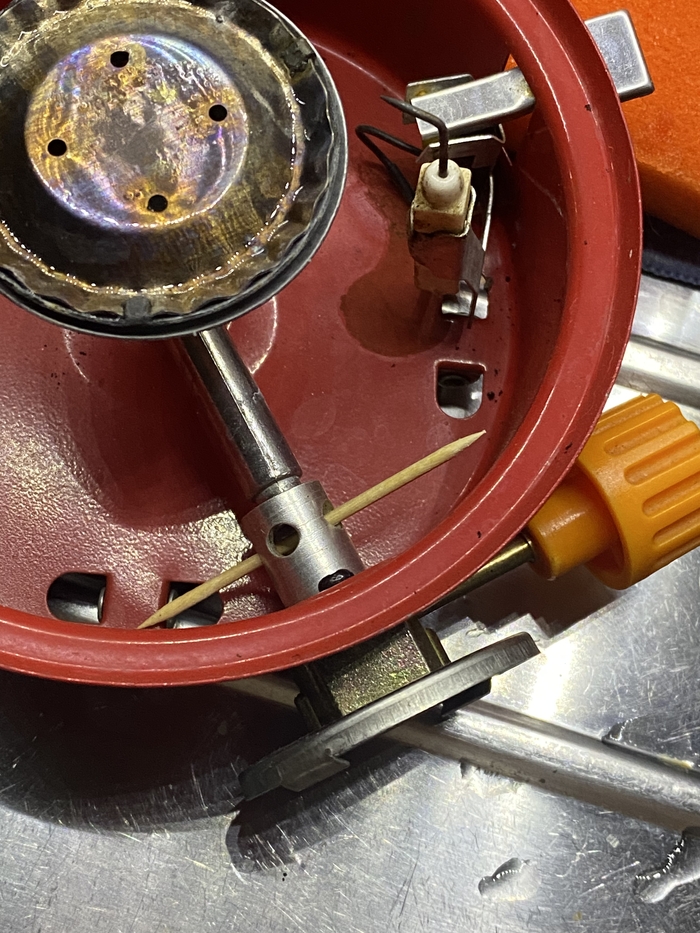
Решил отмыть газовую горелку от кофе, сбежавшего под пропеллерхэдс, ах! Так вот, когда я ее вскрыл, то увидел что муфта от цанги с краном к конфорке не то что негерметично соединяет их, а ещё и рассверлена.
Зубочистку воткнул в вопросное место.
Внимание, вопрос! Какого, собственно, это все работает?) почему эта херня не травит газ и все работает как нужно? Это проделки Девида Блэйна?)
На мой взгляд, туристическая горелка, производимая под брендом Widesea, является одним из самых сбалансированных решений для людей, которые часто выбираются компаниями или с семьёй на природу. Вес горелки в чехле составляет 417 грамм, а габаритные размеры 20*10*10 сантиметров. Есть поджиг на базе пьезоэлемента, а вот заявленная максимальная мощность, как по мне, завышена. В комплекте сразу можно приобрести специальный переходник для стандартного газового баллона.
Горелка Widesea 3500
А это ещё одна газовая горелка от компании Widesea. Эта модель конструктивно немного отличается от вышестоящей поэтому имеет меньшую мощность, которая составляет 3500W, соответственно, и цена этой модели ниже. Однако, модель сохраняет хорошее качество сборки, компактные размеры и вес. При этом расход газа на этой модели составляет примерно 50-100 грамм газа в час.
Горелка Fire Maple
Также хотел бы добавить комплексное решение в виде горелки и специальной кружки. Такое решение можно использовать для одного-двух человек, для приготовления горячих напитков или небольшого количества пищи. Также благодаря тому, что это единый комплект, горелка складывается в кружку, и при транспортировке не занимает много места. Ёмкость комплектной кружки составляет 1л, при этом горелка имеет мощность 1400W. Также стоит отметить, что вес комплекта составляет 511 грамм.
Горелка Widesea 1100
А это ещё одно комплексное решение от уже упомянутой выше фирмы Widesea. Стоит отметить, что в этой модели мощность горелки составляет 1100W, а ёмкость кружки имеет объем 0.9 литра. При этом в комплекте есть удобные пластиковые ножки для надёжной установки горелки на газовом баллоне. Добавлю, что на момент написания этой публикации, этот вариант горелки дороже чем вышестоящий, но продавцы часто меняют цены и бывает наоборот. Поэтому перед покупкой стоит сравнить цены на эти две модели.
Горелка S160
Это на мой взгляд отличный вариант недорогой и мощной складной горелки. В конструкции сразу предусмотрен переходник для стандартного баллона. Размер горелки в транспортировочном чехле составляет 55*37*35 мм, при этом горелка имеет вес 110 грамм. Заявленная максимальная мощность устройства составляет 3000W, что, как по мне, очень много для таких размеров горелки. Устройство оснащено регулятором пламени, а также автоматическим поджигом.
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Не всегда и не везде хорош принцип «выше-быстрее-сильнее» - и в домашней мастерской случаются задачи для миниатюрного инструмента. Взять те же горелки. В большинстве случаев безусловное – Больше!, Мощнее! но точная пайка мелочей твердым припоем, но работа с электролизером небольшой мощности, ювелирное дело, работа со стеклом. Здесь, речь пойдет именно о стеклодувном применении небольшого стационарного электролизера.
Стеклянное приборостроение и кустарное электровакуумное производство подразумевают, в том числе и высококачественное спаивание нетолстого стекла. Обычно, такие работы выполняются в пламени настольных или ручных стеклодувных горелок. Газо-воздушных или газо-кислородо-воздушных, при этом, надежное герметичное спаивание стекла требует изрядной квалификации стеклодува. Применение для такой работы кислород-водородной горелки усложняет оборудование, но резко упрощает процесс и существенно повышает качество спаев, выполненных даже малоопытным стеклодувом.
Кислород-водородный факел очень горячий и жёсткий. Стекло он расплавляет быстро и до совершенно жидкого состояния. В стеклодувном деле гремучий газ удобен или как высококалорийная добавка к газовоздушным горелкам, или в виде самостоятельного факела очень маленького размера, еще не продавливающего, не разбрызгивающего стекло. Такая горелка с микросоплом, а речь идет о диаметрах от 0,1 мм, может преотлично питаться гремучим газом от простого электролизера относительно небольшой настольной мощности. В комплекте с простой «подогревной» горелкой с широким мягким низкотемпературным пламенем (газовоздушная - инжекционная, радиационная), для первичного разогрева стеклянной работы и предотвращения термоударов, микрогорелка на гремучем газе позволяет легко и с высоким качеством спаивать даже довольно крупные детали.
Микрогорелки с электролизерами используются традиционно и, как правило, вынуждено. У аппаратов небольшой мощности, производительности хватает только на них. Обычно, в качестве сопла для такой горелки используется игла от медицинского шприца – выбор объяснимый легкодоступностью, но неважный в теплотехническом смысле. Игла шприца – тонкостенная трубочка из плохо проводящей тепло нержавеющей стали. Малейший локальный перегрев и она оплавляется кислород-водородным пламенем. Напротив, в качестве сопла для такой горелки следует предпочесть толстостенный капилляр из медных сплавов. В крайнем случае, иглу можно обмотать нетонкой медной проволокой и тщательно пропаять серебром.
Медные или латунные капилляры, диаметром от ~0.15 мм сейчас вполне доступны, но еще один несложный вариант изготовления микросопла – сверление. Теория говорит - для достижения спокойного ламинарного потока газа и выраженного иглоподобного факела, длина сопла должна быть не короче 3…5 её диаметров. Так, для диаметра отверстия 0,3 мм, глубина сверления может быть всего 1 мм. Более того, тонкие глубокие отверстия могут представлять затруднения в эксплуатации – сложно прочищаться при неизбежных засорах. Практика показала – сверление неглубокого отверстия спиральным сверлом 0,3 мм. в бронзе и латуни, не представляет сложности. Сверла недороги и доступны.
Что потребовалось для работы.
Набор некрупного слесарного инструмента, мелочи. В работе использовался сверлильный станок, электролизер для пайки твердым припоем, УЗ мойка.
К делу.
Здесь, описано изготовление сменного наконечника с соплом для имеющейся микрогорелки. Для основания подобрал медную 7 мм трубку, аналогичную штатной. На трубке-заготовке уже имелся изгиб, хотя и выполненный не вполне хорошо – без внутренней набивки, а потому несколько сплющенный. Заготовка была признана удовлетворительной. Примерив и разметив, отрезал нужную часть роликовым резаком (Фото 2).
Фото 2. Резка трубки роликовым резаком.
Роликовый резак продавливает мягкую медь – для выравнивания образующегося сужения пришлось поработать круглым надфилем и наждачкой.
Для сопла подобрал латунную заготовку. Латунь, превосходный материал для такого применения – легко обрабатывается, хорошо паяется мягкими и твердыми припоями, имеет малый КТР (коэффициент термического расширения).
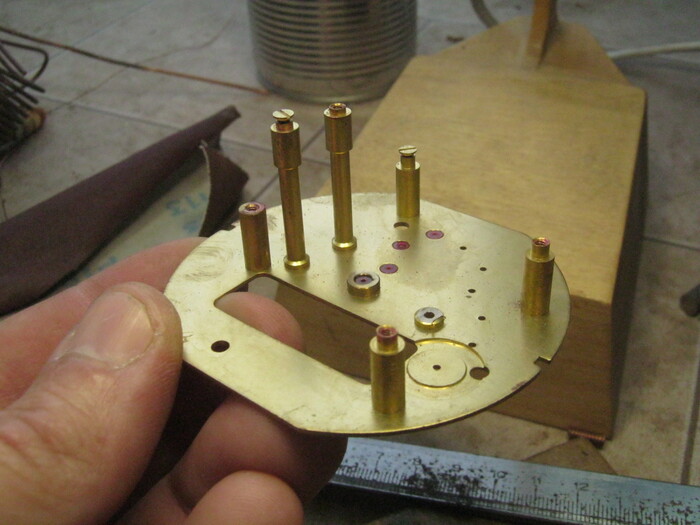
Фото 3. Заготовка сопла – латунная, запрессованная в плату, стойка от старого водяного счетчика.
Длинную стойку спилил у основания ювелирным лобзиком. Длинна – с запасом, для удобства предварительной обработки. Утолщенная часть с внутренней резьбой чуть великовата.
Фото 4. Подгонка толщины сопла до плотной его посадки в трубку-основание. В сверлильном станке.
Фото 5. Примерка заготовки сопла.
Фото 6. Обрезка технологической части заготовки. Длина оставленного такая, чтобы полнотелого стержня (от внутренней резьбы М3) осталось 5…7 мм. С запасом. В работе снова ювелирный лобзик. Пилочка №4.
Фото 7. «Торцевание» заготовки сопла после пилки лобзика. В том же сверлильном станке, на кусочке наждачной бумаги положенной на березовый брусочек. Заодно и притупил острую кромку.
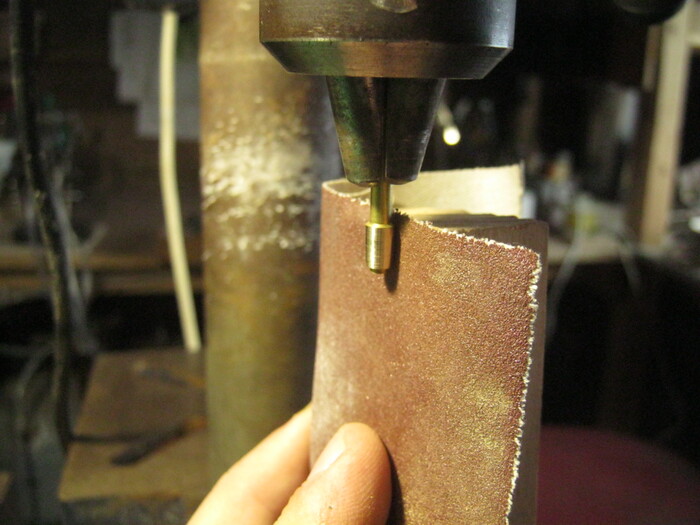
Фото 8. Нарочито примененная наждачка с относительно крупным зерном оставила круговые царапины, этакую мишень, облегчающую поиск центра. Вооружившись козырьком с лупой и хорошим светом, тюкнул керном.
Фото 9. Сверло Ø3 мм. зажал в миниатюрный патрон, заготовку сопла – в патрон сверлильного станка. Обороты средние. Сверление наоборот, неподвижным сверлом, позволяет относительно точно сделать соосное отверстие.
Канавки на сверле невеликие, при работе нужно часто извлекать инструмент для удаления стружки. Случается удачно приобрести сверла несколько конической формы, особенно склонные ломаться. Отчасти помогает смачивание спиртом.
В ответственных случаях канал сопла следует отполировать, например, толстой ниткой натертой пастой ГОИ. В случаях особо ответственных, заднюю часть канала, примерно на ¾ делают еще и слегка конической, специальной разверткой. Практика, однако, показала, для гремучего газа и предложенных диаметров сопла, обычного сверления довольно вполне.
Фото 11. Изготовленное сопло на штатном месте. Рядом, слева, неудачный вариант с каналом из медицинской иглы. При пайке его закупорил избыток припоя.
Фото 12. Пайка твердым, серебряным припоем.
От пластинки фабричного ювелирного припоя ножницами отрезал полоску и зажал в обратном пинцете. Флюс – бура. Вносить ее удобно раскалив нетолстую стальную проволочину и макнув в порошок. Налипшую подплавленную буру перенес на раскаленные детали, убрав факел – сдувает. Нагревал место пайки гремучим газом из электролизера. Дидимовые стеклодувные очки защищают глаза и вырезают натриевое «содовое свечение» - место пайки хорошо видно.
Фото 13. Остывший спаянный наконечник отмыл от остатков стекловидной буры в сильно разбавленной серной кислоте. Для активизации процесса применил УЗ мойку. После кислоты – два цикла промывки в чистой воде.
Фото 14. Спаянные детали. Хорошо видно последствие маленькой аварии – подплавилась и осела медная трубка, сопло провалилось, хотя и не утратило функциональности. Не столь изящно как хотелось но удовлетворительно.
Фото 15. Подгонка основания наконечника к присоединительной законцовке. В сверлильном станке, средней наждачкой, с регулярными промерами штангенциркулем.
Фото 16. Впаивание подогнанного наконечника с соплом в законцовку. Применил мягкий безсвинцовый припой олово-медь-серебро и кислый флюс-пасту для огневой пайки.
Нагрев обычной инжекционной горелкой на пропане. По остыванию – немедленная отмывка от остатков флюса в теплой воде. Сначала вручную, старой зубной щеткой, затем несколько циклов в УЗ мойке.
Фото 17. Готовый сменный наконечник с присоединительной законцовкой и накидной гайкой.
Фото 18. Два наконечника микрогорелки – старый, Ø 0,7 мм. из медного капилляра впаянного медно-фосфорным припоем, новый Ø 0,3 мм.
Фото 19. Вид на микрогорелку с новым наконечником и соплом 0,3 мм.
Фото 20. Факел горящего гремучего газа с соплом 0,3 мм. Горелка отрегулирована на самый малый, возможный до гашения, расход газа.
Фото 21. Работа сопла 0,3 мм, с самым большим, до срыва факела, расходом гремучего газа.
К слову, диаметр 0,3 мм. глубокого отверстия, теоретически, является «предельным» для гремучего газа – с таким соплом, до некоторой степени, можно быть уверенным в отсутствии обратного удара.
Небольшая ручная горелка малой производительности предназначена, в основном, для сжигания гремучего газа полученного в электролизере. Такие аппараты более-менее значительной мощности требуют слишком много материалов и расходуют прорву электричества, строят их редко. В основном, домашние практические электролизеры имеют небольшую мощность и производят весьма умеренное количество газа – для работы с ними требуются специальные горелки с тонким моносоплом. Речь идет о диаметрах 0,1…1 мм. Гремучий газ имеет чрезвычайно высокую температуру горения и даже малый факел такого пламени оказывается более чем полезен в домашней мастерской.
Горелка конечно может работать и на других, предварительно подготовленных, газовых смесях – парах бензина, газокислородных смесях, горелку при этом удобно снабдить двумя входными патрубками, а смешивание производить в полой металлической рукоятке.
Горелка имеет простую конструкцию не требующую токарных работ и собрана из подножных материалов пайкой. Возможность смены наконечника горелки существенно расширяет ее возможности, хотя в работе стационарной, специализированный инструмент всегда удобнее и практичнее универсального.
Что понадобилось для работы.
Кроме заготовок деталей - набор инструмента для некрупных слесарных работ, в том числе и пайки. Расходные материалы, мелочи.
К делу.
Главная деталь горелки – сопло, здесь весьма тонкое, причем, очень желательно иметь его более-менее толстостенное и из меди или сплавов – отвод тепла. Куда как сильнее распространены подобные трубочки из нержавеющей стали – медицинские иглы для инъекций, однако, нержавеющая сталь – неважный теплопровод, да и иглы тонкостенны. При их применении лучше всего поверх иглы сделать намотку из зачищенной медной проволоки и пропаять ее серебром.
Медные же капилляры можно найти, например, в аппаратах для хроматографии и т. п., наконец просверлить заготовку. Без особенного труда можно найти сверла 0.4 мм. Для получения спокойного длинного пламени длинна сопла должна быть по крайней мере пятикратной по сравнению с диаметром. Для указанных малых диаметров сделать такое отверстие сверлом не слишком трудно. Сверлить следует неподвижным сверлом, вращая прутик-заготовку. Прекрасный материал для сверленного сопла – троллейбусный провод. В идеале, внутреннюю поверхность сопла следует отшлифовать, например, толстой ниткой с пастой ГОИ.
Свой медный капилляр подобрал в доставшемся по случаю автомобильном хламе (Фото 2). Нетонкие стенки, внутренний диаметр около 0,7 мм.
Фото 2. Медный капилляр Ø 0,7 мм.
Десяток сантиметров на конце отжег – нагрел компактной газовой горелкой на кирпичике, до малинового свечения, дал остыть. Мягкую податливую медь выровнял подобно старому обмоточному проводу – несколько раз с изгибом пропуская через комок ветоши.
Держатель сопла – нетолстая, внешним диаметром - 6 мм, медная трубка. Ее кусочек отжег (Фото 3) аналогично капилляру, плотно набил сухим песком и заткнул деревянными пробками. В слесарных тисках, между брусочками из мягкого дерева, согнул заготовку на оправке (Фото 4), удалил пробку, вычистил от песка.
Фото 4. Согнутая трубка – заготовка держателя. Песчаная набивка не позволяет сплющиться сгибу.
Установка сопла - короткую часть держателя (Фото 4) укоротил ювелирным лобзиком, зачистил круглым надфилем место посадки сопла. Сопло закрепляется пайкой – нужна весьма плотная посадка деталей с минимальными зазорами, чтобы задействовать капиллярные силы. Для уплотнения сопла применил намотку из медного провода. В несколько примерок подобрал его толщину. Зачистил конец от лаковой изоляции наждачкой, отжег, остудил, снова зачистил от окислов. Мягкой медью сделал намотку на медном же зачищенном капилляре-сопле – виток витку (Фото 5).
Фото 5. Уплотнение сопла в держателе.
Намотку пришлось чуток подогнать надфилем. Собрал держатель – установил капилляр, ювелирным лобзиком отрезал лишнее, сформовал торец проволочного уплотнения-намотки.
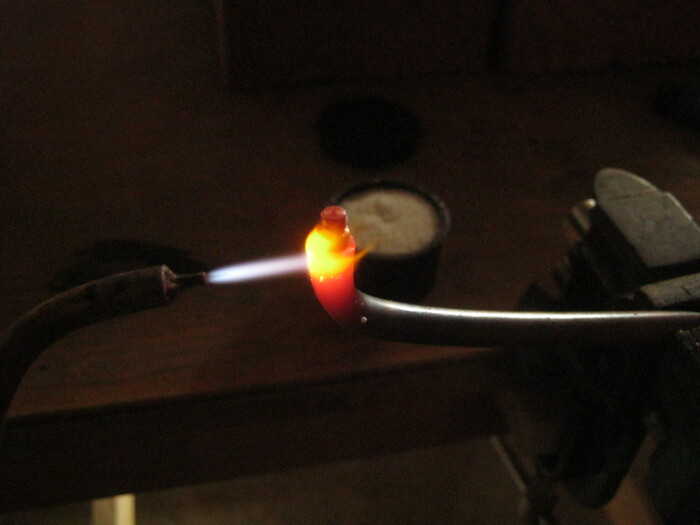
Пайка сопла – выполнена твердым, медно-фосфорным, «холодильниковым» припоем. Еще лучше применить здесь припой серебряный, он меньше выгорает при высоких температурах эксплуатации.
Небольшие детали удалось нагреть той же компактной горелкой на пропане, флюс – порошок буры. Действовал так – место пайки подогрел горелкой до появления цветов побежалости и обмакнул в буру. Ее крупинки прилипли к горячей меди, при дальнейшем нагреве бура расплавляется, ее затягивает в щели. При достижении температуры малинового свечения деталей, к месту пайки прикоснулся палочкой припоя. Расплавленный, его также затягивает внутрь между деталями. Управлять растеканием припоя можно перемещая место нагрева. Дав деталям остыть, сколол стекловидные остатки флюса (Фото 6).
Фото 6. Сопло впаянное твердым припоем.
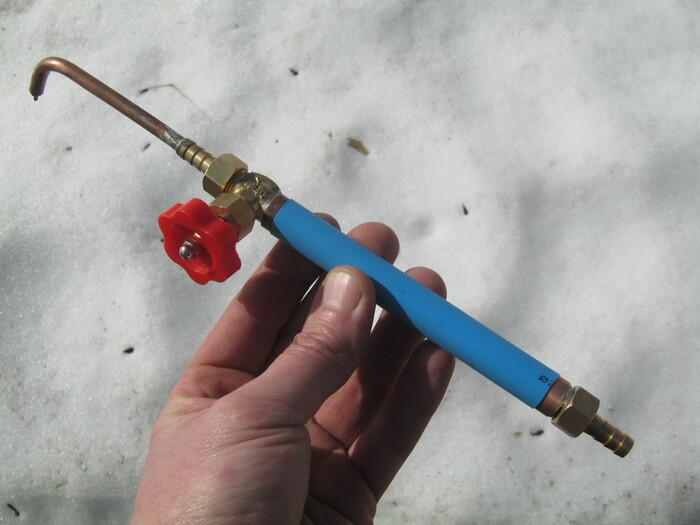
Игольчатый краник применил китайский, бронзовый (Фото 7). Ниже – его бракованный брат-близнец, от него взял только присоединительную резьбу с гайкой и штуцером.
Фото 7. Игольчатый краник китайского производства. Не из самых дешевых. Внизу – кусок бракованного собрата. Игла и маховичок не родные, но запирают канал и регулируют хорошо. Присоединительные штуцеры без уплотнительных резинок.
В качестве ручки-корпуса горелки применил отрезок медной водопроводной трубы Ø 15 мм. Зачистил конец трубы, подогнал к нему входную часть краника – пришлось подточить мелким напильником резьбу до плотной посадки. Спаял мягким припоем олово-медь – эта часть уже не будет сильно нагреваться. Пайка огневая, со специальной пастой-флюсом (Фото 8).
Фото 8. Пайка с применением пламенного нагрева. Применил пастообразный флюс для огневой пайки медного водопровода. Остатки активного флюса отмыл теплой водой.
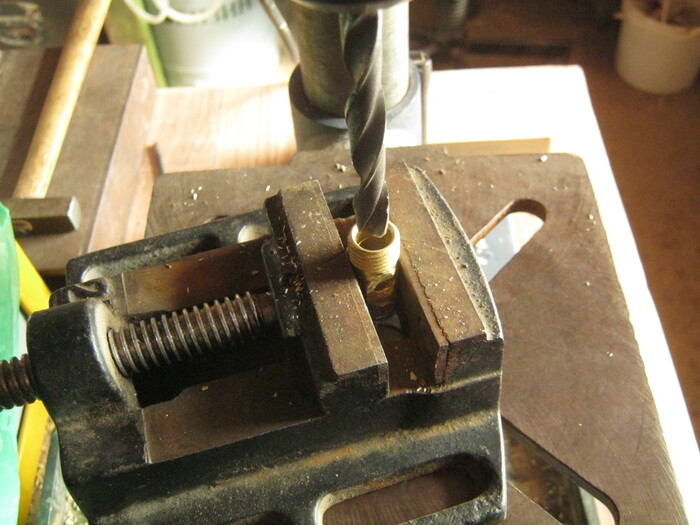
Присоединительную к горелке резьбу, сделал из кусочка бракованного игольчатого краника (Фото 7, внизу) – брата-близнеца регулирующего. Это кстати – унификация, вещь полезная. Итак, от остатков краника ножовкой по металлу, в тисках, отпилил нужную резьбу и часть корпуса. Имеющееся некрупное отверстие (Фото 9) рассверлил крупным сверлом до максимально возможного диаметра (Фото 10).
Фото 9. Штатное тонкое отверстие никуда не годится – отверстие же большое, позволит иметь доступ в полую ручку горелки, что полезно.
Фото 10. Рассверливание внутреннего канала присоединительной резьбы.
Фото 11. Часть корпуса обточена мелким напильником и плоским надфилем и превращена в присоединительную муфту для монтажа пайкой.
Фото 13. Впаянная в нижнюю часть ручки-трубки присоединительная резьба. Паял тем же оловянным безсвинцовым (не нужно всякий раз тщательно мыть руки) припоем, с флюсом для огневой пайки. По остывании – отмыть остатки.
Фото 14. Держатель в сборе, подогнал, подготовил поверхности и впаял в один из присоединительных штуцеров.
Его внутренний диаметр подошел чудо как хорошо. Использовал оловянный припой и пасту-флюс. Собранный держатель за штуцер притягивается к кранику накидной гайкой.
Фото 15. Для отмывки остатков кислотного флюса в труднодоступных местах применил ультразвуковую мойку. Отдельная емкость позволяет экономить химикаты и не пачкать ими всю емкость.
Первый цикл отмывки – в нейтрализующем растворе кальцинированной соды, второй – в чистой воде.