


Система 5S в производстве на местах с непредсказуемой работой
Рабочие места условно можно разделить по характеру выполняемых на них работ:
Рабочие места "конвейерного" типа с низкой изменчивостью работы. Все книжки про 5S написаны для этого варианта.
Рабочие места, на которых работа может быть непредсказуемой.
В подразделениях с непредсказуемыми задачами, работника нельзя загонять в жесткие рамки по набору инструмента. Если рабочему на конвейере можно оставить 2 гаечных ключа, то ремонтнику нужно выдать весь набор. В бесконтрольном режиме рабочее место ремонтника принимает ужасающее состояние:

Рабочее место слесаря-ремонтника линии порошковой окраски
Ситуация в бесконтрольном состоянии
Работник никогда не знает, что за инструмент может понадобиться ему завтра и поэтому хранит на рабочем месте всё, что когда-либо использовал. В ходе решения неожиданных задач он изготавливает для себя особый инструмент самостоятельно и всё это тоже хранит;
Рабочее место требовательно к оператору. Если на нем имеются различные усовершенствования, то одному только владельцу известно, как ими пользоваться. Рабочее место снабжено множеством тайников в которых может храниться мелкие и ценные для рабочего инструменты, такие как дефицитное сверло, острый нож, которым рабочий пользуется бережно и опасается, что коллеги могут привести его в негодность или потерять.
Если рабочий не может найти в личных запасах необходимый вид материала, он спрашивает или ищет его у других рабочих (которые также хранят это в тайниках). Если имеются инструменты в единичном количестве на всю бригаду, то у них может не быть регламентированного места хранения и, приступая к работе, рабочему требуется выяснить, где находится данный инструмент. Он может кем-то использоваться, а может просто лежать в неустановленном месте, по этому не известно, стоит ли его ждать или искать.
Что делать?
Применение методов, предназначенных для конвейера, с созданием типовых рабочих мест, губительно для таких подразделений как ремонтная мастерская. Рабочие места в таком подразделении не могут быть совершенно одинаковыми, здесь допустима определенная степень индивидуальности.
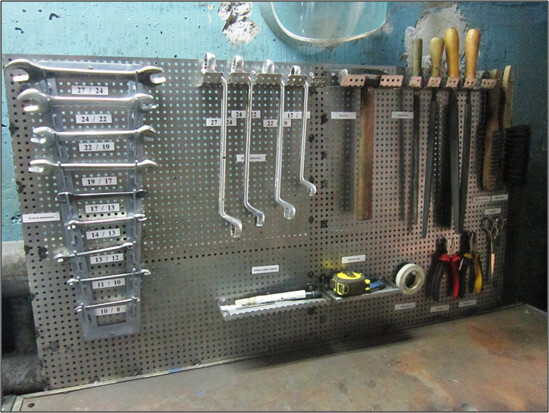
Определить 20% инструмента, необходимого для исполнения 80% работы и эргономично расположить его в зоне прямого доступа. Выполнить расположение максимально стандартно для всех рабочих мест.
Остальные 80% инструмента должны быть подвергнуты анализу. Если инструмент есть у каждого в его верстаке, каждым оператором используется раз в месяц, то нет необходимости загромождать им каждое рабочее место: для такого рода инструментов можно создать общий верстак или место хранения.

Конечно, это не распространяется на случаи, когда этот вид инструмента требуется раз в месяц, но при этом одновременно всеми работниками. И здесь может быть подводный камень в том, что на общих территориях не любят поддерживать чистоту.
Переместить запасы в централизованное место хранения, чтобы они больше не хранились по чуть-чуть в каждом из верстаков. Остатки визуализировать и присвоить точку перезаказа. Все это позволяет снизить количество запасов и риск перебоев с наличием.

При особой организационной среде, называемой "импровизационный менеджмент", рабочие любят прятать дефицитные штуки. Где начальство не погружается в нюансы рабочего процесса, а оценивает рабочих по степени незаменимости и способности "сотворить чудо". Тот, кто имеет тайники, пользуется уважением как коллег так и начальства. Всё это порождает также и нежелание делиться навыками и знаниями. Поэтому если не хотите, чтобы у вас процветало подобное, тогда оценивайте сотрудников по иным критериям и сделайте централизованное и визуализированное место хранения запасов.
Нычки являются основой устойчивости постсоветских производств в условиях перебоев с поставками. Это защитная адаптация к некомпетентности или равнодушию руководства. Нычка даёт руководству право на ошибку, зазор по времени на ее осознание и закупку того, что требуется. Но вдумайтесь, не стыдно ли вам за вашу производственную систему, если у вас всё держится именно на нычках. Их наличие означает, что у вас нет технологии. Что вы не представляете, как именно работает ваше производство. Не знаете потребностей, не знаете, что и когда покупать.
Эффективный менеджер, прочитав это, пойдет и уничтожит нычки, ничего не создав взамен. Хитрый руководитель даже не станет их трогать, т.к. вдруг нычки его спасут? А умный руководитель создаст систему снабжения и хранения всего необходимого и чутко будет прислушиваться к обратной связи, идущей от производственного коллектива. И постепенно устранит нычки. Эти костыли ему станут не нужны.
Малые усовершенствования, сделанные на каком-то рабочем месте, должны быть тиражированы по остальным рабочим местам (где они нужны), чтобы повысить производительность всего участка в целом.
Рабочее место больше не "закрытая шкатулка", а вполне прозрачная система, которая может быть воспроизведена. Но приводить все рабочие места в полную идентичность не нужно, они все еще разнятся как по набору инструмента так и по его расположению в силу личных предпочтений оператора, а также особенностей специализации внутри бригады.
Пример:
Провести этап сортировки в инструментальном шкафу токаря-универсала.

Токарь накапливал весь этот инструмент годами и все это считает необходимым. Здесь хранятся сверла, метчики, плашки, напильники, наждачная бумага и т.д.
Проведение 5С здесь можно сравнить с высеканием статуи: медленно и осторожно руками токаря убираем все лишнее. Никакого насилия и давления, иначе рабочий махнет рукой и скажет «а, делайте, что хотите!». Медленно, но верно проводим беседу, выясняем подробности и рекомендуем (!) рабочему убрать те или иные посторонние предметы. Окончательно решение он должен принять сам. Убрать то, что он сам сочтет в ходе размышлений ненужным, а оставшееся расположить рационально под чутким присмотрим специалиста по оптимизации производства. Если применить насильственную сортировку, основываясь на фрагменте статистических данных, то можно очень сильно навредить производительности, а также разгневать рабочего.


Инструментальный шкаф перенесен вплотную к станку.
Неиспользуемый, а также запасной инструмент убран из этих шкафов в еще один инструментальный шкаф, который расположен у стены, что не так уж далеко, поэтому токарь спокоен, что весь его арсенал при нем, но в то же время неиспользуемые предметы не загромождают рабочее место.
Еще примеры:
Участок до системы 5S:

Весь инструмент и расходные материалы лежат внутри шкафа, а работа выполняется со стола.

Плохой 5S - это поступить шаблонно. Внедрить систему в шкафу. Все вещи лежат в нем: их расположение и пересмотреть. В данном случае плохой 5S - это бездумный, поверхностный 5S.

Хороший 5S: включить разум, чтобы посмотреть на систему более широко. Если работа выполняется со стола, то и оптимизировать нужно стол, а не шкаф. С целью устранения процедуры перекладывания инструмента из шкафа на стол.

На ночь этот саркофаг запирается, и для аудита его даже не требуется открывать.


Участок до системы 5S:

Инструменты расположены на самодельной инструментальной телеге. Проблема в том, что здесь было негде оставить инструмент по окончании рабочего дня, поэтому все инструменты каждый вечер переносились рабочим на второй этаж для того, чтобы расположить их там под замком. Каждое утро весь инструмент требовалось переносить обратно на уличное пространство.
Плохой 5S:

Тачку на прокачку. Прокачать телегу и стойку для кубитейнера чтобы удобно расположить на ней инструмент. Катать ее за собой и работать с нее. Не как обычная табуретка на колесах, а как хорошо оборудованная телега. Вечером с нее всё убирать, и относить на второй этаж под замок.
Хороший 5S:
Первой идеей было расположить дополнительный инструментальный шкаф внутри здания и переносить все инструменты в него, а не на второй этаж. Данная оптимизация все еще была недостаточна, потому что лучше инструментальную телегу вообще не разбирать, а каким-то образом ее защитить. Для этого понадобился бы ящик для того, чтобы запирать в нем телегу. Места на участке очень мало, и единственное неиспользуемое место было под стойкой с кубитейнером. Второй идеей было то, что эта стойка уже является готовым ящиком, только без стенок.
Это я своей рукой нарисовал слесарям, что я хочу, чтобы они сделали. ТЗ.
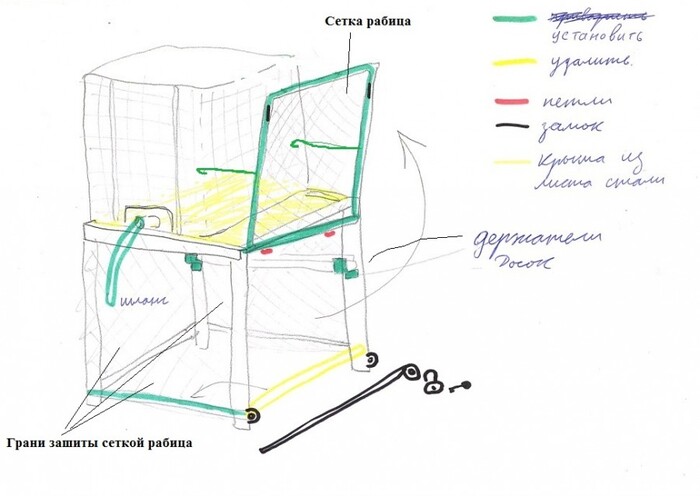
Чтобы устранить процедуру перекладывания инструмента с места на место - сделать клетку из стойки для кубитейнера, чтобы на ночь запирать в ней телегу с инструментом.


Повысить скорость реагирования на заявки, выполнение которых требуется произвести за пределами рабочего места
В случае, когда мы имеем дело, например, с ремонтной мастерской, всегда имеется высокая вероятность возникновения заявок, выполнять которые необходимо "по месту поломки". Чтобы ускорить выполнение подобной работы, необходимо оптимизировать процесс подготовки комплекта инструмента, с которым рабочий будет выходить на заявку. Если бы данная конкретная ремонтная бригада реагировала бы только на один единственный вид поломок, целесообразно было бы сформировать для каждого члена бригады по одному полному комплекту инструмента внутри чемоданчиков, которые бы стояли и дожидались своего часа, чтобы быть взятыми с собой по выходу из мастерской.
Но т.к. работы по месту поломки обладают очень высокой изменчивостью, то и комплект инструмента для быстрого реагирования должен быть очень разнообразным, а это не всегда удобно из-за большого массы такого набора. Поэтому, для подразделений с высокой непредсказуемостью работы подобный набор инструмента должен оперативно комплектоваться из инструмента, находящегося на рабочем месте, каждый раз перед выходом на заявку. В нем может быть предусмотрен самый базовый комплект инструмента, находящийся в нем всегда, но дополняться более специализированными видами инструмента он должен каждый раз дополнительно.

Оперативный набор с перечнем базового комплекта инструмента
Располагаться оперативный набор должен на верстаке или на расстоянии вытянутой руки, чтобы быстро собрать в него всё необходимое и выйти из мастерской.

Оперативный набор взят для выполнения задания
Чтобы не забывать что-то взять, можно разработать бегунок для разных типов работ.
Сделать так, чтобы лень человека сама диктовала правильные действия
При реализации проекта 5S на "летнем" участке ремонта кубитейнеров было походя оформлено рационализаторское предложение о том, чтобы не выбрасывать в мусорный контейнер оцинкованные пластины от кубитейнеров, а собирать отдельно и сдавать в металлолом. Для этого рядом с участком был размещен специальный контейнер.

Можно быть спокойным за то, что пластины будут отправляться в новый контейнер, а не как раньше в мусорный бак, потому что новый контейнер расположен значительно ближе. Рабочие были вовсе не против такой оптимизации потому что это позволило им меньше ходить. Контролировать выполнение нового требования нет необходимости.
Есть два способа провалить внедрение системы 5S:
Полностью отдать весь процесс рабочему, никак на это не влияя;
Вообще не слушать рабочего. Упорно и насильственно внедрять всё самому.
1. Провести обучение по системе 5S и оставить рабочему самостоятельно внедрять систему на рабочем месте, никак не интересуясь и не влияя на данный процесс. Верить фразе "Мне так удобно!".
В самом начале 5S обычно дает падение производительности.
До внедрения системы рабочий помнил, где у него что лежит, и брал предметы не задумываясь. После оптимизации, хоть предметы и расположены лучше - рабочий продолжает сначала искать их там, где они были раньше. Он раз за разом тратит время впустую на то, что сначала ищет предмет, где он лежал раньше, вспоминает, что теперь предмет лежит в другом месте, мысленно проклинает вас, иными способами выражает свое недовольство. Спустя месяц он привыкнет к новому расположению предметов, и его производительность возрастет.
Но если он будет организовывать рабочее место на свое усмотрение - неужели у него хватит на это терпения? Нет! Он, конечно же, разложит свои вещи на старые места, и на этом совершенствование рабочего места остановится.
То, как рабочему удобно, мы видели еще до того, как вообще начали что-то внедрять.
Вот пример:
Как-то раз на заводе я показывал, что такое система 5S, и мне сказали, что все рабочие живут в хламу, но есть один, который сам, по своей инициативе, сделал у себя в шкафчике 5S. Всё очень красиво разложил по порядку. Вот он:

В общем-то, до порядка тут еще далеко.
Бездумно отдавая рабочему те или иные сферы на самоуправление, можно очень далеко зайти (не туда). Так строили менеджмент девятнадцатом веке, об этом пишет Тэйлор:
2. Упорное насильственное навязывание рабочему чего бы то ни было и «потому что так надо» вместо «ну а как иначе?»
Часто слышу от рабочего ответ «как ты скажешь, так я и размещу». Не стоит радоваться такому ответу, т.к. это вовсе не означает, что в этом месте есть высокая вероятность найти лучшее решение. Нужно постараться максимально стимулировать мышление рабочего, подбадривать его к проявлению инициативы, а самому наблюдать, все ли идет в нужном направлении, а в конце озвучить и свои идеи, но лучше в форме диалога, а не приказа, т.к. рабочий всегда вас поправит, если у вас недостаточно информации. В ходе совместной генерации идей можно добиться лучшей эргономики рабочего места.
Если выполнить всю работу вместо владельца рабочего места, то у него не будет внутреннего побуждения соблюдать данный порядок, т.к. он с ним не согласен и т.к. он не вложил в этот порядок своего труда. Если ему не удобно постоянно нагибаться, чтобы возвращать тяжелую кувалду на нижнюю полку (туда, куда вы ему указали), то он будет мухлевать, класть ее на среднюю (на уровне пояса, т.к. не нужно нагибаться), а перед приходом аудитора перекладывать на нижнюю полку. Кроме того, это может привести к пассивно-агрессивному поведению:
- Почему вы не выполнили работы?
- Так а нечем было, инструмент у нас весь позабирали! Пока мы нашли ключи от кладовки, чтобы взять то, что было убрано как редко используемое, уже много времени прошло! Скажите спасибо этим оптимизаторам!!!
Пример:
У меня был проект 5S в мастерской, по итогам которого проводился конкурс, где несколько топ-менеджеров и я проводили анонимное голосование по пяти "S", распределяя места первенства между рабочими местами по критериям: лучшая сортировка, лучшая самоорганизация и т.д. В конце, с помощью подсчета, определялся победитель.
На первом и на втором месте были команды с высокой личной активностью, где моего влияния было очень мало, т.к. оно не требовалось.
А вот команды, которые мне приходилось тянуть и подталкивать, не победили. У рабочих мест активных команд лучше всех был даже "лоск", общая аккуратность.
Если у ваших сотрудников сильный внутренний порыв к изменениям, то ваша задача постараться его не испортить, а лишь наблюдать, высказывать рекомендации и собственные соображения, и оказывать всестороннее содействие.
Диалог с владельцем рабочего места – хорошо, но молчаливое наблюдение за процессом работы – еще лучше. В ходе наблюдения обычно возникают самые лучшие идеи по оптимизации рабочих мест.
Возможный вред от системы 5S и способ его предотвращения. Редкие и непредсказуемые события
Принято считать, что вреда от системы 5S нет и быть не может.
На написание данного раздела меня вдохновили сожалеющие причитания рабочих. Причем, я слышал об этой проблеме не менее, чем от шести из них (на разных предприятиях), но ни от одного из менеджеров. В интернете я тоже такой проблемы никогда не видел. Рабочие не сильно вдавались в подробности, они просто взвывали, воздав руки к небу, в бессилье что-то изменить.
На Тойоте тоже есть принцип, что к рабочим нужно прислушиваться.
Контраргумент последователей Тэйлора здесь может быть в том, что если менеджер много общается с рабочими, то он перенимает их стиль мышления и заходит в тот же самый тупик, в котором находятся и они (не в силах оптимизировать свой процесс).
Система 5S подразумевает, что мы должны оставить в рабочей зоне только часто-используемые предметы.
Предметы, используемые раз в 3 месяца, определяются в отдельную зону.
Предметы, используемые раз в год, в случае возникновения аварийного случая (который уже случался ранее, и его повторение возможно) - хранятся еще дальше.
Предметы, которые могут пригодиться, если произойдет очень редкое или неизвестное событие (которого ни разу не было раньше) - отсутствуют.
На вопрос, что такое редкие и неизвестные события и к чему они приводит, отвечает книга "Черный лебедь. Под знаком непредсказуемости", Нассим Николас Талеб
Одна из причин, почему рабочие не доконца принимают систему 5S - этоснижение готовности к непредсказуемым событиям.
Пример:
Имеется химический реактор. В нем проводят синтез. Во время выполнения синтеза по разным трубам в реактор с заданным темпом дозируют сырье.

Внезапно одна из труб для дозирования компонентов забивается. Предвидеть данную аварию невозможно. Произойти данный засор может в любом месте трубы.
Если это произошло в ночное время (химические предприятия работают 24 часа в сутки), то ремонтной бригады нет на предприятии.
Первое решение: остановить дозировку. В линию подать азот под давлением, а с другой стороны высасывать вакуумом - возможно, пробка проталкивается дальше.
Если не получилось: разобрать часть линии и пробить засор железной палкой.
Возникает вопрос: ЧЕМ пробивать? Нет ни одного лишнего предмета.
Останавливать синтез и вызывать ремонтную бригаду, или оставлять реактор до утра - гарантированно получить целый реактор брака.
Приведу список контраргументов от менеджеров:
Это происходит слишком редко. Поэтому зачем об этом говорить? И так понятно, что такое происходит. (За этим следует бездействие);
Всего предвидеть не удастся. Если иметь отдельный предмет для всего, что теоретически может произойти, тогда цех будет завален хламом;
Проблемы нужно решать по мере их поступления.
У предприятий без системы 5S тоже есть свои преимущества:
1. Более высокая готовность к нестандартным событиям (хотя тут минус в том, что и таких событий у них тоже больше, т.к. они считают их возникновение естественным ходом вещей и не борются с ними)
- Вероятность таких событий нужно сводить на нет, а не разрабатывать контрмеры и костыли! - возразит мне читатель-менеджер.
Только вот ответы менеджеров начинающиеся со слов "Надо чтобы.." это такая же болячка как ответы в стиле "Ну, это человеческий фактор!". Первая - отрицает реалии, а вторая отрицает работу над ошибками и риск-ориентированное мышление.
2. Больше радость от работы.
Решение неожиданных проблем, придумывание новых для этого приспособлений, а также поиск подходящих приспособлений среди подручных материалов - все это сопровождается выплесками дофамина, вызываемыми профессиональной гордостью.
Мне часто приходится слышать от рабочих жалобы на неуважение со стороны руководства. Они жалуются на то, что ощущают себя ненужными и безликими. Дайте им почувствовать себя более индивидуальными. Равнодушие рабочих порождается игнорированием инициативы и лучших побуждений. Некоторые из них, конечно, хотят ничего не делать, но большинство из них болеют душой за родное предприятие и стараются сделать так, чтобы все было как надо.
Что предлагается делать?
Сформировать зону карантина, куда и сваливать все ни весть откуда появившиеся предметы. У вас их накопится огромная куча. Главное - не расчищать ее до нуля. В ней можно поразбираться и выбросить что-то, а что-то убрать на склад, когда всё будет совсем захламлено. Но вы должны оставить в ней на веки вечные разные непонятные железяки, которые неизвестно кем были на коленке сделаны и запрятаны по углам.

Если задавать вопросы паре рабочих или начальнику цеха, что это и для чего - скорее всего, они не смогут ответить вам. Очевидное решение тут "Не нужно - значит выбросить" не ведет вас к светлому будущему.
Рано или поздно по некоторым из этих вещей естественным порядком будет приходить понимание об их назначении, а впоследствии они могут стать частью легитимного 5S рабочего места.
Лучший способ дать людям мотивацию на совершенствование своего 5S - заинтересовать их своей деятельностью. Поэтому, почему бы малой кровью не сделать их деятельность чуть более творческой? Угол, заваленный кучей железок, специально очерченный и обозначенный - это контролируемое безумие. А если оно контролируемо, значит оно не опасно. Проблема с посторонними вещами только в том, что они загромождают рабочую зону. Если определить им отдельное место - то от таких вещей более не будет никаких проблем.

Зона карантина
У нас какое-то время зону карантина каждый месяц вычищали в ноль. Что-то на склад, что-то в мусор, что-то в металлолом, что-то разбирали по своим службам руководители. Главное - не оставить ни одного предмета. Спустя определенное время я предложил не очищать ее, а оставить в ней все, что в нее попадает, за исключением крупногабаритных вещей и мусора.
В качестве дополнительного фактора можно расценивать то, что зона карантина вызывает некоторое снижение расходов. Если постоянно выбрасывать лишние вещи и расходные материалы, то их снова и снова приходится закупать. Только закупают одни люди, выбрасывают вторые, а оплачивают все это - третьи.
В перспективе
Нужно прийти к тому, чтобы данная система приводила к совершенствованию процессов. Иными словами, посмотрев, как проблема была решена смекалкой, и какие инструменты пригодились, а какие были изготовлены - нужно создать еще один регламентированный процесс, описывающий операцию, которую пришлось срочно изобрести. А инструменты, требующиеся для этой операции следует добавить в 5S. И если смена снова идет ремонтировать реактор - пусть у них будет набор инструментов и инструкций.
Но это не означает, что в перспективе зона карантина должна исчезнуть. Раз черные лебеди (непредсказуемые события) исчезнуть не могут, то и зона карантина исчезать не должна.
Считается, что преимущество русских - это смекалка. Не заставляйте их применять ее против японской системы 5S! Сделайте так, чтобы и смекалка и 5S двигались в направлении одного и того же вектора (а не противоположных) - в сторону целей вашей компании!
Проявление смекалки, направленной против 5S - это постоянные неизвестные предметы, запрятанные по тайным закоулкам. Различные дикие ноу-хау.
Это не панацея. Это - песчинка. Но вам решать, на какой чаше весов она окажется.
Вывод
Не выпускайте из головы цель, ради чего это всё затевалось.
Показать полностью
25
Оптимизация огневых работ на химическом заводе
От директора управляющей компании мне поступило задание путем изучения производственной системы нашего филиала придумать, каким образом повысить производительность предприятия. Главный технолог и начальник производства также были заняты этим вопросом.
Проект выполнялся из должности специалиста по системе менеджмента качества.
Предприятие является химическим, работающим 24 часа в сутки. На предприятии присутствует сезонность. Около пяти месяцев в году предприятие работает на максимум производительности и 7 месяцев испытывает недозагруз производственных мощностей из-за падения спроса.
На следующий день я позвонил директору управляющей компании чтобы сообщить о том, в какую сторону собираюсь рыть.
Дело в том, что на предприятии помимо "узких мест" есть еще и стадии полного перерыва производства - "огневые работы". Сложность заключается в том, что на данном химическом производстве используется легко-воспламеняющиеся сырье. Поэтому для того, чтобы в реакторном зале выполнять технические работы с присутствием открытого огня (сварка, резка) или электроинструмента, необходимо останавливать синтезы, освобождать трубопроводы от сырья и промывать их.
Для выполнения огневых работ производство останавливается на целый рабочий день или на половину дня. Это производится чаще, чем 2 раза в месяц.
При огневых работах остановлен весь завод, а это означает, что их следует производить как замену колес и дозаправку на гонках F-1: любая подготовка окупится. Кроме того, не следует забывать еще и о том аспекте, что производство останавливается не мгновенно и запускается тоже не мгновенно, что еще сильнее увеличивает простои, следовательно, и убытки.
Огневые работы выполняются ремонтной группой согласно плану, разработанному главным механиком.
Ремонтная группа состоит из:
1 бригадир (слесарь);
4 слесаря;
1 токарь;
2 сварщика.
Проблема состоит в том, что производство останавливают и начинают максимально неторопливо выполнять работы. В то время как должны делать это в экстренном, аварийном режиме. А в обычное время можно работать более размеренно. Как пожарные.
Первый хронометраж
Первый хронометраж выполнялся во время сезона высокого спроса.
На первый хронометраж я вышел один, хотя рабочие были разделены на 2 группы и выполняли задания в разных местах предприятия. Так как следить за 2 группами, находящимися в разных местах, неотрывно невозможно, хронометраж получился не очень подробным, он содержал только основные временные вехи. Также в процессе изучения были сделаны фотографии, на каком состоянии монтажа начались огневые работы и какие результаты были по его завершении.
Итоги первого хронометража
Первое изучение огневых дало довольно шокирующие результаты. Этот отчет был настоящей бомбой, которая эмоционально взорвала несколько людей. Это то, чего я и пытался добиться.
Огневые работы длились 5 часов 24 минуты: 45% времени было потрачено на то, для чего не требовалось останавливать производство. Все эти работы могли выполняться в рабочем порядке. Из этих 45% 34% было потрачено на откровенные потери: обед, перерывы на чай, курение и даже домино (суммарно достигло длительности 1 ч 49 мин).
Даже необходимые документы (наряд-допуск) были оформлены только к середине огневых, а без данного документа рабочие не приступят к работам с открытым огнем.
Остальные 55% времени были потрачены действительно на работы, для выполнения которых требовалась остановка производства, и на данном этапе детализировать их не было возможности и нужды. Они состояли из обсуждения, как далее вести трубы, из замеров, отрезания труб с помощью УШМ (болгарки) и из сварочных работ. Все эти операции в данном конкретном хронометраже были обозначены как полезные, но в дальнейшем я планировал детализировать этот блок, разобрать его на составляющие с целью дальнейшей оптимизации.
Для успеха проекта была критически необходима максимальная ангажированность руководителей, но никаких полномочий влиять на них у меня не было, поэтому отчет нужно было составлять максимально заметным, подробным и важным.
В качестве предложений по улучшению было указано самое первоочередное и элементарное на данном этапе:
1.Повысить дисциплину. Сократить перерывы до положенных 48 минут;
2. Производить огневые работы максимальными промежутками времени: по 8, по 12 часов. Чтобы сократить количество остановок и пусков производства. Переработки компенсировать отгулами;
3. Выносить все операции, которые могут быть выполнены без остановки производства, за пределы времени остановки производства;
4. Максимально подготавливаться к огневым работам до их начала;
5. Подготавливать наряд-допуск заранее.
Переходить к более сложным улучшениям нет смысла пока не будут выполнены эти.
Согласовал отчет с начальником производства, главным механиком и главным инженером, после чего разослал всем руководителям, а также директору управляющей компании (заказчику проекта).
После этого генеральный директор нашего филиала инициировал совещание по проблемам огневых работ, на котором все руководители по очереди высказывали свои предложения. В основном эти предложения совпадали с теми, которые уже были написаны в отчете, но было и новое:
1. Прикреплять к каждой из ремонтных групп по одному аппаратчику синтеза, который может помогать делом, а также отвечать на вопросы касательно нюансов прокладки трубопроводов (ему потом их эксплуатировать);
2. Сделать плавающий обед. Чтобы не все одновременно уходили на обед, а по очереди.
Процесс монтажа трубопровода
Во время проведения хронометража я наблюдал сам процесс создания новой линии трубопровода. Новая линия может создаваться по рационализаторскому предложению или же по инвестиции. Сам трубопровод всегда имеет сложную геометрию: он проходит между реакторами, между другими трубопроводами, иногда сквозь этажные перекрытия и стены. Новый трубопровод имеет множество изгибов, фланцевых соединений и кранов. Он может быть настолько изогнутым, что на длине в 200 мм содержать по 5 сварных швов.
Никакого проекта никогда нет. Всё проектирование заключается в том, что главный механик словами по месту объясняет, как именно нужно вести трубу, где и как примерно она должна проходить. После этого слесари и сварщики приносят на место монтажа стандартные трубы, элементы и краны, и прямо здесь, на месте монтажа, их и отрезают.
Процесс монтажа состоит из этапов:
1. замер рулеткой по месту;
2. отрезка участка трубы с помощью УШМ (болгарки);
3. наживление этого участка трубопровода (приваривание несколькими точечными касаниями сварочного аппарата);
4. приваривание этого участка трубопровода;
5. обстукивание шва сварочным молотком для снятия окалины;
6. поливание шва водой для его охлаждения.
На тот момент мне пришла идея о том, что можно попробовать ввести эскизирование или проектирование трубопроводов для того, чтобы максимально сократить затраты времени во время остановки производства за счет времени перед наступлением момента остановки (пока предприятие производит продукцию, а не простаивает). С помощью проектной работы можно изготовить какие-то отрезки трубопровода заранее, доставить их на участок, а во время остановки приваривать один за одним.
Чтобы увидеть время, затрачиваемое на замеры и отрезку участков трубы, я предложил выделить эту операцию в отдельную графу бланка хронометража.
Главный механик грубо отверг эту идею, назвав ее бредом, сказав, что эти операции - неотъемлемая часть процесса и они однозначно должны быть классифицированы как полезные. Сказал, что он уже 7 лет занимается монтажом трубопроводов и знает, что невозможно так точно спроектировать трубопровод: всегда что-то где-то не сойдется.
После того, как все решения были озвучены, для моего проекта были выделены дополнительные силы: следующий хронометраж должен был быть выполнен не одним человеком, а таким количеством людей, сколько рабочих групп участвовало бы в проведении огневых работ (чтобы ничего не упустить и сделать хронометраж подробнее). Он должен был также показать и то, насколько владельцы процесса (главный инженер и главный механик) улучшили процесс и повысили производственную дисциплину.
Второй хронометраж
Следующий хронометраж состоялся через месяц. Всем дополнительным аудиторам я очень вдумчиво провел брифинг о целях и методах хронометража, а также продемонстрировал отчет с предыдущего раза. Я произвел распределение аудиторов таким образом, чтобы самому оказаться на процессе монтажа нового трубопровода и обдумывать свою концепцию проектирования трубопроводов.
Второй хронометраж показал плохие результаты:
Из положительных моментов:
1. наряд-допуск стал подготавливаться заранее;
2. количество операций, которые можно было сделать до остановки производства сократилось с 11% до 7%, но это может быть следствием случайной вариации;
3. длительность огневых работ была увеличена с 5,5 часов до 8, но это может быть следствием случайной вариации.
Из отрицательных:
1. если в первый раз обед и перерывы на чай составляли 1 час 49 минут, то во второй раз они почти не изменились: 1 час 42 минуты;
2. дисциплина никак не улучшена;
3. по-прежнему отсутствует подготовка к проведению огневых: материалы и инструменты начинают приносить на место монтажа тогда, когда производство уже остановлено;
4. ремонтную группу по-прежнему не сопровождает аппаратчик синтеза.
Все эти аспекты были отражены в отчете. Мероприятия по повышению эффективности огневых работ проводятся в недостаточном объеме. Нет никакой мотивации выполнять огневые работы как можно быстрее. Это не прописано ни в чьем KPI и нет четких критериев оценки.
Предложения по улучшению:
1. продолжать внедрение уже разработанных предложений по улучшению;
2. токарь мог бы осуществлять поддержку одной из бригад;
3. если для борьбы с усталостью нужен сладкий чай, брать с собой термос;
4. оптимизировать запуск производства после огневых работ;
5. оптимизировать остановку производства для подготовки к огневым работам;
6. разработать систему KPI для сотрудников и руководителей механической службы, которая будет привязана к проведению огневых работ.
Вынести обеденное время за пределы огневых работ не представляется возможным потому что они начинаются в 8 утра, а заканчиваются в 16:30. Поэтому, целесообразно максимально сократить обед. И лучше всего это сделать таким образом, чтобы система KPI сподвигала слесарей самостоятельно стремиться сократить свой обед до разумного минимума. И догулять свой обед (домино) не в день огневых работ.
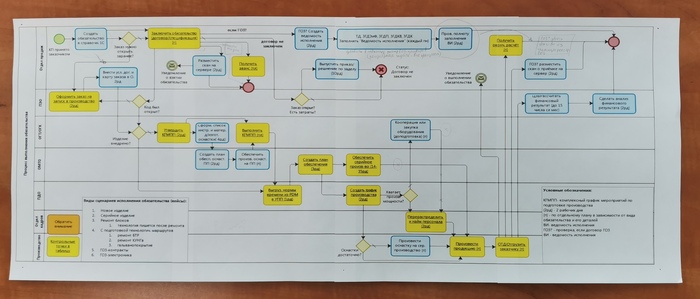
Предложение по улучшению процесса:
Одно из своих предложений по улучшению я оформил отдельно и более детально (на 10 листах), тут привожу в сокращенном виде.
Целые участки трубопровода можно замерять и изготавливать на сварочном участке заранее. На сварочном участке можно варить без остановки производства. На эту размеренную работу есть целый месяц.

Блоки, показанные красным цветом могли бы быть изготовлены до огневых работ. Зеленые элементы выполнять во время огневых.

Произвести все эти модули в рабочее время было бы немного дольше, и пришлось бы походить вверх-вниз по этажам (а железки возить на грузовом лифте), однако один час во время огневых работ имеет стоимость ~50 000 рублей или больше, а это значит, что вся подготовка окупится. По предварительным расчетам, данное улучшение позволило бы ускорить огневые работы на 40%.
На свое предложение по улучшению я встретил такой шквал критики:
1. это невозможно потому что ничего не сойдется (трубы);
2. мы загоним людей, они устанут бегать по этажам. Да, это выгоднее с точки зрения прибыли, но это физически тяжелее;
3. а если слесарь забудет размер, пока идет в мастерскую, кто будет отвечать за брак?
4. да всю жизнь так работали (как по-старому).
Никто не был заинтересован в повышении производительности, если бы это сопровождалось минимальным или даже иллюзорным повышением рисков. На моей стороне были только главный технолог и начальник производства.
Пришлось переходя на повышенный тон голоса отстаивать точку зрения и сойтись на том, чтобы поставить эксперимент: выполнять эту подготовку и хронометрировать ее, чтобы потом изучить хронометраж и решить, насколько предложение актуально.
Совещание по результату второго хронометража
Вся моя надежда была на заказчика проекта (директора управляющей компании), который осуществил бы мощную идеологическую работу. Для этого была подготовлена вся возможная почва. Уж он-то, я надеялся, точно был заинтересован в повышении производительности.
На мой взгляд, совещание прошло слишком мягко.
Особенности:
было сконцентрировано внимание на том, чтобы улучшить дисциплину, сократить суммарное время перерывов путём проведения внеочередного инструктажа ремонтной бригады на тему того, что огневые работы - это "особенное время", к которому надо готовиться, требующее исключительного напряжения;
за сокращение обеда до 15 минут были предложены отгулы, что, на мой взгляд, слишком много. Хватит и того, что сотрудники обедают больше положенного в остальные дни. Но в целом, это ОК;
сделать обеденное время плавающим (не все одновременно пошли на обед, а по очереди + не в фиксированное время, а в целесообразное);
не было уделено внимания эскизированию трубопроводов для подготовки максимального количества заготовок заранее;
не было уделено внимания максимальной подготовке к огневым: с вечера принести на участок трубы, инвентарь;
не было уделено внимания тому, что никто из менеджмента не заинтересован в максимальном ускорении огневых работ.
На мой взгляд, движение к цели осуществляется слишком медленно. Для успеха проекта критически необходима приверженность высшего руководства, его максимальная заинтересованность. Владельцам процесса была поставлена задача всего лишь сократить суммарное время перерывов до 48 минут и сделать его плавающим. Они легко это сделают и все будут довольны. Но это ниже минимума возможных действий. Проект как будто бы продвигается успешно, но это не так! Мы топчемся на одном месте.
Для следующего витка оптимизации нужно будет снова делать полный хронометраж рабочего дня несколькими специалистами, и это снова приведет к шагу вперед, размером в миллиметр. Никак не удается расшатать застойную систему.
По результатам совещания были приняты решения:
1. выполнить предложения по улучшениям владельцами процесса с непременным надзором за двумя ближайшими огневыми работами;
2. выполнить третью итерацию хронометража.
По итогам, как ни странно, совещание действительно приносит свои плоды: главный механик проводит с механической службой идеологическую работу и к огневым начинают готовиться значительно интенсивнее - начинают заготавливать очень много готовых частей.
Я услышал о первых полезных результатах:
1. главный инженер отказывается вставать на огневые, т.к. мало заданий в наличии, большинство уже выполнено. Огневые перенесены на неделю вперед.
2. Моё предложение по "эскизированию трубопроводов и заготовке частей заранее" - принимают как предложение по улучшению.
Несезон
Предприятие входит в фазу несезона, в котором появляются значительные резервы по мощности. Теперь, даже если делать все медленно, стоять на огневых сколько угодно, это никак не отразится на производительности. Разумеется, механическая служба так и сделала.
Для поддержания технологии вне сезона я выпускаю такую рассылку:
Уважаемые коллеги,
Во время «сезона» была выработана славная традиция выполнения огневых работ в оптимальном темпе и с тщательной предварительной подготовкой.
Сейчас план производства стал ниже, но это не должно стать основанием для снижения интенсивности проведения огневых работ. Мы с вами должны продолжать выполнение огневых работ в максимальном темпе, без увеличения обеденного времени, особенно из-за перекуров и излишеств. Также подготовка к огневым до остановки производства должна всегда оставаться максимальной.
Причины тому следующие:
1. Тренировка
Привыкая работать в темпе, мы войдем в «сезон» подготовленными. Привыкая работать не в темпе, мы войдем в «сезон» расхоложенными и недисциплинированными, и сложно будет привыкать работать в темпе. Есть выражение «Руки-то помнят», и оно относится к данному аспекту.
2. Технология
Один из признаков технологии – темп работ. Наши процессы должны отвечать признакам технологии. Технология выполнения огневых должна выполняться одинаково круглый год независимо от сезона.
3. Вырабатывание условной связи
Вырабатывание ассоциативной связи до уровня рефлексов «Огневые – время максимальной концентрации», «Огневые – особое время, с особенным распорядком». Видя начало огневых, переходим в особенный режим, не принимая решения от раза к разу о том, нужно ли предпринимать особенные усилия в этот конкретный день.
Третий хронометраж огневых работ будет выполнен с требованиями к проведению огневых ничуть не ниже, чем если бы данные огневые проводились в «сезон».
Конечно, если данная рассылка и помогла, то незначительно, т.к. для дальнейшей оптимизации огневых работ нужна вертикаль власти. Механик просто не видит смысла оптимизировать и технологизировать проведение огневых работ в несезонное время. И я из своей должности никак не могу его заставить. Нужен кто-то заинтересованный в повышении производительности, находящийся выше механической службы по иерархии. Который держал бы руку на пульсе и предпринимал решительные меры при недостаточной приверженности механической службы общему делу оптимизации производства.
В сложившейся ситуации можно только еще несколько раз сделать хронометраж. Сделать максимально страшный отчет и отправить заказчику проекта. Но каждый виток такого продвижения архи-затратен по ресурсам, а приносит пшик из-за недостаточной на него реакции. То есть, если все снова закончится мягким совещанием, то система никаким образом не сделает качественный скачок. Сложность еще и в том, что нет четких критериев успешности и неуспешности проведения огневых. Об этом может сказать только хронометраж.
Да и не один только механик завязан в этой системе. Он тоже не знает, когда именно будет остановлено производство, а значит не может точно запланировать начало и конец работ. Привести к 100% предсказуемости времени остановки производства на данном этапе не представляется возможным. Но это все равно не помешало бы механику оптимизировать огневые и максимально к ним готовиться при должном старании.
Ни в коем случае нельзя ослаблять требования и контроль, т.к. иначе к тому времени как предприятие снова войдет в сезон, система снова откатится до первоначального состояния, и проект можно начинать заново.
Показать полностью
2
Оптимизация
Директор:
"Мы расширяем нашу компанию и открываем новые высокотехнологичные рабочие места для наших инженеров"
Мое рабочее место тем временем:
