

Lego Forma

Новые премиум наборы от Лего.
Показать полностью
1
Новые премиум наборы от Лего.

Итак, в любом новом или хорошо отремонтированном старом здании, имеется система центрального кондиционирования. Она поддерживает микроклимат и вместе с системой вентиляции обеспечивает пригодную для работы людей и машин атмосферу.
Ключевой элемент такой системы – чиллер.
Чиллер (Водоохлаждающая машина) — аппарат для охлаждения жидкости, использующий парокомпрессионный или абсорбционный холодильный цикл. После охлаждения в чиллере жидкость может подаваться в теплообменники для охлаждения воздуха (фанкойлы) или для отвода тепла от оборудования. В ходе охлаждения жидкости чиллер создает избыточное тепло, которое должно быть отведено в окружающую среду.
Wiki — чиллер
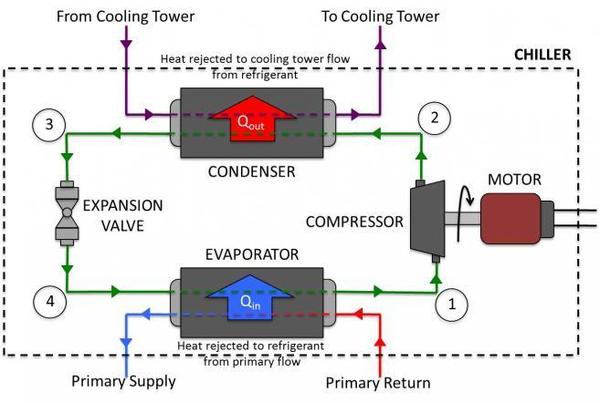
Чиллер работает следующим образом:
1. Во фреоновом контуре (зеленый) газообразный фреон попадает в компрессор, который его сжимает в несколько раз.
2. Сжатый, но еще газообразный фреон проходит через конденсатор, где к высокому давлению прибавляется еще и пониженная температура, в результате чего фреон конденсируется в жидкую фазу (поэтому конденсатор называется конденсатором).
3. Жидкий фреон проходит через терморасширительный вентиль, который по сигналам датчика регулирует его подачу.
4. Жидкий фреон попадает в испаритель, где принимает теплоту от циркулирующей воды (она поступает от потребителя холода, например, офисного кондиционера или системы охлаждения станка). Получив достаточное количество теплоты от воды, фреон испаряется, и все повторяется снова: вода от потребителя охладилась, а фреон полетел дальше.
Схема
Эта схема холодильной установки стара как вся промышленность и ничего более изысканного человечество так и не придумало. Все известные на данный момент тепловые циклы умещаются в цикл Карно. Так что, как и автомобильная промышленность, «холодилка» работает над деталями: совершенствуются конденсаторы, испарители, компрессора и пр. Причем это небольшое количество деталей дало довольно большое множество схем и типов холодильных машин, каждые из которых нашли свою область применения.
В данной статье мы говорим о тех больших машинах, которые устанавливаются на крышах офисных зданий, заводов, ЦОДов и т.д. Такие машины имеют мощность от 0,5МВт и до 2-3МВт. Дальше имеет смысл строить полноценные градирни.
В классическом виде такие машины выглядят вот так:


А теперь предисловие.
Год назад в наше бюро обратилась компания Felzer, которая на тот момент успешно производила чиллеры различных мощностей, модификаций и назначений. Ситуация обстояла так, что у компании было много разнопрофильных заказов, под каждый из которых нужно было выбирать машину из имеющихся линеек и слегка «допиливать» контуры, металл и прочее. Компоненты заказывались под каждую машину отдельно, металл производился по стандартной документации, но с учетом корректировок.
Руководством компании было принято решение разработать линейку чиллеров, которая бы охватывала наибольший диапазон заказов, при этом свести количество уникальных для каждой машины деталей к нулю, ну и, конечно, чтобы она хорошо выглядела. Хотелось иметь ряд стандартных компонентов прямо на складе, выбирать то что нужно и собирать заказанную модель.
Конструкторский отдел компании был загружен текучкой. Если нанимать новых конструкторов, то их нужно сначала обучать всем техническим нюансам, потом контролировать процесс проектирования, после чего, либо поставить на текучку, либо уволить. Было решено отдать эту задачу на аутсорсинг нам. Так сложилось, что главный конструктор и генеральный директор учились у профессора Бариловича (проф. Барилович) в Политехе, поэтому тематика холодилки и теплотехники в целом была более, чем знакома.
Наше бюро, начав глубокое изучение темы, выяснило, что, во-первых, да, везде стоят винтовые компрессоры, а, во-вторых, на ответственных объектах их часто резервируют, то есть ставят дублеры.
Винтовой компрессор выглядит вот так:
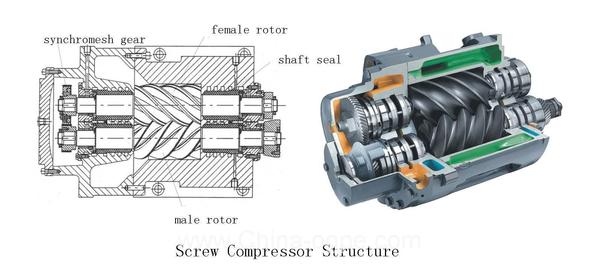
Тут все понятно: роторы вращаются, захватывают объем газа, проталкивают его вдоль оси, при этом рабочая камера геометрически уменьшается, сжимая газ. Мощность таких компрессоров регулируется геометрией роторов и мощностью электродвигателей, которые приводят их в действие. Широкий диапазон одна модель не охватывает. Ставить нужно один-два плюс резерв, так что особую модульность не построить.
Какая же есть альтернатива?
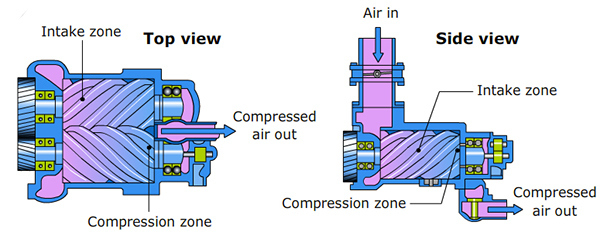
Спиральные компрессоры. Они работают по схожему принципу, только вместо винтов в них используются концентрические спирали.
Одна спираль остаётся неподвижной, а другая — совершает эксцентрические движения без вращения, благодаря чему обеспечивается перенос рабочей среды из полости всасывания в полость нагнетания.
Wiki — спиральный компрессор.
Схема работы:

На таких компрессорах строятся младшие машины (меньшей мощности) компрессоры объединяются в сборки по два (duo), три (trio) и четыре (quatro) агрегата. Это связано с тем, что самые мощные компрессоры ограничены высотой самих спиралей. Если мощность электродвигателя, который приводит в действие одну из спиралей, можно повысить, то с самой спиралью есть некоторые проблемы. Спирали бОльшей высоты довольно сложно производить, и связано это целым узлом проблем с прочностью, мехобработкой, контролем и пр.
Для машины мощностью 250кВт можно применить сборку из таких компрессоров, а вот для машины мощностью 1МВт пришлось бы заставить компрессорными сборками весь нижний ярус, так что не осталось бы места даже для испарителя, пришлось бы выращивать машину вверх, а нельзя. Модульность есть, но ее не хватает для всего диапазона линейки.
Но именно в то время, когда мы приступили к разработке, произошло интересное: компания Copeland (производитель спиральных компрессоров, подразделение компании Emerson) анонсирует новость о том, что им удалось наладить выпуск спиралей бОльшей мощности, причем если раньше старшим компрессором был агрегат мощностью 30 лошадиных сил, то теперь — 60 лошадиных сил.
И тут мы поняли: вот оно! Начались активные согласования с конструкторами заказчика, предварительные расчеты и прикидки компоновки.

Одним из ключевых аргументов в пользу этого решения был вопрос резервирования. Если машина на винтовых компрессорах нуждалась в резервировании, то ставился дополнительно такой же компрессор, а это, к слову, один из самых дорогих компонентов чиллера. В нашем случае можно было поставить в резерв меньшее количество компрессоров, т.к. вероятность выхода из строя одного из двух винтовых компрессоров выше, чем вероятность выхода из строя шести из двенадцати компрессоров одновременно.
Совместно с руководством заказчика приняли решение делать именно так, и постепенно начала рождаться линейка AirPlus. Здесь хорошим подспорьем оказалось то, что в Felzer пришел заказ на чиллер той мощности, который попадал в диапазон нашей линейки, поэтому появилась отличная возможность «откатать» нашу конструкторскую документацию в условиях реального производства.
Здесь мы сделаем ремарку о том, что связь с производством была только по скайпу, сам завод находится в Риге на базе Рижского Вагонострительного Завода (RVR). У нас имелся список производственного оборудования, набор «хотелок» технического директора, видение конструкторов заказчика и куча историй о том, как делать не надо.
Началась рутина и для нас: чиллер строили, мы получали feedback, вносили корректировки в конструкторскую документацию.

Идея нашей линейки не была новой. Мы выращивали чиллер от младшей машины к старшей через удлинение машины. Тут надо было поймать баланс между длиной стандартного листа, рабочим полем листогиба, габаритами транспортных контейнеров, прочностью всей конструкции и прочими факторами.
Пробную машину построили и отгрузили, после чего пришел заказ на две почти самые мощные машины линейки. Именно те, о которых мы переживали, что они прогнутся при траверсировании, что рама «пойдет винтом» и прочее. Конечно, мы произвели необходимые расчеты, но даже самое точное моделирование методом конечных элементов не всегда дает результат, описывающий реальное положение дел.
Вот эти машины:
Монтируется первый ярус: видны компрессорные сборки, два пластинчатых испарителя




Эпилог.
К своему разочарованию, мы обнаружили, что не были первопроходцами в этой области. Множество компаний, которые имеют большой R&D блок, уже держали руку на пульсе и выпустили подобные линейки или расширили старые почти параллельно вместе с нами. Но, как бы то ни было, оказалось довольно приятно находиться на передовой.
Страничка с фотографиями на сайте бюро FORMA:http://forma.ltd/ru/portfolio-ru/item/airplus?category_id=64
Второй выпуск рассказывает о развитии проектирования от ручных рисунков и чертежей на кульмане до построения поверхностей класса А и бесчертежного проектирования.
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509
Рад сообщить о запуске серии лекций о промышленном дизайне!
Первая серия - рассказ ведущего дизайнера студии FORMA о том, что такое промышленный дизайн, стереотипах о промышленном дизайне и основных этапах проектирования изделий.
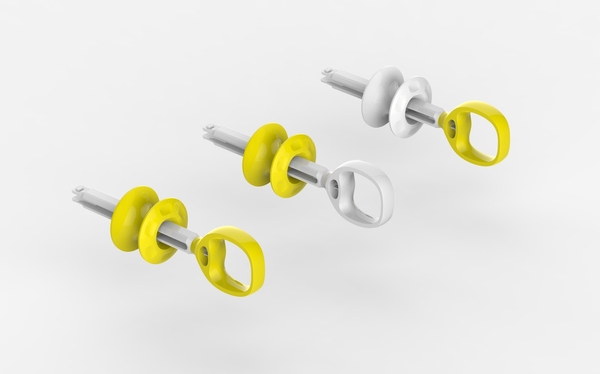
Добрый день, дорогие читатели! Сегодня мы вам расскажем, что общего у эндоскопии и трехмерного моделирования, а именно — поведаем, как проектировался один очень интересный прибор для эффективного лечения людей.



Аналогичная ситуация разворачивалась и с клип-аппликаторами. Однако в современном мире на рынке медицинской техники и инструментов сложно выдерживать конкуренцию, представляя неудобный в использовании продукт. Одноразовые инструменты, в том числе клип-аппликаторы, давно используются повсеместно, и в выигрыше тот производитель, который сделает действительно одобренный клиницистами, удобный в использовании, user-friendly продукт.
В FORMA мы занимаемся дизайном в классическом понимании этого слова – то есть проектированием – причем проектированием от эскиза до конструкторской документации и сопровождения серийного производства. Мы давно наблюдали над положением вопросов эргономики в медицине, и в какой-то момент к нам обратилась одна Петербургская компания, выпускающая инструменты для эндоскопических процедур.
Компания, будучи ведущим поставщиком эндоскопического оборудования в России, в 2015 году задумалась о логичном шаге для дальнейшего развития компании – запуске собственной продуктовой линейки. Решение о начале производства базировалось на восьмилетнем опыте продажи и дистрибуции оборудования: действительно, обладая бесценными знаниями о том, какие виды расходного материала для гибкой эндоскопии наиболее востребованы ныне, а какие — будут нужны рынку в перспективе, компания грамотно сделала ставку на «пилотную» линейку изделий, самым первым из которых стал клип-аппликатор E-Clip.
На тот момент на рынке существовали лишь зарубежные инструменты такого рода, и все они были предназначены для многократного использования — соответственно, отпускная стоимость была достаточно высокой, ввиду чего в медицинских учреждениях существовал определенный их дефицит. Компания-заказчик решили представить одноразовый клип-аппликатор, тем самым решив проблему необходимости стерилизации и автоклавирования и существенно снизив его себестоимость. Плюс ко всему, обладая опытом продажи оборудования и инструментов для гибкой эндоскопии, они прекрасно знали, какие пожелания и жалобы есть у клиницистов, непосредственно с аналогичным оборудованием работающим– таким образом, стало возможным максимально адаптировать изделие под эти условия и сделать его, как говорится, user-friendly.
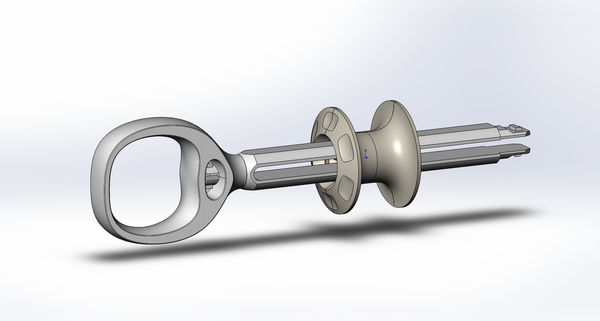
Надо отметить, у компании-заказчика тогда имелся опытный образец клип-аппликатора, разработанный исключительно с учетом базовых функциональных характеристик.

Перед нашей студией стояла задача сделать корпус максимально удобным в использовании и эргономичным – от этого зависит точность и скорость работы операциониста, что существенно сказывается, в свою очередь, на болезненности процедуры. Более того, очевидно, что в любых медицинских манипуляциях, при которых пациент остается в сознании, очень важен психологический фактор, а именно то, «как все выглядит». Пациента не просто отпугнет, а введет в ужас металлическое нечто угловатых форм, да и эпоха, когда любой медицинский инвентарь выглядел как реквизит из дешевого фильма ужасов, давно прошла.
И, конечно же, компании необходимо было получить на выходе продукт, который задал бы общий стиль будущей линейки инструментов – словом, от дизайнерского решения клип-аппликатора зависело очень многое.
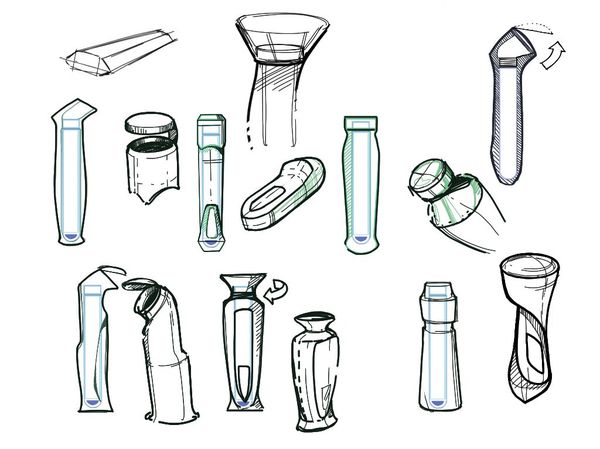
Началась кропотливая работа – самым первым шагом реализации любого подобного проекта является погружение в тематику. Это и бенч-маркинг, то есть изучение потенциальных конкурентов на предмет выявления наиболее выигрышных и – напротив – неудачных решений каких-либо конструктивных моментов. Сюда также входит и исследовательская составляющая – как отмечалось ранее, невозможно создать действительно эргономичный прибор, не владея информацией о пожеланиях и жалобах реальных клиницистов, работающих с инструментарием. В случае с данным конкретным проектом исследования проходили практически на каждом этапе работы.
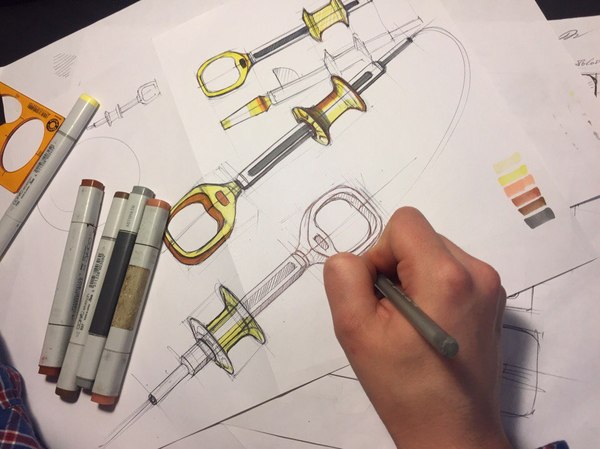
Когда задан общий вектор развития проекта, начинается этап эскизного поиска — создаются первые эскизы, как правило, на бумаге, которые затем проходят первичную внутреннюю модерацию.

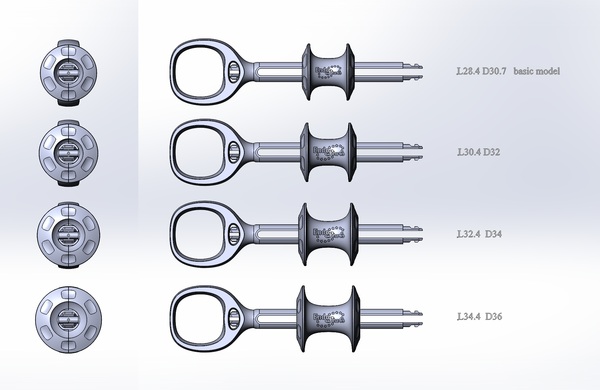
Были напечатаны несколько прототипов из фотополимера для точного изучения эргономики, а именно того, как прибор лежит в руке и насколько удобно будет совершать при его помощи соответствующие манипуляции.
В результате проведения тестовых исследований и дальнейшего опроса клиницистов выяснилось, что наиболее удобным оказался вариант с наибольшим диаметром катушки – он отлично ложился в любую руку. Соответствующий прототип после тщательной обработки всех поверхностей стал мастер-моделью, на базе который создается оснастка – силиконовые формы для последующего литья деталей клиппаторов.
Была отлита первая опытная серия изделий, собрана и опять же отправлена на изучение и тестирование реальным докторам – ручку-держатель высоко оценили. После этого наконец был осуществлен финальный шаг — заказаны пресс-формы для литья под давлением. Первая произведенная партия деталей, прибывшая из-за границы прошла входной контроль качества, была собрана, прошла финальный контроль качества, упаковку, маркировку, стерилизацию на мощностях компании-заказчика и – что называется – разлетелась как горячие пирожки, сразу зарекомендовав изделие как удобный, эргономичный и эстетически приятный прибор.


Спроектированная нами ручка-держатель аппликатора оказалась действительно очень эргономичной, удобной, да и попросту эстетически приятной: настолько, что компания-заказчик решила использовать ее и в других своих продуктах похожего или практически аналогичного формата — биопсийных щипцах, а также экономичной модификации E-Clip, аппликаторе ECO-Clip. Плюс ко всему, такое решение очень удобно с экономической точки зрения – для производства инструментов не пришлось заказывать новые дорогостоящие пресс-формы.
История создания клип-аплликатора E-Clip наглядно иллюстрирует необходимость прямого диалога не только заказчика с разработчиком, но их совместной коммуникации с широким кругом потенциальных пользователей будущего продукта — это, как в данном случае, поможет создать эстетичный, удобный и — главное! — приятный в использовании продукт.

В последнее время в мире, да и у нас в стране, стали популярными генетические исследования, нацеленные на выявление предрасположенностей к болезням, определения возможных талантов и т.п. Услуга достаточно дорогая, при этом с точки зрения потребителя самые интересные процессы скрыты за стенами лаборатории. На виду только два процесса: сбор генетического материала в специальный контейнер (плюнуть в баночку) и итоговый отчет по исследованию. И уж если баночка и бумага - это то, что видит потребитель, они должны быть выполнены на высоком уровне.
Было проведено дизайн-исследование процесса использования контейнера, определены оптимальные размеры ёмкости и принцип её открывания и закручивания после использования. Процесс не самый приятный, поэтому всё должно быть элегантно и без слюней.

Форма колпачка позволяет точно плюнуть даже не самым метким, а особая механика закрытия контейнера позволяет избежать протекания.
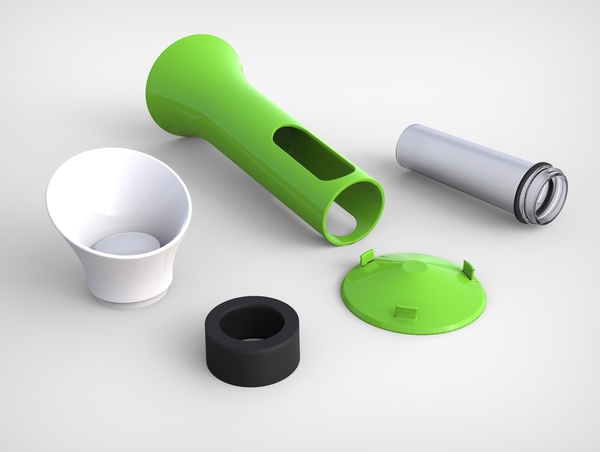
Корпус разработан на основе стандартной пластиковой пробирки и состоит из минимального количества частей
друзья, кто будет на выставке? предлагаю встретиться!

Доброго времени суток, уважаемые подписчики IDL
через пару дней стартует впечатляющая своим размахом выставка Иннопром-2016

завтра готовлюсь совершить путешествие на это событие с целью участия в конкурсе FORMA-2016.

не удивлюсь, если кто-нибудь из вас тоже будет присутствовать на этом мероприятии
поэтому, если такие все-же найдутся,предлагаю встретиться.
так-же, постараюсь вести некоторого рода отчет с самой выставки, делиться с вами заинтересовавшими меня работами.
на этом, кажется, все, можете считать этот пост первым анонсом конкурсов и выставок,о которых я обещал сообщать вам в дальнейшем.
спасибо.
Ну что, потренировались? А теперь пора браться за дело всерьез.



