

TECHNO BROTHER
1 646 постов
•
12 525 подписчиков


Печь для фьюзинга своими руками

Готовая печь без блока управления.
Фьюзинг - сплавление цветных стекол в печи - одна из самых интересных областей при работе с декоративным стеклом. Занятие относительно новое, получило развитие и распространение с разработкой цветных стекол с одинаковым КТР (коэффициентом температурного расширения). Главное препятствие для занятий такого рода творчеством – дорогая печь, особенно, если речь идет о сколь ни будь существенных размерах. Здесь описана самодельная печь для фьюзинга с рабочей камерой 300х400 мм и полезной высотой 120 мм. Это позволит кроме спекания плоских заготовок, еще и формовать (моллировать) стекло на невысоких моделях, отжигать довольно крупные стекляшки, например, выполненные стеклодувным способом. Печь проста, не содержит дорогих и дефицитных материалов, потребляет немного электричества. Общая мощность печи 1.5 кВт, ее можно включать, в том числе и в квартирную, гаражную сеть. Футеровка печи выполнена на основе рулонных огнеупорных материалов. В числе прочего, это дало и невысокую массу печи – ее без труда могут переносить два человека. Разъединив печь (верх-низ), она помещается в легковой автомобиль для перевозки. Это дает возможность использовать печь на выездных семинарах и мастер-классах. В стационарных условиях печь установлена на специальном столике, ее проволочные нагреватели объединены в три группы и подключены к разным фазам трехфазной сети.
Столик. Рама печи. Сварены из стандартной квадратной трубы 20х20х1 мм.

Первым делом сварил столик, на нем, как на шаблоне собрал еще четыре одинаковых прямоугольника. Это были основания (верх-низ) для двух частей печи.
Получив основания, собрал их с вертикальными стойками, на дне и крыше печи установил по две дополнительные перекладины, отрезал и установил две коротких стойки и длинную горизонтальную ручку для откидывания крышки печи с нагревателями и контроллером.

Из нетолстого стального листа нарезал и вварил небольшие косынки. Тщательно проварил все швы, сбил шлак, зачистил неровности.
Металлическое ограждение каркаса печи выполнено из мелкоячеистой стальной оцинкованной сварной сетки. Сетка крепится изнутри каркаса. К ней и трубам каркаса прикрепляется мягкая футеровка.

Куски сетки по размеру стенок вырезал и подгонял. Крепил сетку короткими саморезами с большой плоской шляпкой («для плоских листов»).
Предварительно для саморезов сверлил отверстия. В некоторых местах удобным оказалось применение больших «кузовных» шайб (М6) подложенных под саморез. Один из краев шайбы предварительно отгибал плоскогубцами.

Соседние сеточные стенки несколько смещены друг относительно друга, при этом их вертикальные прОволочины проходят друг сквозь друга.
Спроектировал петли крышки печи. Их несколько необычная форма нужна для более вертикального откидывания крышки в начальный момент. Это не позволяет приминаться и истираться краям огнеупорной футеровки, позволяет более полно задействовать внутренний объем рабочей камеры.

Вычерченные в Автокаде детали петель распечатаны в масштабе 1:1 и перенесены на стальной лист, вырезаны.
Дополнительные треугольные детали – подкладки для верхних частей петель. Для меньшего износа тонкого металла под нагрузкой, отверстия для осей усилил накладками.
Установил на живую нитку нижние части петель, прокладки. Поверх прокладок прихватил верхние части петель. Предварительно верхние части скреплены шарнирами (короткие болтики) с нижними.

После опробования, детали тщательно проварены, швы зачищены.

Стопор для открытой крышки печи выполнил из нетонкой стальной полосы и двух упоров. Упоры сделал из ввареных в раму обрезков болтиков. Фигурный паз сверху стопора выпилил ручной ножовкой по металлу, просверлив в конце пропила отверстие.
Вариант повышающий удобство эксплуатации печи – газовый лифт (два). Его (их) усилие, длину и расположение придется подобрать по месту.
Готовый металлический каркас печи и столик покрасил. Столик с деревянными полками - остатками эмалей ПФ-115 нескольких цветов (что удалось наскрести), каркас печи – черной термостойкой эмалью КО. Железки предварительно зачистил и обезжирил тряпочкой смоченной бензином. Эмали немного разбавлял нужными растворителями до удовлетворительной текучести (меньше подтеков) и покрывал в три слоя с полным высыханием предыдущего. Оцинкованные детали (сетку) не красил.
Нагреватели печи проволочные в кварцевых трубках. Кварцевые трубки позволяют удобно крепить нагреватели к металлическому каркасу печи (изоляторы), не позволяют осыпаться окалине на расплавленную заготовку. Проволочные нагреватели применил готовые – запасные спирали для электроплиток. Три группы по четыре нагревателя позволяют вывести наружу выводы групп только с одной боковой стороны, внутрь корпуса контроллера. Внутренние промежуточные соединения из относительно тонкой проволоки сделал сваркой, подобно изготовлению термопар.
Мои кварцевые трубки уже были нарезаны в размер. При необходимости длинные заготовки режутся механизировано, алмазным инструментом, например, бормашиной со специальными насадками-дисками, или обычным приемом, принятым в стеклодувном деле. Внутренний диаметр моих трубок – 11…12 мм. Стандартные плиточные спирали мощностью 1.5 кВт выровнял и перемотал на диаметр близкий к 11 мм, кроме того слегка укоротил до мощности 2 кВт (последовательное соединение – 500 Вт в секции). Они лучше помещались в трубках, витки слегка растянуты для предотвращения межвитковых замыканий, остались длинные выводы.

Намотку спиралей другого диаметра делал на подходящем железном шкворне снабженном удобной ручной. Спираль навивал между двух сжатых в тисках дощечках из мягкой древесины, подобно навивке пружин.
Сваривал внутренние выводы нагревателей инвертором настроенным на малый ток ~10А, флюс – кашица из буры с борной кислотой. Лучше всего у меня получались аккуратные оплавленные шарики, если хорошо скрученными проводами чиркнуть подобно спичке о кусочек листовой нержавейки. Полярность обратная. Угольный (графитовый) электрод или порошок графита смешанный с бурой давал худшие результаты.
Наружные выводы нагревателей (под винт) приваривал из такой же проволоки сложенной вдвое – сопротивление этого участка (вывода) будет меньше, греться он будет незначительно, соединение (снаружи, зажатое между шайб) не будет слишком сильно окисляться и проработает дольше. Приварить более толстую проволоку или проволоку медную, менее удобно – сварочное соединение получается хуже, чем, если сваривать три одинаковых проволоки.
Футеровка печи выполнена из мягкого рулонного материала – «керамического одеяла» Сerablanket толщиной 25 мм. Толщина футеровки 100 мм. Одеяло легко режется строительным ножом с новым острым лезвием, работать следует в респираторе – вредная пыль.

Прямоугольные куски отрезал под линейку, с небольшим запасом. На место они становились враспор.
Верхняя часть печи, ее крышка имеет чашеобразную конструкцию, нижняя часть печи заполнена огнеупором полностью, всклень. Порядок укладки был такой – два слоя по периметру крышки (по боковым стенкам), два слоя дна, еще два слоя по боковым сторонам, еще два слоя дна.
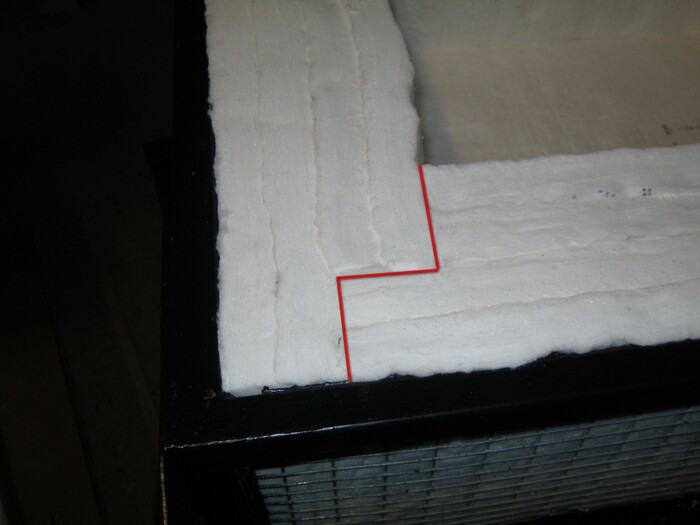
Большое число слоев позволило сформовать на углах этакие замки, аналогичным образом уложено и дно верхней части печи.
Нижняя часть печи заполнялась прямоугольниками одеяла без затей, слоями.

На верх (дно рабочей камеры печи - под) положил имеющуюся огнеупорную волокнистую плиту (более твердую), но можно обойтись и одним одеялом.
Монтаж нагревателей в крышке печи. Кварцевые трубки со спиралями привязывал нетолстой нихромовой проволокой (ø0,6 мм) к внешнему металлическому каркасу печи. Сквозь керамическое одеяло. Для работы сделал из 2.5 мм латунной проволоки длинное шило с зубом на конце, подобное «крючку» для прошивки обуви. Зуб выпилил ювелирным лобзиком.

Каждая трубка закреплялась проволокой в двух местах. Шило легко прокалывает мягкую футеровку, при некотором навыке можно довольно точно попасть и в нужную точку с обратной стороны.
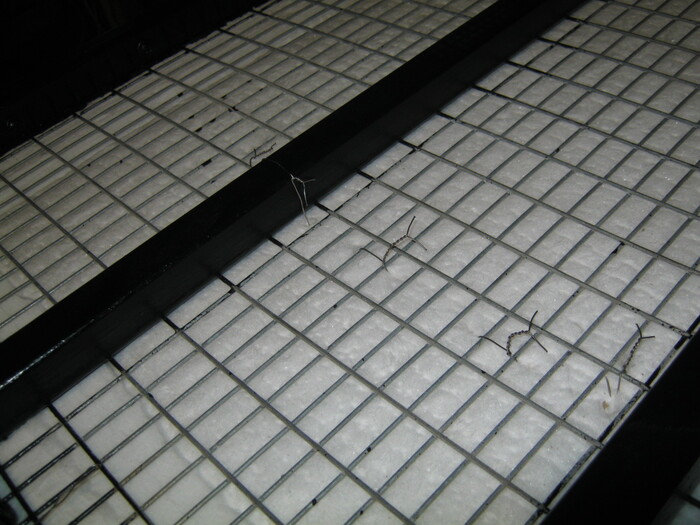
Наружное крепление нихромой проволокой нагревателей в кварцевых трубках.
Трубки с нагревателями слегка утапливал в одеяле. Кроме механического крепления нагревателей, шилом продергивал и выводы спиралей наружу (на одну из боковых стенок печи, где будет расположена коробка контроллера). Проволочные ячейки сетки вокруг выводов удалены (выкушены мощными кусачками).
Керамические пуговицы для крепления оставшихся без нагревателей боковых сторон футеровки. Существуют специальные, здесь применил имеющиеся керамические прокладки для транзисторов (при установке их на радиаторы) в больших металлических корпусах. Они применялись в старой специальной и промышленной электронике. Промыл растворителем от остатков теплопроводной пасты и уретанового лака, распределил немногое имеющееся. Хватило как раз.
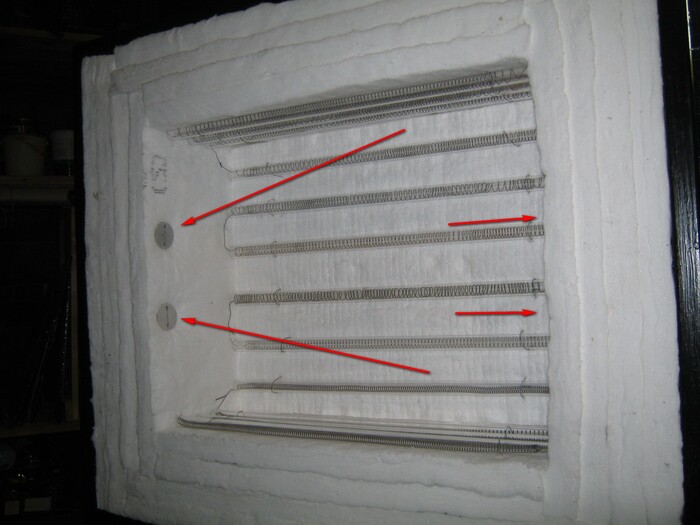
Керамические пуговицы препятствуют прорыванию мягкого огнеупора проволокой крепления.

Наружные выводы нагревателей заделал в подобранные керамические бусы от старой нагревательной техники.
Получилось по несколько конусообразных, вставляющихся друг в друга и по термопарному «биноклю». Две проволочины продевались через отдельные отверстия и скручивались снаружи, бусы несколько утапливались в мягкую футеровку. Здесь же, аналогичным образом заделывалась и термопара (К-типа, хромель-алюмелевая).

Блок управления является неотъемной частью печи смонтированной на боковой стенке верхней ее части. Все выводы (нагревателей, термопары) выходят внутрь блока управления (будет описан отдельно).
Прогон печи, лучше назвать прожогом – первоначальные несколько включений лучше делать на улице или под очень хорошей вытяжкой. Выжигаются некие необязательные частицы огнеупорного одеяла, об этом, собственно, есть предупреждающая надпись и на упаковочной коробке. Прожог делал на улице, пропустив через приоткрытую дверь трехфазный кабель. При рабочей температуре до 750 °С (max четверть часа за цикл обработки), держал печь 6 часов при 800 °С. При этом выжглась основная часть, первые 5…7 циклов внутри (помещения) немного попахивало, приходилось приоткрывать дверь. В принципе, нагревательные печи следует оснащать индивидуальной вытяжкой (зонтом).
Внешняя отделка печи ограничилась обшивкой верхней части (пыль, мусор). Обшил оцинкованной кровельной сталью 0,45 мм, закрепил вытяжными заклепками.
Babay Mazay, апрель, 2020 г.
Показать полностью
17
PN532 I2C адрес
Народ, есть ли вариант задать нужный мне адрес РN532 для коммуникации по I2C с ESP? Суть в чем, я хочу подключить n считывателей к одной ESP, I2C позволяет это, но сам считыватель не нахожу способ записать в него адрес. У меня 7 их и все с адресом 0х48 и на,колько я прочитал, опция вроде есть, но как никто не говорит. А вопрос в том, что хочу три двери сделать на одной ESP. Подумал над вариантом все три пустить по разным протоколам, благо вариантов 3 предлагает PN, но как-то не особо заходит эта идея. Покупать 3 ESP тоже тупо как бы.
Больше Титаника в 5 раз
Источник : Шаг в будущее
Очень простая, эффективная и недорогая высокотемпературная печь

Красивое фото горячей печи описываемого типа. Здесь и далее в тексте - фото чужие из сети.
Появление новых материалов дает и новые, порой фантастические возможности. Истина вполне очевидная и впечатляет ум, но не сердце. Ему подавай примеры, да позабористей. Да вот, не угодно ли…
Известно, что ряд областей бытия просто немыслим без высоких температур. Возьмем что покрасивше – ДПИ (декоративно прикладное искусство). На ум немедленно приходит гончарное дело с ихними обжигами, эмалями, ангобами и глазурями. Занятие несколько менее популярное, но также всенепременно требующее специальной печи – стеклодувное дело. Здесь стекло после спаивания и формовки помещается в печь для отжига – снятия внутренних напряжений, без этого, почти неизбежен брак или вовсе разрушение изделия. Во всяком случае, лопнуть может в любой момент эксплуатации. Собственно, мастерская стеклодува (прибориста или работающего с декоративным стеклом) в первую очередь характеризуется двумя цифрами – максимальным диаметром вероятного изделия (зависит и от оборудования, но в первую очередь от квалификации мастера) и максимальной его длиной (только размер печи). То есть - величина определяющая и статус печи среди прочего оборудования весьма высок.
При работе со стеклом, существуют еще несколько высокотемпературных печных техник – фьюзинг (сплавление слоями) и моллирование (формовка под собственной тяжестью размягченного листа). Здесь также нужна специальная печь, площадь пода которой нередко достигает (мебельные, интерьерные и архитектурные элементы, автомобильные стекла) не одного квадратного метра. Ну и можно вспомнить, подобные ювелирным, техники работы с высокотемпературными эмалями, хотя здесь размеры, как правило, значительно скромнее.
Словом, для многих мастерских специальная печь – оборудование обязательное. Наверное, не стоит говорить, что обычно, это даже не оборудование, но скорее сооружение – большое, массивное, понятно дорогостоящее. Однако, помянутые современные материалы, существенно изменили положение и сегодня можно легко осуществить то, что пяток лет назад казалось невероятным. Если говорить о печах, появились легковесные, пористые огнеупоры с высокой эксплуатационной температурой и очень хорошими теплоизоляционными свойствами. Это сделало печи много легче, проще и экономичнее. Скорость нагрева и остывания такой (электрической) печи проще, гибче и точнее регулировать программируемым термоконтроллером.
Распространение гибких огнеупорных материалов с высокими характеристиками, кроме того, позволили делать до чрезвычайности простейшие печи на легком металлическом каркасе, в том числе и переносные, транспортируемые. Это позволило легко устраивать, например, полный цикл изготовления керамики на выездных семинарах или мастер-классах. Часто, «в поле» такие печи разогреваются простейшим газопламенным оборудованием. Рассмотрим устройство такой печи как базу, основу или принцип. Итак.
Что понадобилось для изготовления
Сетка стальная сварная, «керамическое одеяло» Сerablanket, набор мелкого слесарного инструмента, керамические пуговицы или кусочки трубки, проволока нихромовая. Газовое оборудование – горелка инжекционная пропановая, баллон 27 л(50л) пропан, редуктор, соединительный шланг. Для контроля температуры – термопара (лучше в футляре), при необходимости - 0,5…1 м компенсационного провода, термометр для этого типа термопары (если говорить о мобильности, лучше с батарейным питанием).
Приступим.
Делаем ограждение для нашей печи. Размер и форму можно выбрать почти произвольно, но исходя из рулонности сетки и огнеупора, проще всего сделать цилиндр. В случае газового нагрева, это кроме прочего, позволит раскаленным продуктам сгорания лучше омывать садку.

Высоту внутреннего рабочего пространства в данном цилиндрическом случае, стоит выбирать равной или кратной высоте рулона огнеупорного одеяла, иначе будет много лишних обрезков.

Нужного диаметра цилиндр из сетки легко монтируется перехлестом краев. Скрепляются края проволокой или проволочными же, собственными концами сетки.

На выступающем краю сеточного цилиндра формуется бортик. Частично он удерживает рулон футеровки на стенках (это будущее дно печи), частично – служит для удобного крепления дна.

Из сетки вырезается и привязывается проволокой круг – опора, основа дна печи.

Из огнеупорного одеяла вырезаем несколько кружков и вставляем через верх. Толщина, понятно – такая же, как и на стенках.

Важный момент – керамическое одеяло изнутри периодически привязывается проволокой (лучше нихромовой) к внешней сетке. Насквозь.
Чтобы тонкая проволока не прорезала мягкое одеяло, подкладывают увеличивающие площадь элементы. Логично и правильно – специальные керамические пуговицы, здесь – мастер применил другой имеющийся в наличии керамический элемент. Это также может быть кусочек керамической трубочки, вольфрамовый неплавящийся электрод (?). В печах с несколько более низкой и лучше контролируемой температурой (фьюзинг, моллирование – обычно до 750°С, электрический нагрев, точный контроль температуры без выбегов) можно применить и элементы из нетолстой нержавеющей стали.

Аналогичным образом изготавливается и крышка печи. Собственно, ограждение готово.
Для разогрева внутренностей газом, нужно всего ничего – проделать два отверстия. Внизу сбоку, для горелки и на крышке сверху, для выхода газов. Не забыть воткнуть термопару и можно разжигать.

Такие простейшие печи весьма популярны у бродячих керамистов, на всяких ихних сборищах, и не даром. Вот, например компания керамистов на пленере. Прибайкалье. Обжиг ведется в двух самодельных печах из бочек, аналогичной конструкции.

Пуговицы толстые, металлические, горелки самодельные, керамика внутри – явно шликерное литье.
Идея такой экспресс-печи может быть воплощена несколько более тщательно, как например печи артели керамистам.ру

Фабричная печь аналогичной конструкции.

Фабричная печь аналогичной конструкции. Открытая крышка.
Не слишком впечатляет, не так ли? Из трудно достижимого в гараже или домашней мастерской – только круглая форма обручей каркаса из квадратной трубы. Все остальное легко сделает мастер знакомый с азами слесарного дела и сварки. Даже обычным плавящимся электродом. Ток поменьше, диаметр электрода 2 мм, раскусить напополам, полярность обратная. А стоит между тем, около полусотни тысяч кровных. Плюс стоимость транспортировки до места назначения. Правда в придачу дают лещадку (дно), горелку и все газовые потроха, термометр.

Печь адаптированная для мастерской без гибочного оборудования. На фото обжиг системы «раку». Это когда раскаленную черепушку погружают в опилки или солому. Получается своеобразная красивая поверхность.

Температура в печи.

Вид в смотровое окошко нагретой печи.

Печь без дна. Лещадка не установлена.
Да, ряд подобных печей, как например эта, не имеют штатного дна вовсе. То есть совсем. Вместо этого, перед работой в нее закладывают, устанавливают керамическую пластину - лещадку. Ее несколько приподымают над землей, можно на кирпичах. Этих лещадок может быть несколько и тогда чашки и горшки закладывают этажами. Это очень экономит место.
Легкие печи из керамического одеяла и сетки применяют не только керамисты. Стекляшечники нисколько не отстают, правда форма печей несколько своеобразная – своя специфика. Например, печи для фьюзинга, а особенно моллирования представляют собой этакий легкий металлический чемодан, выстланный изнутри такого рода огнеупорами. Электрические нагреватели – спирали, в глубокой крышке. Газовый нагрев не применяется – пыль (вплавится в стекло), неравномерность температуры, сложно ее точно контролировать.

Каркас большой кустарной печи для фьюзинга и моллирования. Дно на ножках.

Каркас большой кустарной печи для фьюзинга и моллирования. Будущая крышка печи.

Собранная печь без внешней декоративной обшивки. Видно, что на огнеупорах сэкономили – внешний, более холодный слой футеровки выполнен из менее дорогой базальтовой ваты. Видны смотровые оконца.

В печи приоткрытой на штатных шарнирах видна внутренняя футеровка керамическим одеялом и эл.нагреватели – спирали из нихрома или фехраля внутри кварцевых трубок (для удобства монтажа, эл.изоляции и предохранения от вероятной осыпающейся окалины).

Сбоку виден кончик термопары.

Крышка еще одной большой печи для фьюзинга и моллирования подобного типа.
Здесь для закрывания печи применен специальный механизм, уменьшающий усилия оператора. Крышка печи сфотографирована вверх ногами, в положении для удобного ремонта и обслуживания. Вместо керамических пуговиц – металлические (нержавеющая сталь?) «бантики». На торце печи организовано специальное вздутие для плотного прилегания к поду. Под печи столообразной конструкции с колесиками, откатывается в сторону. Часто, применяются подъемные механизмы с системой блоков, поднимающие крышку подобной большой печи на нетолстых тросах ручным воротом или маленьким эл.подьемником.
Выводы
Итак. Рассмотрен принцип конструирования простых и недорогих высокотемпературных печей. Принцип очень адаптивен – легко учесть специфические требования к нагревательному оборудованию. Печи получаются легкие (в том числе и вполне мобильные), экономичные, относительно компактные. Небольшая механическая стойкость мягкой нежной футеровки в полной мере компенсируется ее невысокой стоимостью и высокой ремонтопригодностью конструкции в целом. В печах может быть применен как огневой нагрев (газ, жидкое топливо, дрова), так и электрический. В последнем случае, при применении современных программируемых термоконтроллеров, кроме точного поддержания температуры и выполнении сложной программы-термопрофиля, можно реализовать и низкие скорости нагрева и остывания (важно!), присущие тяжелым теплоемким печам.
Babay Mazay, ноябрь, 2019 г.
Показать полностью
21
В Московском метро открыли новую станцию Пыхтино: в соцсетях ее уже назвали одним из самых красивых проектов столичного метрополитена
Источник : Это очень интересно!
Она выполнена в «самолетно-футуристическом» дизайне, а из-за перепада рельефа еще и стала полуподземной: через одну из стен видно долину реки Ликовы и аэропорт Внуково.






Показать полностью
6
Самодельное твердотельное реле, контроллер электропечи на его основе

Фото 0. Готовый блок управления в работе.
Устройство проектировалось для работы с лабораторными или технологическими нагревательными печами - муфельными, для обжига керамики, отжига, формовки или сплавления стекла в домашней мастерской, но может управлять и любыми другими нагревательными приборами – электрокотлом, тепловентилятором и пр. Мощность описанного прибора позволяет работать с относительно небольшими печами с нагревателями до 5…7 кВт и зависит от применяемых ключей (тиристоров или симисторов) и эффективности их теплоотвода.
Блок управления собран на основе недорогого фабричного цифрового ПИД (пропорционально-интегрально-дифференциальное управление) термоконроллера и позволяет весьма точно выдерживать заданную температуру учитывая тепловую инерционность печи или нагревателя, т.е. автоматически устраняет «выбег» температуры. Расчет «коэффициентов» печи автоматический, при первом нагревании.
Блок управления представляет собой ПИД контроллер с электронным ключом на тиристорах и собран в виде отдельного от печи универсального модуля в жестяной коробке. Схема принципиальная электронного ключа (твердотельного реле) на Рис.1.
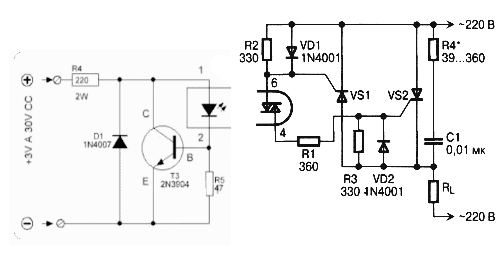
Рис.1 Твердотельное реле на дискретных элементах. Схема электрическая принципиальная. Оптопара - МОС3020.
Конструкция прибора.

Фото 2. Развертка коробки прибора. Листовая оцинкованная сталь 0,5 мм.

Фото 3. Гибка заготовки корпуса.

Фото 4. Корпус прибора в работе. Промежуточный вид.

Фото 5. Стенки корпуса скреплены нетолстыми вытяжными заклепками. Лицевая сторона – примерка ПИД контроллера.
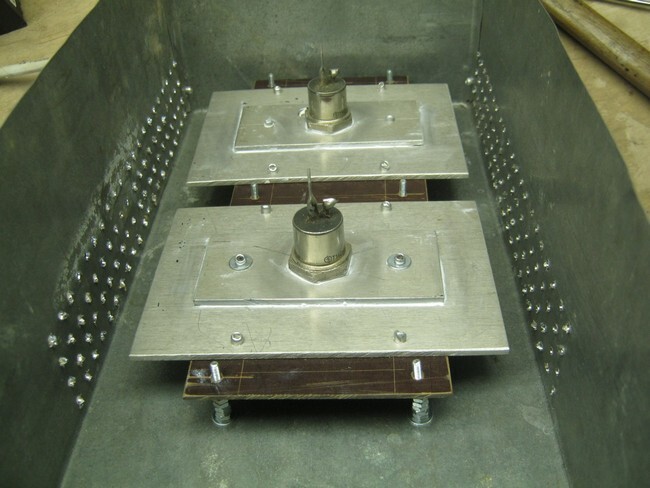
Фото 6. Самодельные радиаторы тиристоров в сборе. Изолированы от металлического корпуса. Подгонка-установка. Размечены, просверлены поля некрупных отверстий для вентиляции.

Фото 7. Травление платки для дополнительных мелких элементов. Рисунок дорожек асфальтным лаком, стеклянным рейсфедером от руки. Монтаж поверхностный, только с одной стороны.
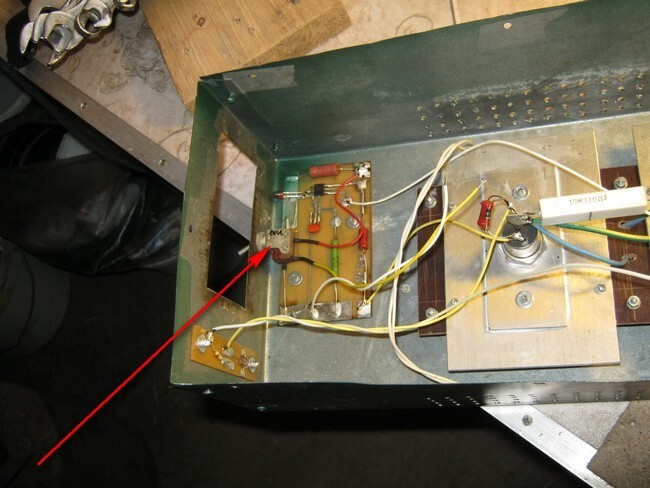
Фото 8. Собранная и установленная дополнительная плата. Стрелкой показан выключатель разрывающий цепь управления тиристорным ключом. В ряде применений это удобно.

Фото 9. Термопара хромель-копель (по ихнему – «К-тип»). Голышом и в керамических «биноклях».

Фото 10. Примерка крышки коробки.

Фото 11. Первые включения, опробование работы термоконтроллера. Хорошо видна термопара подключенная прямо к винтовым клеммам ПИД контроллера.
Литература
Babay Mazay, декабрь, 2018 г.
Показать полностью
12