охлаждение достигается жидким гелием. Катушки омываются жидким гелием. Этот гелий соответственно потихоньку испаряется. И что бы это компенсировать. на аппарате установлена "Холодная голова". Это охладитель на кончике которой появляется температура близкая к 0 К.И весь гелий который испарился с катушек, тут же конденсируется обратно. Давление поддерживается относительно не большое 4 - 40 PSI (0,27- 2,7 Бар)
1/2
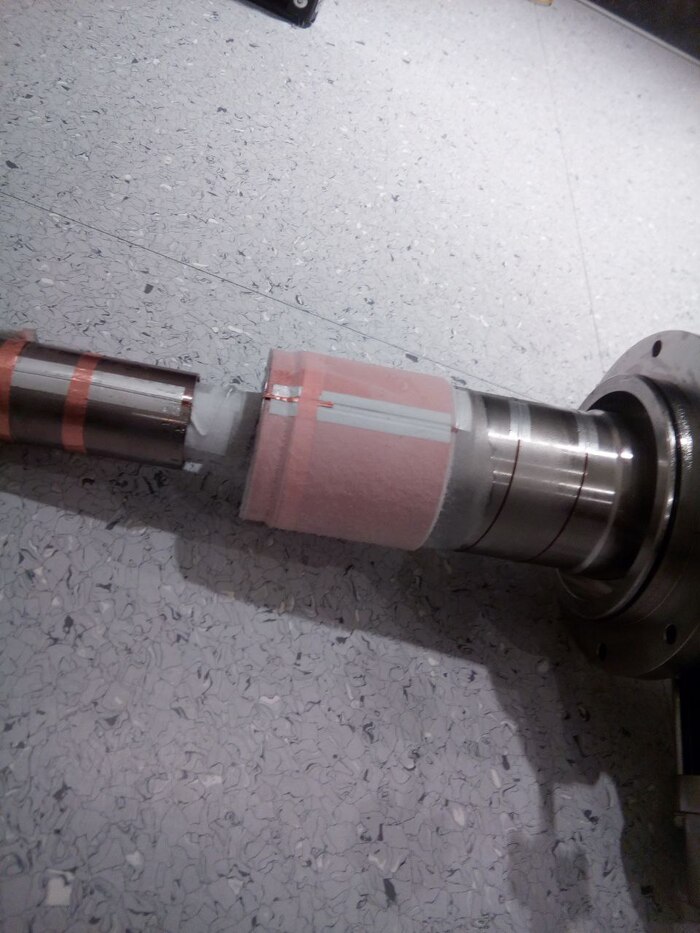
А вот эта "Холодная голова" работает от вспомогательного оборудования. Недалеко установлен компрессор для этой головы. Компрессор на подобии компрессора для кондиционера. Только работает на гелии).
Две серебристые линии это подача и обратка для головы. Синие линии подача воды для охлаждения этого компрессора. А вот эта вода охлаждается чиллиром на фото ниже). Он уже работает на обычном хладагенте. Например R134A.
Весь этот комплекс управляется этим шкафом. Который кстати тоже охлаждается водичкой (синие линии)
Такой тип МРТ постоянно нуждается в электричестве. Потому что без электричества не будут работать вспомогательные аппараты. Весь гелий в бочке потихоньку испарится и напряжение на катушках упадет. А возвращать всё обратно очень сложно и дорого.
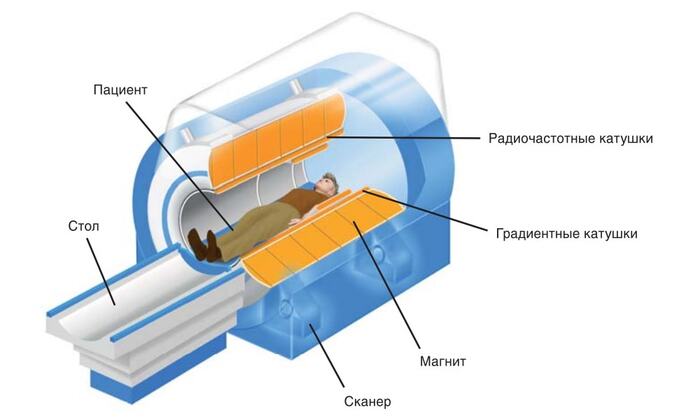
Как вы заметили на картинке вначале поста. В МРТ есть помимо магнитных катушек ещё и градиентные и радиочастотные катушки.
Весь принцип получения изображения с МРТ лежит в генерации импульсов нашими ядрами водорода.
Когда закатывают пациента в МРТ. Все его ядра водорода которые находятся в теле поворачиваются в направлении магнитного полюса. Как стрелка магнита. За это отвечают наши катушки постоянного поля. Затем во время исследования. На очень короткое время включаются градиентные катушки (Странное тарахтение, щелчки или звуки). Они мощнее и разнонаправленны относительно основных. Соответственно спины наших ядер поворачиваются вслед за градиентом. Потом отключают градиент и ядра возвращаются к первому положению. В это время. пока ядра "поворачиваются" обратно. Они генерируют слабый импульс электро-магнитный. Вот этот импульс считывают радиочастотные катушки. В некоторых случаях для улучшения считывания на пациента надевают дополнительные катушки. Или используют контрастное вещество.
Здравствуйте дорогие читатели. Сегодняшняя статья посвящена очень интересной, на мой взгляд, теме - АСУ ТП или автоматизированная система управления технологическими процессами, на современных или модернизированных предприятиях. Данная статья основана на моем личном опыте работы с АСУ ТП электростанции, где я работаю, а конкретнее на одном дефекте в системе, который я недавно диагностировал.
Краткое описание системы АСУ ТП.
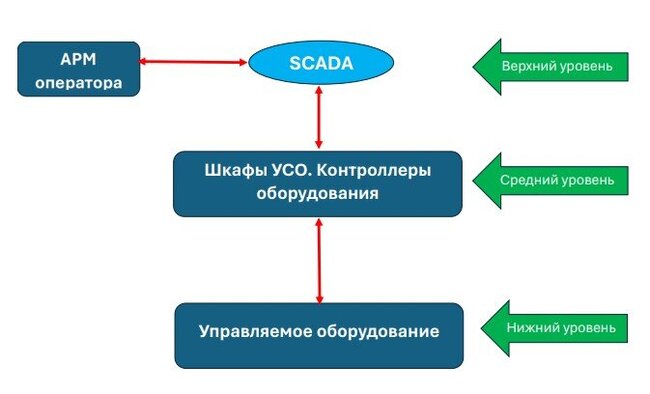
Для начала давайте вкратце разберемся, на физическом и программном уровнях, что в себя включает система АСУ ТП. Для удобства восприятия систему разбивают на три уровня: нижний, средний и верхний.
1) нижний уровень - это уровень оборудования, которым мы управляем и за которым мы наблюдаем в процессе его работы. Например: электродвигатели, трансформаторы, генераторы, электрооборудование распределительных устройств и тд. Наблюдение происходит за счет различных измерительных устройств. установленных на конечном оборудовании, а управление происходит за счет воздействия на управляющие органы оборудования;
2) средний уровень - это уровень преобразования данных, между нижним и верхним уровнями. На среднем уровне данные, полученные с измерительных устройств, преобразуются в цифровой вид, а управляющие команды с верхнего уровня преобразуются из цифрового вида в электрический сигнал, который воздействует на управляющий орган оборудования;
3) верхний уровень - это уровень обработки и представления данных. На данном уровне, в так называемые SCADA программы или системы (на русский переводится как диспетчерское управление и сбор данных) стекается вся информация о происходящем на предприятии. SCADA системы работают на серверном оборудовании. Система может самостоятельно поддерживать, заданный оператором, режим, сигнализировать о неисправностях оборудования, архивировать данные, предоставлять информацию для оператора в удобном для человека виде (в виде мнемосхем), и принимать от оператора команды на управление оборудованием.
Очень упрощенная схема АСУ ТП. Рисунок мой.
Как АСУ ТП выглядит на практике.
Давайте теперь все описанное посмотрим, что называется в "железе", на примере ТЭЦ.
Верхний уровень АСУ ТП.
Вот так выглядит Блочный щит управления какой ни будь современной ТЭЦ:
Все эти мониторы это и есть АРМ (автоматизированное рабочее место) операторов. На них дежурный персонал видит мнемосхемы технологических процессов происходящих на станции.
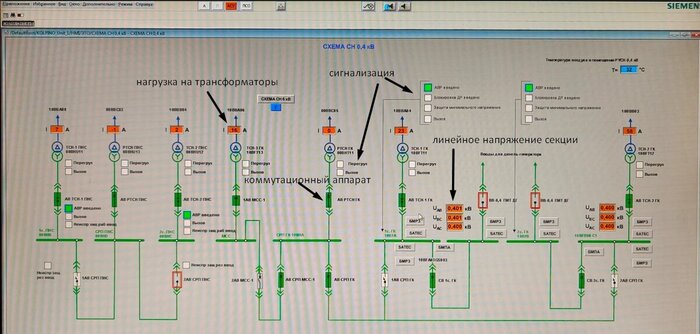
А вот кадр мнемосхемы управления и мониторинга за распределительным устройством собственных нужд напряжением 0,4 кВ (РУСН-0,4 кВ):
На кадре мы видим текущие электрические величины: напряжение на секциях и электрический ток (нагрузка) трансформаторов, информационную сигнализацию и положение коммутационных аппаратов.
Как раз на примере одного из выключателей, а именно 2 АВ СРП ПНС ( 2-ой Автоматический Выключатель Секции Резервного Питания Противопожарной Насосной Станции) мы и рассмотрим всю систему АСУ ТП.
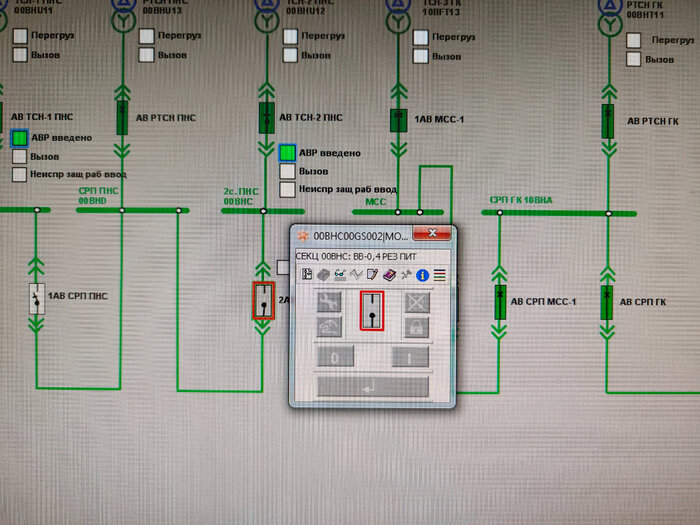
Для управления данным выключателем мы кликаем два раза мышкой на его изображение, и получаем вот такое диалоговое окно:
Ни одна кнопка управления, однако, не активна. Есть какая то проблема.
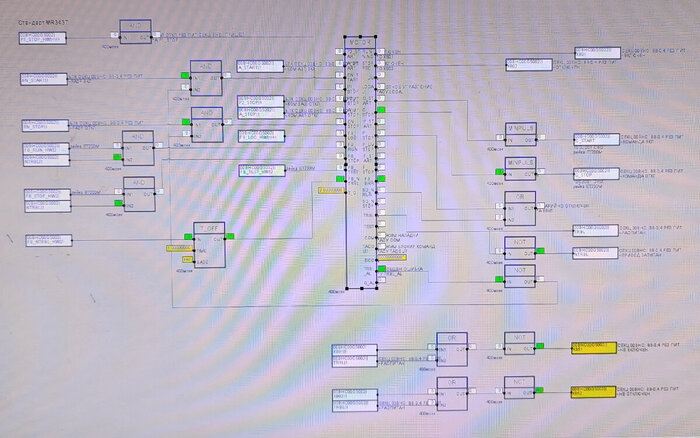
Давайте заглянем под "капот" этого выключателя и увидим следящую картину:
Это программный (блочная форма программирования) код выключателя 2 АВ СРП ПНС и на данном кадре мы обнаруживаем проблему: SCADA система не может определить, в каком положении сейчас находится выключатель. Всего таких положений может быть три: включен, отключен, выкачен в контрольное или ремонтное положение. Фактически выключатель отключен, но сигнал об этом в SCADA систему не поступает. На основании этого система принимает решение о блокировке управления выключателем.
Кадр мнемосхемы, различные параметры и фрагмент кода - все это и есть верхний уровень АСУ ТП. А вот так выглядят серверы, на которых и работает SCADA:
Это фото с интернета, на моей ТЭЦ серверная выглядит похоже. Куча проводов, лампочек и обязательно шум вентиляторов.
Средний уровень АСУ ТП.
Если SCADA не видит нужных сигналов, значит они в нее не приходят - логичное заявление и мистер Шерлок Холмс одобрительно кивает мне в ответ :)
Мы идем в соседнее помещение - там находятся шкафы сопряжения оборудования. В них происходит преобразования полевых сигналов в сигналы, которая SCADA понимает.
Внутренне наполнение шкафа выглядит вот так:
Белые провода приходят, с полевого уровня, на платы преобразования сигналов с напряжения 220 Вольт (т.е входящее напряжение) на 24 Вольта (исходящее напряжение). Далее сигнал 24 Вольта уже идет в SCADA систему.
В данном конкретном случае по этим проводам приходит информация в дискретном виде (т.е либо напряжение есть либо его нет) от коммутационных аппаратов. Где то в этом шкафе есть плата, отвечающая за наш выключатель.
А вот и она:
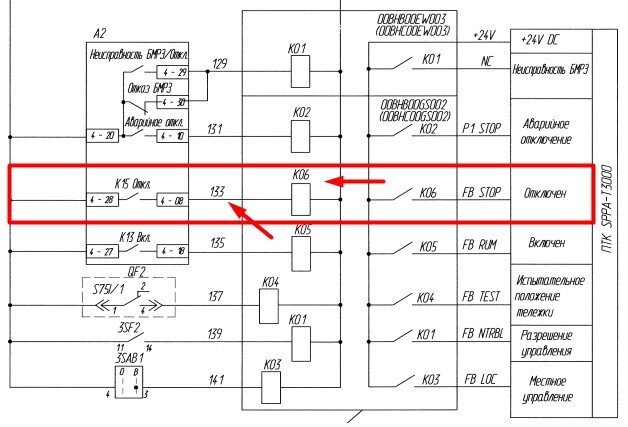
На проводах мы видим какие то обозначения, многА букоФФ и цифр. Собственно понять, что тут происходит, нам поможет электрическая схема:
Часть принципиально схемы управления выключателем. Блок передачи информации на верхний уровень.
На схеме видно, что за передачу информации о положении выключателя "Отключено" отвечают: терминал А2 (это полевой уровень, терминал релейной защиты, об этом чуть далее) провод с номером 133 и реле К06 . Вот этот провод и реле (обвел красной рамкой):
За проводами не видно, что индикатор реле К06 не горит, а должен.
Далее мультиметром я замеряю напряжение на этом проводе относительно "земли" и получаю значение + 90 Вольт, при том что должно быть + 110 Вольт. При этом между этим проводом и общим "минусом" питания, напряжение получается вообще нулевым. Из этого можно предположить (творится какая то фигня!), что проблема где то на полевом уровне, куда мы и отправимся дальше.
В дополнении хочу отметить, что в этом шкафе происходит не только разделение уровней, но и разделение зоны ответственностей - за сам шкаф и SCADA отвечает цех АСУ ТП, за белые провода и за электрооборудование на другом конце - отвечает электроцех, я в том числе.
Нижний уровень уровень АСУ ТП.
Мы определились, что проблема возможно находится где то на уровне оборудования. В нашем случае это распределительное устройство ПНС (РУ ПНС). Само РУ состоит из шкафов, а шкафы разделены на отсеки:
Это шкаф выключателя 2 АВ СРП ПНС, управление которым мы видели на верхнем уровне, в виде нарисованного символа мнемосхемы.
Сам шкаф разделен на отсеки:
1) отсек сборных шин - через эти отсеки проходят общие силовые шины 0,4 кВ;
2) релейный отсек - в нем находится терминал управления и релейной защиты (сразу рядом с цифрой 2, и тот самый элемент А2 на принципиальной схеме) и вспомогательные элементы управления;
3) отсек выключателя - собственно в нем и находится тот самый объект мониторинга и управления, который сейчас не управляется с верхнего уровня.
4) ниже есть еще клеммный отсек, на данном фото его нет, он будет далее и работать я буду только в нем.
Готовимся к работе:
Инструмент, мультиметр и схема.
Открываем клеммный отсек и видим такую картину:
Вот отсюда и уходят провода в шкаф на среднем уровне. Находим наш 133 провод и мультиметром замеряем напряжение между клеммой 6 (+ 110 В) и клеммой 11 (- 110 В) и получаем 220 Вольт, что является нормой Значит сигнал "отключено" уходит на средний уровень. Далее я замерил напряжение на клемме 7 (положение включено) и получил ноль. Исходя из этого можно сделать заключение, что терминал релейной защиты (элемент А2 на принципиальной схеме) выдает правильную информацию о текущем положении выключателя - выключатель отключен (клеммы 6 - 11 дают 220 В) и не включен (клеммы 7 - 11 дают 0 В). Важно именно промерить оба положения, потому как может быть и такое, что приходит информация, что выключатель включен и отключен одновременно.
По результатам диагностики я сначала делаю предположение о проблеме в проводах - возможно ухудшение изоляции.
Но прежде чем делать окончательный вывод я прошу коллегу из цеха АСУ ТП отключить провод с его стороны, т.е в шкафе среднего уровня, и в таком положении померить напряжение между проводом 133 и общим минусом (с моей стороны общий минус эта та самая клемма 11, номер провода 102). В результате замера коллега получает те самые 220 В.
Значит проблема не в проводе и вообще не а полевом уровне. Но в чем же тогда дело. А вот в чем:
Это резистор и со временем его характеристики ухудшаются, так называемое старение. Он еще не в состоянии "сломан" но уже близко к такому состоянию. Именно по этому при начальном измерении, в шкафе среднего уровня, получались ненормальные показания. Мы называем это "плавающий дефект"
Данная проблема решается переключением провода на свободную клемму и перепрограммирование блока в SCADA системе. Это уже работа моих коллег. Моя же часть работы окончена, как и заканчивается данная статья.
Надеюсь, что вам было интересно и что вы не превратились в скелет, читая данную статью до конца.
Спасибо за просмотр, за лайк, если статья понравилась.
Спойлер, для тех кто не хочет читать много букв — очень не скоро.
О нехватке квалифицированных специалистов не говорил разве что ленивый. Данная проблема уже стала очевидна для правительства, о ней уже говорит даже президент. Однако, в данном случае, просто сказав, что надо специалистов, проблема не решится, специалисты не появятся. А как и что надо решать, чтобы они появились — везде и все молчат. Вот мы именно об этом и поговорим.
Специалистов нет, и самое ужасное, их практически не выпускают высшие учебные заведения. Следовательно, надо начать больше выпускать специалистов с высших учебных заведений, чтоб нарастить недостаток. Поэтому сейчас спохватились и начали больше давать денег учебным заведениям на развитие, на оборудование, но это не поможет, потому что чтоб решить проблему, надо сначала понять, в чем эта проблема. И вот тут то и начинается (хотелось бы сказать «самое интересное», но язык не поворачивается назвать ЭТО «интересным») самое … (называйте это сами, в меру своей испорченности).
Оговорюсь сразу, я говорю только об области машиностроения и о специалистах для нее, потому как сам нахожусь в данном направлении всю свою сознательную жизнь и что-то об этом знаю. Но уверен, что на 99,9% это будет также и для других технических направлений.
И так, начнем. Высшие учебные заведения в настоящее время НЕ МОГУТ выпускать квалифицированных специалистов. Я очень был бы рад, если я ошибаюсь. Но, я более менее осведомлен об образовательном процессе в двух из тройки первых по рейтингу технических ВУЗов страны и ряду более мелких. Я очень надеюсь, что хотя бы тот, из первой тройки, про который я не знаю, находится в более лучшем положении.
Проблема номер один: отсутствие заинтересованности преподавателей в учебном процессе. У преподавателей имеется план и плановые показатели, которые они должны выполнить за год. Так вот, никакого показателя по образовательной деятельности в планах НЕТ. Просто отсутствуют такие показатели (какие есть — чуть позже). В результате есть только количество учебной нагрузки в часах, и все, а как их «прочитают», эти часы, никому не важно, абсолютно никому.
Проблема номер два: отсутствие преподавателей. Нет, физически, конечно, присутствуют люди, но по большей части это не преподаватели, а МЕНЕДЖЕРЫ. Да, да, именно менеджеры. Этот процесс начался не так давно, по меркам развала нашей системы образования, порядка 10 лет назад, когда решили, что учебные заведения должны не только обучать, но и деньги зарабатывать. И я не про платных студентов, это было и ранее. Я именно про зарабатывание преподавателями! Вот каких показателей теперь в достатке в годовом плане каждого преподавателя — это зарабатывание денег, любыми способами. И это особенно касается ВУЗов из верхушки рейтинга, потому что это один из самых весомых показателей. В результате, самыми первыми из высших учебных заведений полетели именно самые лучшие преподаватели, о которых говорят «преподаватель от бога», потому что они не смогли выполнять планы по монетизации. Они преподаватели, а не менеджеры. А их место стали занимать менеджеры, которые готовы из всего сделать копеечку, а преподавание, это так — общественная нагрузка, с которой тоже можно делать копеечку. Сейчас почти не осталось студентов, кто сам делает курсовые и дипломные, почти все покупается, причем чаще всего эти курсовые и дипломы делают сами же преподаватели-менеджеры, заваливая тех, кто сделал сам или не у него. А те студенты, которые оптом покупают, так с ними вообще заключается официальный договор, на проведение якобы каких-то фиктивных работ, а вместо результата, по факту, у студента готова сразу вся сессия или семестр, а у преподавателя-менеджера договор на хорошую сумму, с которого он и дополнительную зарплату получит, за якобы выполненную работу и бонусы за выполнение показателей.
Проблема номер три: вроде бы куда еще, и так некому учить и нет интереса учить, но третья проблема в том, что НЕКОГО учить. Да, каждый год сокращается количество бюджетных, да и платных мест по техническим специальностям. Министерство образования здесь якобы не причем, оно не сокращает места, они сокращаются, потому что не набирается абитуриентов на первый курс. Вроде со всех сторон сейчас и зарплаты говорят у технических специалистов хорошие и не хватает их, а не идут учиться выпускники на технические дисциплины. Основная причина — ЕГЭ по физике, который является самым сложным экзаменом из всех, поэтому его сдают единицы и с каждым годом процент выпускников сдающих ЕГЭ по физике стремительно падает. Я не буду говорить за или против ЕГЭ, это совсем отдельная тема, поделюсь лишь своим мнением, почему школьники сдают все реже физику. В современном мире добывать стало значительно проще, и еду, и удовольствия и информацию, поэтому современная молодежь не привыкла трудиться, зачем, если все и так решается путем написания нескольких слов в смартфоне. И эта тенденция по всему миру, не только в России. А приплюсуем сюда еще такое же отсутствие, как и в высшей школе, хороших учителей, которые могли бы заинтересовать молодежь в обучении, но, они по большей части также, просто «отчитывают» свои часы. Это две основные проблемы постоянно снижающие число школьников сдающих физику, повторю, по моему мнению, если считаете, что есть еще серьезные проблемы, или не согласны со мной, прошу написать в комментариях.
Судя из всего написанного, может сложиться мнение, что во всей системе образования один развал, может и так, спорить ни с кем не буду, однако есть и исключения, без них никак, есть и учителя и преподаватели, которые со всем сердцем отдают себя вопреки всему что есть вокруг. Есть уникумы среди школьников и студентов, которые сами вырывают для себя знания в этом вакууме. Однако это единицы в общей массе, а чтобы шел правильный учебный процесс подготовки кадров, должно быть наоборот. Но даже если удастся сделать все наоборот, есть еще одна проблема.
Проблема номер четыре. Бакланы. Ой, извините, описался, бакалавры. Как и думали изначально, когда вводили эту болонскую систему, бакалавры — это недоделанные инженеры. Ну а как могло быть по другому, если сократив весь срок обучения на 20%, общеобразовательные дисциплины оставили в том же объеме, а специальные технические дисциплины в результате пришлось сокращать, порой более чем на 50%. Ну как же, у болонской системы ведь есть еще громкое название «магистр». Да, есть, название. Это тоже не совсем инженер, ему может и добавили специфических знаний, но «база» то все такая же слабая.
Итак, теперь мы можем ответить на вопрос в заголовке. Для того чтобы производство начало получать хороших специалистов, надо сначала подготовить хороших учителей в школах, потом преподавателей в высших учебных заведениях, и только потом, возможно, если поменяются принципы обучения, начнут появляться массово выпускники с которых выйдут квалифицированные специалисты. Получается минимум лет 20. Не одно предприятие столько не продержится.
А промышленности нужно не просто продержаться, а развиваться, нужно расти, особенно учитывая наше время и общемировую обстановку. Да, кстати, про общемировую обстановку с кадрами, сейчас весь мир испытывает серьезный недостаток в квалифицированных кадрах, поэтому привезти с заграницы не получится, надо лучше своих мотивировать оставаться, потому что даже сейчас идет отток наших мозгов, и это проблема номер пять.
В результате мы получаем, что нашим предприятиям необходимо перестать ждать прихода специалистов, их не будет, им просто неоткуда взяться в ближайшие пару десятков лет. Поэтому надо не ждать, а начинать уже сейчас решать, как выживать и развиваться в сложившейся ситуации.
Именно об этом мы и поговорим в следующий раз. Если у кого есть идеи, делитесь в комментариях, а в следующем посте я все обобщу и добавлю своих, если конечно о них уже кто-то не скажет в комментариях.
Роботы, предназначенные для работы в экстремальных условиях, например, при высоких температурах, при сверхнизких температурах или в большом температурном дипазоне, в агрессивных химических средах, при большом давлении или в условиях ионизирующих излучений, высоких напряженностей магнитных полей и так далее