


Кто нибудь знает что за приманка?
Наверняка на крупную рыбу..
Наверняка на крупную рыбу..
Источник: ТГ канал Стройка
Подписывайтесь на наше сообщество на Пикабу Стройка. Интересные решения
Их есть у нас! Красивая карта, целых три уровня и много жителей, которых надо осчастливить быстрым интернетом. Для этого придется немножко подумать, но оно того стоит: ведь тем, кто дойдет до конца, выдадим красивую награду в профиль!
Продолжение истории, предыдущие части
1. Изготовление 200 статуэток. Часть 1
2. Изготовление 200 статуэток. Часть 2. Постобработка
Завершающий этап Покраска

Подготовительные работы были очень долгими и мы уже думали, что покраска никогда не начнётся.
Но всё же началась) и в этот момент общее настроение приподнялось!
Сначала начали прокрашивать подложку на визоры в серый цвет, что бы металлик наносился без просветов, но позже поняли, что это лишнее, так как металлик наносился на белый грунт без просветов.
И вот обзор
Очень жаль, что мы не смогли отснять всех 200 космонавтов вместе, так как отправили двумя партиями по 100 штук по готовности.
Это был полезный опыт. Мы давно думаем о масштабирование. Было допущено не мало ошибок, из-за которых время изготовления растянулось, но выводы сделаны.
Надеемся, что данная статья будет полезна мастерам и интересна обычным читателем!
Спасибо за внимание!
Crazy Craft Sochi
Продолжение рассказа об изготовление 200 статуэток космонавтов. Первая часть Изготовление 200 статуэток. Часть 1
1.Космонавты

С каждым новым отлитым космонавтом силиконовая форма усыхала и на отливкам, на месте стыка форм, начали появляться облои, а так же в некоторых участках с непродуманными углами, о которых говорили в первой части появлялись пузырьки. Начали постобработку.
Первым делом нужно смыть масленый слой с фигурок, для этого мы использовали Изопропиловый спирт 99.9%.
Заливаем в таз спирт, кладём фигурки на несколько минут отмачиваться, после чего каждого чистим щёткой и смываем чистым спиртом.
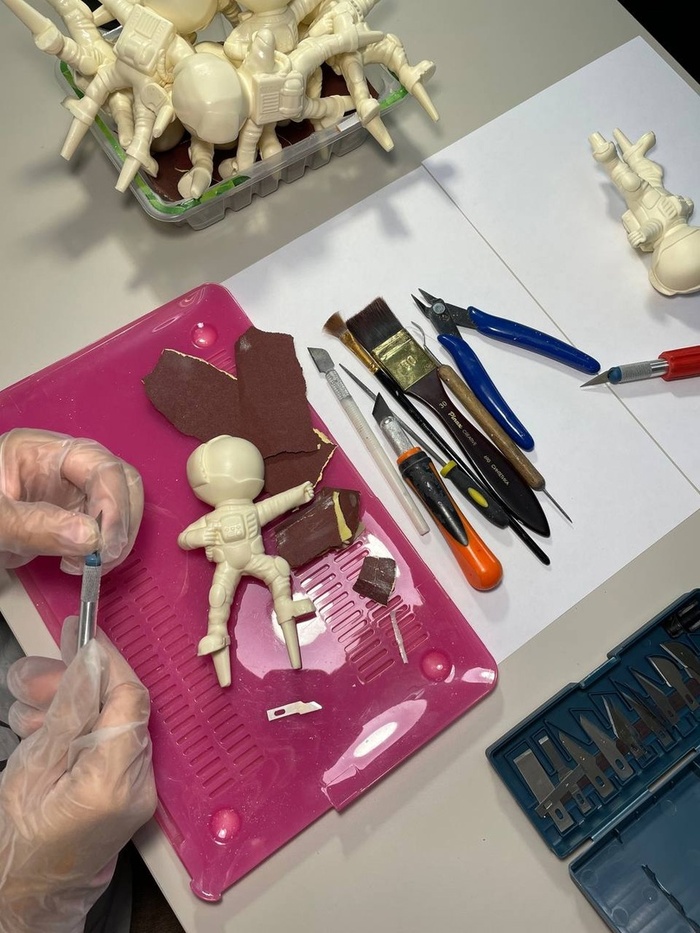
Далее нужно зачистить все дефекты после литья при помощи скальпелей, надфилей, гравера и наждачной бумаги.
У нашей студии две локации - цех, который находится в промзоне, где мы занимаемся литьём, формовками, сборкой ЧПУ фрезера и работой с крупными фигурами
И сочинское архитектурное чудо - жилой 4-х этажный гараж


Второй этаж кухня и рабочая зона с компьютерами

остальные два этажа с жилыми комнатами, в которых живёт наша команда, в каждой комнате оборудовано рабочее место для покраски статуэток.
Так вот, для обработки такого объёма было решено выделить для этого второй этаж, что бы не мусорить в разных комнатах.

Напомним что срок на изготовление у нас месяц, а на момент начала обработки осталось 18 дней, по этому пришлось всей команде отложить другие проекты и набросится на обработку.
Вот видео, которое передаёт атмосферу)
Места на статуэтках, где образовались углубления от пузырьков воздуха при заливке, приходилось заполнять автомобильной шпатлевкой и затем снова зачищать наждачной бумагой
Тот кто занимался обработкой статуэток или моделек, знает какой это утомительный труд, тем более когда приходится исправить большое количество одинаковых! фигурок. Нашим девчонкам нужно поставить памятник! Так как работу по обработки в основном выполнили они, в это время мужская часть команды занималась другими процессами, о которых расскажем ниже.
А ещё к нам в гости иногда приходят друзья, которые тоже были озадачены, но после этого они больше не приходили)
Ещё одно видео с переменки)

Когда первые 50 космонавтиков были обработаны, мы приступили к подготовке к грунтованию.
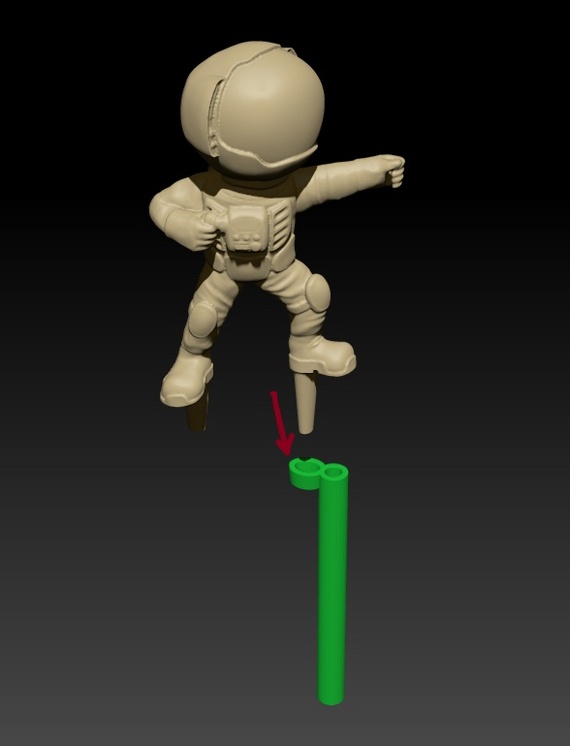
Для удобства смоделировали держатель, благодаря которому можно наносить грунт с разных сторон и устанавливать для просушки в сетку от овощей
Напечатали тестовый образец на FDM принтере Anycubic Chiron
протестировали на выпадение
после чего запустили в печать в большом количестве
Изначально мы планировали грунтовать в цеху, но он находится на приличном расстояние от нашего дома и по этому решили собрать покрасочную камеру на улице у входа, что бы сэкономить время.
Перед грунтованием по каждому космонавту прошлись Скотч Брайтом и обезжириватилем
Наносили грунт-эмаль Kudo по пластику, при помощи аэрозольного пистолета.
После нанесения первого слоя на некоторых фигурках проявились дефекты, которые снова пришлось дорабатывать. Всех космонавтом мы грунтовали в 2 и более слоёв.
Вот таким образом они высыхали
Ещё один момент, который мы поняли после нанесения грунта. В углублениях виднелся бежевый пластик, который нам пришлось закрашивать отдельно, далее мы добавили при литье немного чёрного пигмента и наши фигурки стали серыми и после грунта, если даже немного в углублениях проявлялся серый цвет, то это смотрелось как тени.
2.Флажки
По мимо космонавтов, которых нужно красить, луны, которая отливается сразу в цвет, нужно ещё изготовить флажки.
Сами флаги мы решили печатать, а палочки для них купили на озоне, это чёрные пластиковые палочки для леденцов.
Печатали на SLA 3Д принтере Elegoo с разрешением 8К, прочной смолой от Siraya Tech по 40 штук за раз.
После печати, промыли в спирте, засветили в ультрофиолетовой камере, зачистили места от поддержек и загрунтовали
И вот когда первая партия загрунтована, начинается покраска!
Чуть не хватило медиа для завершения поста, по этому продолжение следует)
Выспаться, провести генеральную уборку, посмотреть все новые сериалы и позаниматься спортом. Потом расстроиться, что время прошло зря. Есть альтернатива: сесть за руль и махнуть в путешествие. Как минимум, его вы всегда будете вспоминать с улыбкой. Собрали несколько нестандартных маршрутов.

Осваивать литье пластика мы начали в апреле 2023. Первым делом сняли слепки и отлили статуэтки из игры Mass Effect - Garrus 1\6, Tali Zorah 1\6 и Tali 1\4. Каждая из тех фигурок состояла из множества деталей, в общей сложности за апрель и май мы сняли около 70 слепков и отлили 300+ деталей.
И вот спустя пол года к нам поступил заказ на изготовление 200 статуэток космонавтов для «Фабрики столешниц Кедр»
Обсудив все детали, мы просчитали стоимость наших работ и далее заключили договор.
В тех задание была картинка из интернета и с помощью фотошопа добавлен логотип на флаг, размер статуэток 15 см.

Как мы считали вес статуэток?
Скачиваем примерно похожую фигурку с Тингеверс, добавляем полусферу за место луны и закидываем эти 3д модели в Chitubox (программа для 3д печати), в которой мы узнаем вес наших статуэток.
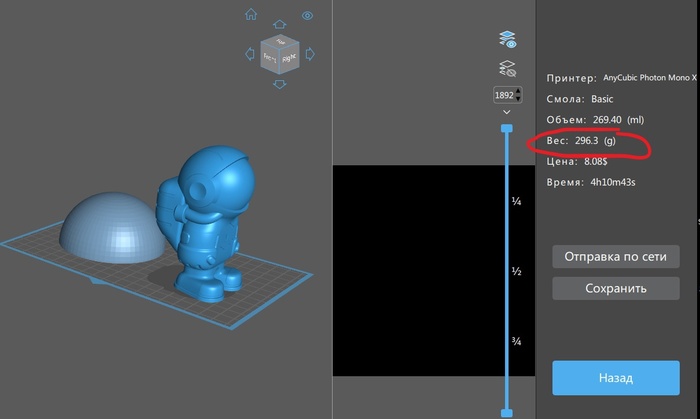
Узнаём, что космонавт с луной весит 300 грамм, добавляем ещё 10 грамм на литник и остаток в стаканчики при заливки и 10% на случай неудачных заливок. Получается, что вес каждой фигурки 350 грамм * 200 штук = 70 кг пластика.
В итоге купили пластик бочками, так вышло экономичнее, 50 кг компонент А и 50 кг компонент B.
Для отливки такого количества нам потребуется 6 комплектов форм, так как одна силиконовая форма выдерживаем в районе 35 отливок, после чего высыхает и начинаем крошится. Силикон рассчитали на глаз, из расчёта 1 кг на астронавта и 500 грамм на луну * 6 комплектов = 9 кг. У нас было несколько кг в наличии и дозаказали ещё 10 кг, это должно хватить.
Приступаем к изготовлению:
Этап 1. 3Д моделирование
Самого астронавта мы лепим в ZBrush, буквы с логотипа выдавили в SketchUp
На этапе моделирования было несколько упущений, которые в последствие пришлось исправлять в ручную, хороший урок.
1. Так как мы сразу решили делать двусоставные формы космонавтов, было понятно что по всей фигурке будет оставаться линия стыка, которую нужно будет счищать. По этому было решено сделать на 3д модели швы на одежде, по которым в последствие сделать разделение на силиконовой форме, а вот про шлем и обувь мы не подумали и по этому их пришлось в последствие зачищать.

2. Отрицательные углы. Ещё один урок, который мы усвоили это то, что при заливки не должно быть отрицательных углов и углов 90 градусов, так как при дегазации в моновакуумной камере пузырьки воздуха и газов застревают в форме и не могут выйти. Конечно это всё можно исправить дополнительными литниками, но это не всегда возможно и всё равно место от литников тоже нужно зачищать.

Что бы этого избежать, нужно продумывать литьё на стадии 3д моделирования.
Этап 2. 3Д печать и постобработка.
Печатали на фотополимерном 3Д принтере Elegoo Saturn 2 с разрешением 8K.
После печати, на каком бы принтере вы не печатали нужна постобработка.
Вот так выглядит мастер модель до обработки:
Постобработка включает в себя выравнивание всех неровностей, удаление следов от поддержек, заклеивание отверстий для слива смолы
Мастер модель после постобработки, до грунтовки:

Грунтуем грунтом по пластику, мелко зернистым на расстояние 20-30 см в 2-3 слоя.
И вот у нас готовая фигурка для снятия силиконовых слепков:


!Очень важно, что мы в последствие поняли, что мастер модель нужно делать максимально прочной. Мы печатали космонавта пустотелым и нужно было залить в него литьевой пластик для прочности, что мы не сделали и в дальнейшем нам пришлось его чинить.
Этап 3. Формирование опалубки и пластилинового борта.
Мы решили делать двусоставные формы для космонавта с замками и из одной формы сделать несколько, как это делает Hardzenen в ролике ниже
Первым делом создаём из пластилина границы одной половинки формы:
Стараемся формировать границы таким образом, что бы максимально скрыть стыки будущей силиконовой формы, и сформировать контуры пластилина по форме пластиковой опалубки.
Далее по периметру вокруг космонавта стеком сделали канавку и воткнули пластиковые бусины. Это послужит в качестве замков в форме для плотного соединения без сдвигов при заливке пластика.

Опалубку для космонавта мы напечатали на 3д принтере пластиком из двух половинок. Делали с запасом высоту для дальнейшей заливки силиконом из двух половинок. Так же была напечатана опалубка и для луны.
Этап 4. Силикон.
Когда опалубки готовы, наносим разделительный слой восковым разделителем в аэрозоле. Силикон использовали на олове 20 шор, после смешивания двух компонентов ставим в вакуумную камеру для дегазации и начинаем лить тонкой струйкой в одну точку.
Для отливки 200 фигурок нам нужно было 6 комплектов форм, так как каждый силиконовый молд выдерживает 30-40 заливок, далее начинает разрушаться. Но к нашему сожалению по методу Hardzenena нам удалось снять только 4 формы, после чего космонавт сдвинулся в форме.
Остальные две формы сделали с закрытым кожухом.
Создаём в 3Д опалубку повторяющую форму космонавта на расстояние 1.5 см

Печатаем две части на FDM принтере, через верхнее отверстие заливаем силикон
После застывания силикона, разрезаем форму в районе ног, достаём космонавта и можно заливать пластик.
Плюсы и минусы каждой технологии опишу чуть позже в другом посте.
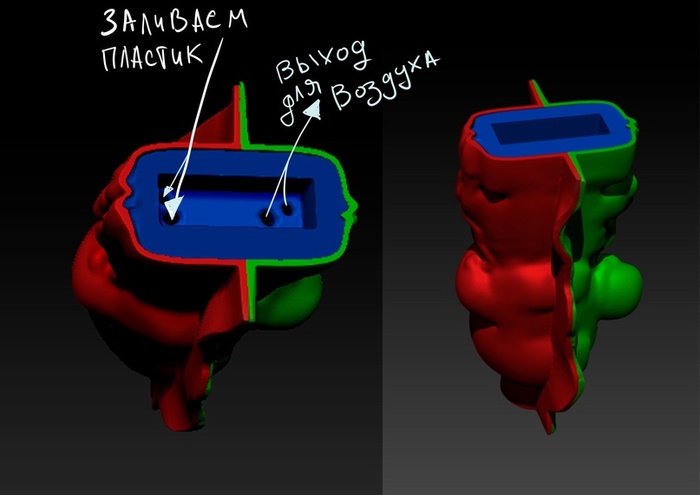
Этап 5. Литьё пластика.
Луну лили в открытую формочку, пластик проливается отлично, дегазация не потребовалась, пузырьков на лицевой части нет.
Космонавтов отливали в моновакуумной камере.
Собираем формчоку, смешиваем компоненты, заливаем, ставим в камеру, создаём в камере вакуум, ждём пока весь воздух выйдет и его место заполнит пластик, после наоборот, запускаем воздух компрессором, создаём давление 4-5 атмосфер и держим до полного отверждения в районе 20 минут.
И вот первый космонавт отлит!


Продолжение следует
Часть 2 Изготовление 200 статуэток. Часть 2. Постобработка






