Протоколы связи являются важной частью ПО автоматизации. В настоящее время даже простые датчики имеют встроенные коммуникационные порты для обмена данными, не говоря уже о ПЛК. В этой связи стоит рассмотреть два старейших, но до сих пор широко используемых протокола связи – Modbus и Profibus. Оба звучат одинаково, но имеют свои особенности. В чем между ними разница? Отвечает на этот вопрос статья на портале InstrumentationTools.
Что такое Modbus?
Modbus – это протокол связи, разработанный компанией Schneider Electric, ранее известной как Modicon. Вот почему он называется Modbus. Modbus передает данные по последовательной линии, в которой используются аппаратные интерфейсы, такие как RS-232, Ethernet и RS-485.
Последовательная линия связи означает, что одновременно передается и принимается только один бит. Не допускается одновременная передача нескольких битов. Таким образом, последовательная связь немного медленнее параллельной.
Modbus имеет два формата – RTU и ASCII. RTU используется в двоичном формате, тогда как ASCII использует в текстовый формат ASCII. Modbus – это открытый протокол, то есть любой поставщик может использовать его, встроив в соответствующее программное обеспечение.
Modbus работает в формате ведущий-ведомый. Это означает, что есть одно ведущее устройство, которое запрашивает данные от других ведомых устройств. Подчиненные устройства отвечают и обмениваются данными с ведущим.
В стандартной сети Modbus может быть максимум 247 подчиненных устройств. Бит отправляется и принимается в виде напряжения. Нулевой бит означает +5 В, а единичный бит означает -5 В. Modbus идентифицируется по таким данным, как адреса регистров катушек, код функции, идентификатор устройства и тип чтения/записи.
Кроме того, одной из основных функций, связанных с данными Modbus, является CRC (cyclic redundancy code – циклический избыточный код). Два байта добавляются в конце каждого сообщения Modbus для обнаружения ошибок.
Что такое Profibus?
Profibus означает Process (Pro) Field (Fi) Bus и был разработан Siemens. Profibus можно назвать расширением протокола Modbus, и он более продвинут. Profibus существует в двух модификациях: Profibus DP (Decentralized Peripherals – децентрализованная периферия) для автоматизации машин и Profibus PA (Process Automation – автоматизация процессов) для автоматизации процессов. В них встроены дополнительные функции в соответствии с требованиями приложения. Это позволяет программистам использовать протоколы в соответствии с их задачами. Но, в отличие от Modbus, который работает на трех разных аппаратных уровнях, этот протокол работает только в RS-485.
Единственное, что отличает Profibus – это режим с несколькими мастерами, в то время как Modbus позволяет использовать только одного мастера. Это возможно за счет дополнительного протокола Token Ring в нем. Каждый мастер проходит последовательность запуска при холодном или теплом старте.
Подчиненные устройства ждут, пока мастер запросит данные, и если они не получат ни одного запроса в течение определенного периода времени, он перейдет в спящий режим. В этом случае мастеру необходимо снова пройти этап запуска и инициировать связь. Это означает, что все ведущие и ведомые устройства доступны в сети для корректной связи. Однако режим с несколькими ведущими устройствами доступен только в системе Profibus PA.
Разница между Modbus и Profibus
Modbus – это открытый протокол, тогда как Profibus таковым не является, т.е. никто не может его свободно использовать.
Modbus разработан компанией Schneider Electric, а Profibus – компанией Siemens.
Двумя вариантами Modbus являются Modbus RTU и Modbus ASCII, тогда как двумя вариантами Profibus являются Profibus DP и Profibus PA.
Profibus обеспечивает более скоростную связь, чем Modbus.
Modbus может работать на разных аппаратных уровнях, таких как RS-232, RS-485 и Ethernet, тогда как Profibus может работать только на уровне RS-485.
У Modbus может быть только один Мастер, тогда как у Profibus может быть несколько Мастеров.
С точки зрения программирования Modbus намного проще в использовании, чем Profibus.
Profibus более эффективен и надежен для использования в сложных сетях связи, чем Modbus.
Profibus имеет больше возможностей для диагностики и устранения неисправностей, чем Modbus.
Сравнение Modbus и Profibus
Материал подготовлен Московским заводом тепловой автоматики
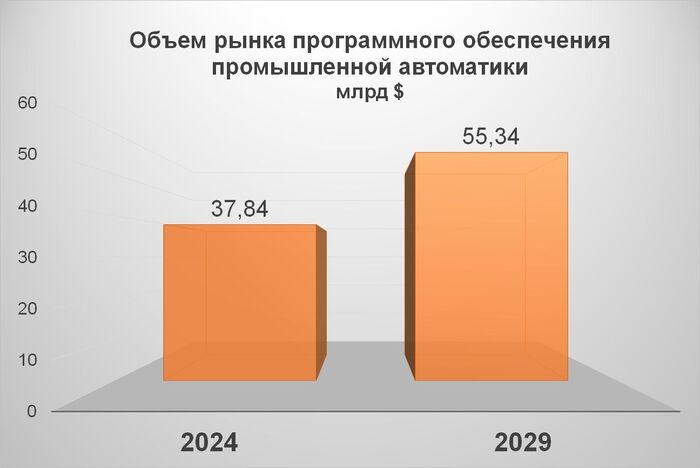
Объем рынка программного обеспечения промышленной автоматизации оценивается в $37,84 млрд в 2024 году и, как ожидается, достигнет $55,34 млрд к 2029 году, со среднегодовым темпом роста 7,9%. Такие данные в своем отчете приводит аналитическое агентство Mordor Intelligence. Величина рынка ПО автоматизации в целом, т.е. не только производственных процессов к 2030 году составит $76,4 млрд, приращивая в среднем по 16,5% в год, что отражено в исследовании агентства Acumen Research and Consulting. Также прилагаем данные о рыночной нише ПО автоматизации и диспетчеризации SCADA, подготовленные агентством Precedence Research.
Приводим выдержки из исследований и начнем обзор с рынка программного обеспечения промышленной автоматизации, а после рассмотрим рынок автоматизации в целом.
Что дает ПО автоматизации
Программное обеспечение промышленной автоматизации является основополагающей системой управления всех производственных процессов.
Промышленная автоматизация дает такие преимущества, как упрощенный мониторинг, сокращение машино-часов на выполнение операций, снижение отходов и увеличение скорости производства.
ПО автоматизации сокращает время простоев, уменьшает количество сбоев и помогает составить график технического обслуживания, а также позволяет переключиться из режима ожидания и реакции на уже возникшие проблемы в состояние прогнозирования, т.е. создать предписывающие меры для принятия решений (предиктивная аналитика).
Автоматизация снижает затраты и повышает качество управления производством за счет подключения промышленного оборудования к АСУ ТП и получения данных в режиме реального времени. Ключевую роль здесь играет внедрение широкого спектра программно-аппаратных средств, перечислим лишь аббревиатуры: SCADA, HMI, ПЛК, MES, APM, APC, PLM, OTS и ПО визуализации.
Тенденции глобального рынка промышленной автоматизации
Ожидается, что глобальный спрос на интернет-технологии сместится от потребительского спроса в сторону промышленного пространства, в первую очередь благодаря различным приложениям Индустрии 4.0.
Промышленный Интернет вещей (IIoT) и упомянутая Индустрия 4.0, совместно входят в такое понятие как интеллектуальная автоматизация производства (Intelligent Process Automation – IPA), находящаяся в центре новых технологических подходов по разработке, производству и управлению цепочкой технологических операций. Это доминирующие тенденции в промышленном секторе, где машины и устройства подключаются через интернет.
Росту рынка будут способствовать перерабатывающие отрасли промышленности, такие как химическая, нефтяная, газовая, целлюлозная и пищевая, а также энергетика, коммунальное хозяйство, фармацевтика и водоочистные предприятия.
Согласно исследованию корпорации Microsoft 85% компаний имеют по крайней мере один проект использования IIoT. Это число, вероятно, увеличится, поскольку 94% респондентов заявили, что внедрили стратегии IIoT еще в 2021 году. Кроме того, по данным GE Digital, 58% производителей Интернета вещей говорят, что именно промышленный Интернет вещей в производстве чрезвычайно важен для успешной цифровой трансформации бизнеса.
Из-за высокого уровня внедрения подключенных устройств и датчиков, участвующих в обеспечении межмашинной связи (Machine-to-Machine – M2M) произошел всплеск генерации данных во всех отраслях промышленности, включая нефтегазовую, химическую, энергетическую, автомобильную и ЖКХ.
С ростом числа подключенных устройств и соответственно M2M-соединений, станет более заметной и значимой потребность в их мониторинге и контроле.
Разработки в области искусственного интеллекта (ИИ) и робототехники призваны помочь или даже полностью автоматизировать многие задачи социального взаимодействия. Достижения в области робототехники находят применение также в сфере услуг, включая здравоохранение, логистику, экспертизу и уборку, хотя большинство из них по-прежнему связаны с промышленной автоматикой.
Решения промышленной автоматизации, такие как SCADA, позволяют сократить трудозатраты, необходимые для выполнения задач, тем самым снижают соответствующие затраты на рабочую силу, являющиеся одной из крупнейших статей расходов любого бизнеса.
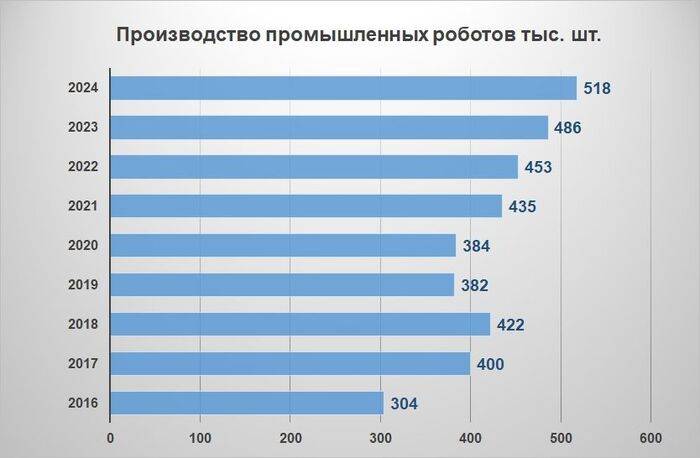
Промышленные роботы используются для выполнения различных задач во многих отраслях. Хотя высокоавтоматизированный сектор автомобилестроения остается одной из наиболее важных областей применения электромеханических машин, больше всего промышленных роботов установлено в электротехнической и электронной промышленности. Такие отрасли, вероятно, повысят спрос на программное обеспечение, что в ближайшем будущем соответственно увеличит спрос на робототехнику.
По данным Международной федерации робототехники, поставки промышленных роботов в ближайшие годы увеличатся, даже превысив пик 2018 года. Ожидается, что в 2024 году поставки промышленных роботов по всему миру достигнут 518 тысяч штук.
Ограничивающие факторы: первоначальные затраты, связанные с внедрением решений промышленной автоматизации достаточно высоки. Кроме того, затраты на найм и обучение сотрудников, способных работать с данными продуктами, увеличивают общую стоимость владения решением, что может препятствовать росту рынка. Пандемия COVID-19 привела к падению рейтингов различных предприятий и негативно повлияла на рост рынка программного обеспечения промышленной автоматизации. Многим средним и малым предприятиям были необходимы дополнительные инвестиции с тем, чтобы позволить себе внедрение АСУ ТП.
Ключевые игроки рынка ПО промышленной автоматизации
Рынок программного обеспечения промышленной автоматизации является умеренно конкурентным и состоит из нескольких главных игроков. Ключевые из них, занимающие заметную долю на рынке, концентрируются на расширении клиентской базы за рубежом.
Лидеры глобального рынка программного обеспечения промышленной автоматизации
1. Emerson Electric Co.
2. ABB Ltd.
3. Siemens AG
4. General Electric Company
5. Schneider Electric SE
Лидеры европейского рынка программного обеспечения для промышленной автоматизации
1. Siemens AG
2. ABB Ltd.
3. IBM Corporation
4. Emerson Electric Co.
5. Rockwell Automation, Inc.
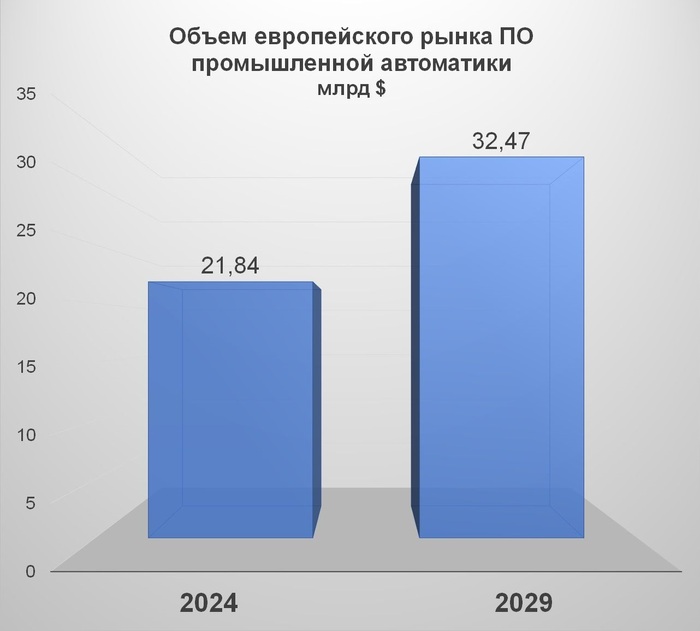
Европейский рынок ПО автоматизации
На европейском рынке ожидается значительный рост. Отрасль робототехники и автоматизации является одной из самых инновационных в машиностроительном секторе Германии. Немецкие OEM-производители входят в число ведущих мировых научно-исследовательских компаний. Технологии взаимодействия человека и робота (HRC – Human-Robot Collaboration) и машинного зрения (MV – Machine Vision) находятся в центре внимания европейских и мировых производителей робототехники. Разработки в области искусственного интеллекта, включая машинное обучение приведут к еще большему внедрению как обычных промышленных роботов, так и коллаборативных роботов – коботов, т.е. манипуляторов, которые совместно с человеком участвуют в производственном процессе.
За последнее десятилетие индустрия машинного зрения в Германии и Европе росла быстрыми темпами. Помимо автомобильной, электротехнической и электронной промышленности, включая производство полупроводников, технологии машинного зрения используются в металлургии, пищевом производстве и упаковке, а также в непроизводственных отраслях, таких как дорожное движение, медицинское диагностическое оборудование и хирургия.
Многие исследовательские и инновационные программы ЕЭС постоянно поддерживают разработку цифровой автоматизации, оптимизации процессов производственных активов, технологии моделирования и анализа, а также инновации в области ИКТ для производственных малых и средних предприятий. В Великобритании, например, создается новый национальный исследовательский центр робототехники для развития интеллектуального производства, а ряд проектов финансируются государственно-частным партнерством под названием «Фабрика будущего».
Введение строгих стандартов энергосбережения и стремление к местной переработке стимулируют рынок Европы
Растущее регулирование энергопотребления по всей стране, введение строгих стандартов энергосбережения и стремление к местной переработке в Европе способствуют росту ПО промышленной автоматизации.
В мае 2022 года Европейская комиссия представила детали своего плана по уменьшению и последующей ликвидации зависимости энергетики Европы от российского ископаемого топлива. Осуществление этих целей считается возможным посредством энергосбережения, диверсификации поставок и быстрой замены ископаемого топлива на экологически чистые источники энергии.
Инвестиции четырех национальных сетевых операторов Германии в размере $50 млрд ассигнованы на значительное увеличение мощностей по передаче электроэнергии. Это, вероятно, также приведет к увеличению использования ПЛК в автоматизированных системах и будет стимулировать рынок в целом.
Рынок программного обеспечения автоматизации в целом
Основные показатели рынка программного обеспечения автоматизации по данным агентства Acumen Research and Consulting:
· Оборот мирового рынка ПО автоматизации возрастет с $19,9 млрд в 2021 году до 76,4 млрд к 2030 году, при этом среднегодовой темп роста составит 16,5%.
· На облачный сегмент продуктов ПО автоматизации в 2021 году пришлось более 58% общей доли рынка.
· Сегмент производственных приложений будет расти в среднем на 17,1% в год в период с 2022 по 2030 годы.
· Среднегодовой темп роста сегмента продуктов локального использования составит 17,3%.
· Увеличению рынка ПО автоматизации будет способствовать растущее внедрение новых технологий цифровой индустриализации, таких как например, промышленный Интернет вещей.
Динамика мирового рынка программного обеспечения автоматизации
Драйверы рынка:
· Растущая потребность в автоматизации для обеспечения высокого качества и надежности операций.
· Требование устранения человеческих ошибок и повышения эффективности использования времени.
· Увеличение внедрения массового производства с меньшими эксплуатационными расходами.
· Растущий спрос на повышение производительности труда и контроля над операциями.
· Широкое внедрение Индустрии 4.0 и новых технологий цифровой индустриализации, таких как промышленный Интернет вещей (IIoT) и облачные решения.
Перечисленные выше факторы будут способствовать увеличению рыночной стоимости ПО автоматизации.
Рыночные ограничения
· Ограниченная профессиональная доступность и осведомленность о безопасности ПО.
· Отсутствие развитой инфраструктуры в развивающихся странах для внедрения передовых устройств и нехватка квалифицированных специалистов.
· Высокие затраты на внедрение решений промышленной автоматизации.
Однако увеличение государственных расходов на обучение новых специалистов, высокие инвестиции со стороны крупных игроков и запуск новых продуктов являются факторами, которые, как ожидается, создадут новые возможности для игроков, работающих на рынке программного обеспечения промышленной автоматизации. Кроме того, ожидается, что растущее партнерство между региональными и международными игроками будет способствовать росту доходов данного рынка.
Некоторые факты. В 2021 году правительство США заявило, что потратит $10,9 млрд на интеллектуальную автоматизацию процессов (IPA). В то время как услуги искусственного интеллекта (ИИ) и роботизированной автоматизации процессов (Robotic Process Automation – RPA), как ожидается, будут иметь меньшие расходы – $4 млрд и $5,4 млрд соответственно. Кроме того, увеличение количества слияний и поглощений, а также появление новых продуктов для развития бизнеса и расширения клиентской базы будет способствовать росту рынка ПО промышленной автоматизации.
Сегментация рынка программного обеспечения автоматизации
Ожидается, что на сегмент локального программного обеспечения будет приходиться наибольшая доля доходов в течение прогнозируемых лет. Локальные версии ПО значительно более безопасны, поскольку программное обеспечение устанавливается внутри помещений, что обеспечивает превосходный контроль данных. С этой точки зрения локальное программное обеспечение предпочтительнее облачного, поскольку оно более защищено. Вместе с тем в облачном сегменте в 2021 году находилось более 58% предлагаемых продуктов.
Рынок программного обеспечения для автоматизации по приложениям:
· Банки, финансы, страхование
· ИТ и телекоммуникации
· Розничная торговля и потребительские товары
· Путешествия и гостиничный бизнес
· Здравоохранение
· Образование
· СМИ и развлечения
· Производство
· Другие
Ожидается, что благодаря своей высокой эффективности программное обеспечение автоматизации получит более широкое признание в обрабатывающей промышленности, что приведет к увеличению доходов в этом секторе.
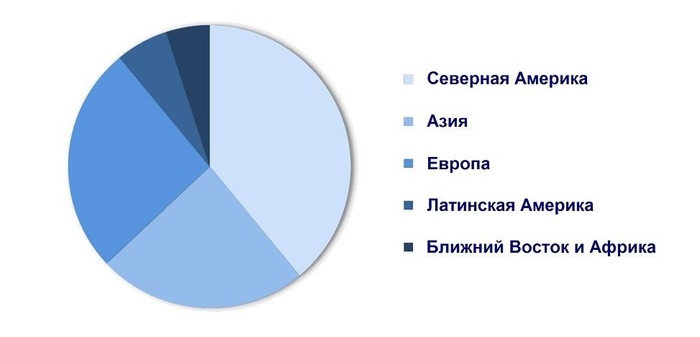
Региональное распространение ПО автоматизации
Доля рынка программного обеспечения средств автоматизации по регионам – страны, лидеры в области разработки ПО:
Северная Америка – США, Канада
Европа – Великобритания, Германия, Франция, Испания
Азиатско-Тихоокеанский регион – Индия, Япония, Китай, Австралия, Южная Корея
Латинская Америка – Бразилия, Мексика
Ближний Восток и Африка – ЮАР, страны Персидского залива
Ожидается, что в Азиатско-Тихоокеанском регионе будет наблюдаться самый быстрый среднегодовой темп роста программного обеспечения автоматизации, в частности из-за высоких государственных расходов на инфраструктуру.
Ведущие игроки рынка программного обеспечения автоматизации
В число ведущих компаний на рынке программного обеспечения автоматизации входят:
· ClickDimensions
· Act-On Software
· Oracle
· ActiveCampaign
· Sendinblue
· SAS
· Acoustic
· Salesforce
· GetResponse
· HubSpot
Некоторые из ключевых стратегий на мировом рынке автоматизации:
В 2021 году UiPath, ведущая компания по разработке программного обеспечения для автоматизации предприятий открыла свою первую школу автоматизации в Ирландии с тем, чтобы обучать новое поколение рабочей силы навыкам автоматизации.
В 2020 году компания Automation Anywhere, лидер в области роботизации, запустила своего банковского бота на базе искусственного интеллекта, который ускорит обработку кредитов с 3 недель до 3 дней.
Аналитическая сводка рынка SCADA (ПО диспетчерского управления и сбора данных) агентства Precedence Research
Исследование утверждает, что рынок возрастет с $10,56 млрд в 2023 году до $28,6 млрд к 2032 году, прибавляя в среднем 11,7% в год.
Расширению рынка SCADA способствуют факторы, присущие для всего рынка ПО автоматизации, плюс растущее внедрение решений для промышленной мобильности. Глобальный рынок растет также благодаря увеличению использования облачных систем SCADA, развитию таких инфраструктур как умный город и умный транспорт.
Нефтегазовый сегмент доминировал на мировом рынке SCADA в 2022 году по выручке. Однако сегмент продуктов питания и напитков, может также стать наиболее перспективным, поскольку в данном случае SCADA используется для визуализации производства и упаковки, соблюдения стандартов качества пищевых продуктов, сокращения отходов и профилактического обслуживания оборудования.
Азиатско-Тихоокеанский регион доминировал на мировом рынке SCADA в 2022 году и сохранит свои позиции, поскольку он является производственно-техническим центром, который поможет разрабатывать приложения SCADA, где такие страны, как Южная Корея, Китай и Япония предлагают лучшие решения.
Северная Америка также будет наиболее перспективным сегментом. Передовые решения и быстрое развитие технологий являются решающими факторами для огромного роста в этом регионе.
Лидеры рынка SCADA систем:
· Schneider Electric SE
· ABB Ltd.
· Hitachi Ltd.
· IBM Corporation
· Emerson Electric Co.
· Rockwell Automation Inc.
· Honeywell International Inc.
· Mitsubishi Electric Corporation
· Yokogawa Electric Corporation
· Omron Corporation
Завершая обзор следует привести данные о всём рынке программных и аппаратных средств промышленной автоматики. По данным того же агентства Precedence Research он возрастет с $211,58 млрд в 2023 году до $459,51 млрд к 2032 году, прибавляя в среднем по 9% в год.
Цифровизация и автоматизация стали уже целью, а требованием рынка
Материал подготовлен Московским заводом тепловой автоматики
Программируемые логические контроллеры (ПЛК) являются основным устройством, с помощью которого производится управление оборудованием дискретного производства. В дискретном производстве происходит переработки материала из заготовки в конечный продукт. Такой техпроцесс требует гибкой настройки оборудования, необходимой для изготовления изделий с индивидуальными требованиями.
Приводим материал журнала Control Engineering, в котором даются базовые знания о применении ПЛК и ПО автоматизации в техпроцессах.
Используемые в производстве промышленные контроллеры фактически являются компьютерами, управляющими электромеханическими устройствами, и осуществляют функции дискретного и непрерывного управления. Однако они отличаются от обычных компьютеров по нескольким важным признакам:
ПЛК имеет физические и электрические входы и выходы (I/O), которые передают в систему информацию и управляют внешними устройствами.
ПЛК обрабатывает и реагирует на информацию в определенных временных интервалах.
ПЛК часто имеет модульное исполнение и расширяется модулями ввода/вывода, сетевыми модулями и модули специального назначения.
ПЛК программируется с использованием нескольких языков, некоторые из которых позволяют изменять программу во время исполнения алгоритма.
Программное и аппаратное обеспечение обычно зависит от платформы производителя и не может использовать разными производителями.
ПЛК отличается повышенной надежностью для использования в промышленной среде.
В отличие от компьютеров, промышленные контроллеры предназначены для работы 24 часа в сутки, 7 дней в неделю, могут работать в суровых условиях эксплуатации, противостоять вибрации и электромагнитным помехам. Некоторые модели модульных ПЛК показаны на рисунке 1.
Рисунок 1. Модульные ПЛК
Физическое компоновка элементов ПЛК
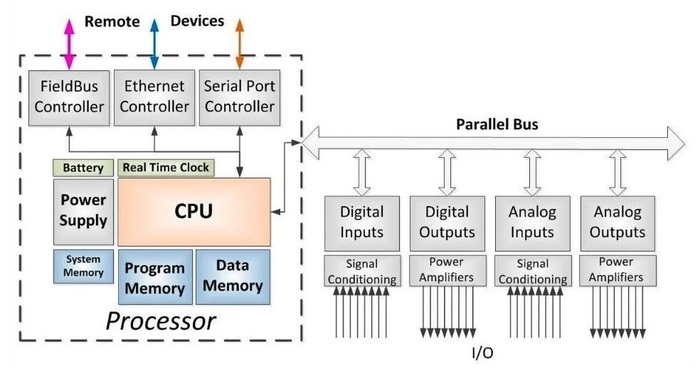
Блок-схема физического устройства ПЛК показана на рисунке 2. Не все элементы, показанные на этой схеме, присутствуют в каждом ПЛК, но эта схема дает представление о типичной конфигурации программируемого контроллера.
Процессор (ЦП). ЦП содержит операционную систему и обрабатывает всю логику, загруженную в контроллер. Обычно в него встроены часы реального времени. Системная память также тесно связана с процессором.
Память ПЛК. Память ПЛК состоит из операционной системы и встроенного ПО процессора (иногда называемого системной памятью), встроенного ПО модуля (если имеется), а также программы и данных, которые используются программистом. Существуют энергозависимые и энергонезависимые области памяти. Энергозависимой части памяти нужна батарея, «суперконденсатор» или другой перезаряжаемый модуль для хранения программы и/или данных.
Рисунок 2. Схема ПЛК и его компонентов
Хотя программу можно сохранить на флэш-картах или картах SD RAM без использования батареи, скорость обмена данными у них слишком низкая, чтобы использовать ее для фактического взаимодействия программы с ее данными.
При включении ПЛК программа загружается из энергонезависимой карты ОЗУ в пользовательскую память контроллера. Не все платформы ПЛК резервируют пользовательскую память с помощью батареи или другого устройства хранения энергии, данные в памяти могут быть потеряны при отключении питания процессора. Однако некоторые платформы гарантируют, что данные сохранятся даже при отключении питания за счет использования оперативной памяти с батарейным питанием. Это означает, что значения в регистрах данных будут сохранены, и программа запустится в своем последнем состоянии. Некоторые платформы ПЛК назначают отдельные части ОЗУ «сохраняемыми», а другие – несохраняемыми.
Сама операционная система на процессоре хранится в энергонезависимой системной памяти, называемой «прошивкой». Для изменения прошивки необходимо использовать программу или «прошивальщик» для ее загрузки, обычно входящий в ПО для программирования.
Модули ввода/вывода, связи и другие модули также часто имеют встроенное ПО. Инструменты обновления встроенного ПО также могут обновлять и модули, а сами прошивки обычно доступны на веб-сайте производителя. Необходимо иметь программное обеспечение, которое не менее актуально, чем устанавливаемая прошивка.
Оперативная часть памяти в ПЛК может быть разделена на две основные области: память программ и память данных.
Память программ состоит из всех списков инструкций и программного кода. Это то, что отправляется в процессор. Процесс отправки программных инструкций в большинстве ПЛК называется «загрузкой» («download»).
Память данных включает таблицы входных и выходных изображений, а также числовые и логические значения данных. Большая часть данных, используемых в программе ПЛК, находится во внутренней памяти и не связана напрямую с вводом/выводом.
Во время выполнения программы она отслеживает, включены или выключены биты (BOOLS), а также числовые значения в памяти данных. На разных платформах используются разные способы организации этих данных.
Входы и выходы ПЛК (I/O)
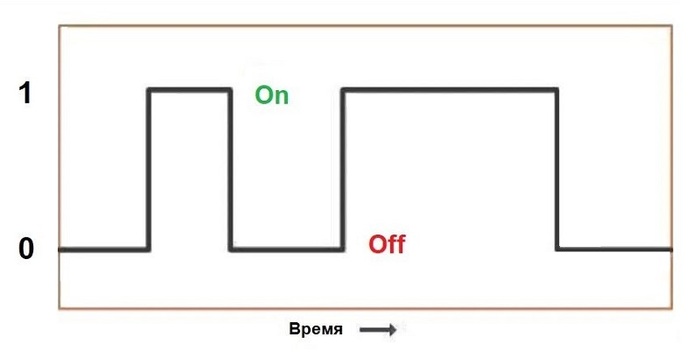
Физические вводы/выводы могут быть дискретными, которые либо включены, либо выключены, или аналоговыми сигналами, которые изменяют амплитуду напряжения или тока.
Рисунок 3. Дискретный сигнал
На рисунке 3 показан цифровой (дискретный) сигнал. Типичные уровни сигналов для дискретных входов и выходов составляют 24 В постоянного тока и 120 В переменного тока, но могут быть и другие уровни в зависимости от типа устройства или карты ввода. Помимо обозначения единицы и нуля или включения и выключения, дискретные сигналы могут описываться как истинные или ложные. На рисунке 4 показаны устройства дискретного ввода/вывода.
Рисунок 4. Устройства дискретного ввода/вывода (I/O)
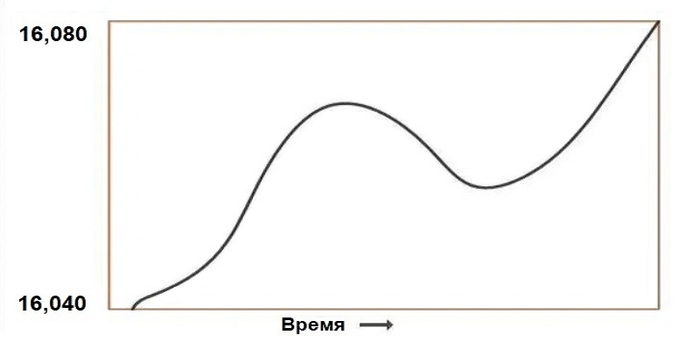
Аналоговые сигналы (рисунок 5) различаются либо по напряжению, либо по току. Диапазоны обычно составляют от 0 до 10 В или от -10 до +10 В постоянного тока или от 0 до 20 мА или от 4 до 20 мА. Электрический сигнал затем преобразуется в число для использования в программе ПЛК. Аналоговые устройства ввода/вывода показаны на рисунке 6.
Рисунок 5. Аналоговый сигнал
Рисунок 6. Аналоговые устройства ввода/вывода
Методы связи ПЛК
Как упоминалось ранее, существует множество методов для связи с ПЛК и их устройствами. Последовательная связь, Ethernet и различные протоколы полевых шин (fieldbus) – это лишь некоторые из них.
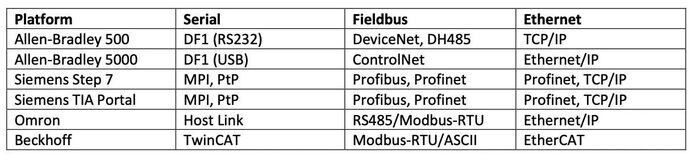
Таблица 1. Типы коммуникационных платформ ПЛК
Обратите внимание (Таблица 1), что некоторые из этих протоколов одинаковы для разных производителей, но даже в этом случае они могут не взаимодействовать должным образом без изменения параметров. Последовательный порт и Ethernet являются двумя наиболее распространенными способами подключения к ПЛК, а протоколы полевых шин обычно используются для связи с удаленными или распределенными устройствами ввода/вывода. Ethernet используется для программирования ПЛК и для распределенных устройств, но важно, чтобы связь ввода/вывода была заранее определена.
Данные ПЛК
В зависимости от платформы ПЛК обрабатывают данные по-разному. Старые ПЛК обычно работали либо на основе байтов, либо слов или целых чисел. Это оказало большое влияние на то, как хранилась и использовалась память. Некоторые ПЛК имеют регистры, назначенные для определенных типов данных, то есть битовых, целых или вещественных, тогда как другие бренды могут разделять данные в зависимости от того, являются ли они сохраняемыми или размещают все данные вместе.
При изучении платформы программирования нового ПЛК важно сначала понять, как организована его память. Например, в некоторых старых ПЛК память данных и ввод/вывод занимают одно и то же пространство. Может возникнуть довольно неприятная ситуация, если вы заставите приводы двигаться, намереваясь просто сохранить целое число в регистре.
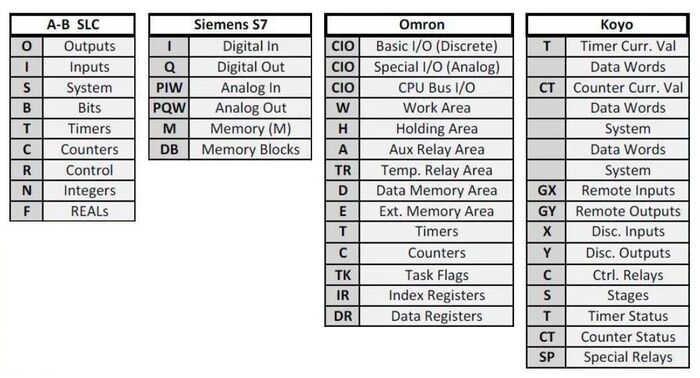
Таблица 2. Типы структур данных ПЛК
В Таблице 2 показано расположение областей памяти нескольких ПЛК. Первый список - семейства SLC и MicroLogix Allen-Bradley, показывает, что данные разделены на пронумерованные файлы O0, I1, S2…F8. Каждый файл данных можно расширить до 255 слов, но после этого необходимо добавить новые номера файлов, например, N9, B10 и т.д.
В следующей таблице показан Siemens S7. Ввод/вывод назначается во время конфигурации оборудования, а не по номеру слота, как в случае с Allen-Bradley. Общая область памяти «М» имеет фиксированный размер, тогда как блоки памяти или блоки данных (DB) содержат разные типы данных и могут иметь размер до 64 КБ.
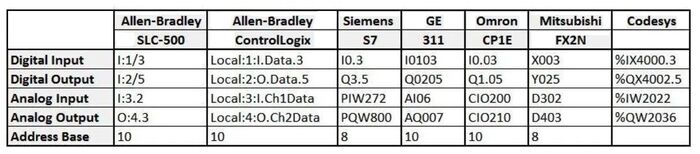
Адресация ввода/вывода варьируется от бренда к бренду (Таблица 3). Входы могут быть адресованы как I или X, выходы – как O, Q или Y, а обозначения аналоговых входов/выходов могут использовать совершенно другой формат, чем цифровые. Некоторые бренды обозначают ввод/вывод на основе номера слота, которому назначается карта при настройке оборудования и это невозможно изменить. На других платформах, есть местоположение по умолчанию, где входы/выходы назначаются во время конфигурации, но это может быть изменено программистом. Адресация также может быть восьмеричной, десятичной или даже шестнадцатеричной.
Таблица 3. Примеры адресации ввода/вывода ПЛК
Просмотр типов данных: программное обеспечение ПЛК позволяет пользователю просматривать числа во многих перечисленных здесь форматах, устраняя необходимость в калькуляторе. Не всегда может быть понятно, в каком формате просматриваются данные, но часто присутствуют обозначения. Могут использоваться целое число со знаком (десятичное или по основанию 10) и не иметь указателя. Однако шестнадцатеричное число будет иметь префикс W#16, указывающий на основание 16. REAL будет иметь десятичную точку или выражаться экспонентой, тогда как двоичное представление может иметь префикс или выглядеть как строка из единиц и нулей.
Точечные поля и разделители. если обозначен один бит целого числа, его можно отобразить с помощью разделителя, например, косой чертой или точкой (N7:5/3 или Q3.2). Поля с точками также часто используются для обозначения элемента сложного типа данных, например, таймера (Timer1.ACC обозначает накопленное значение Таймера №1). Перед запуском программы важно понять, как память адресуется для вашего конкретного ПЛК.
Теги. многие современные платформы ПЛК вообще не используют регистры числовых данных. Вместо этого они позволяют пользователям создавать объекты памяти по мере необходимости в виде текстовых строк. Большинство крупных производителей создают ПЛК с данными на основе тегов. На некоторых платформах теги также называются символами (Symbols), но символ не обязательно является тегом – это может быть просто мнемонический адрес или ярлык для адреса регистра. Имена тэгов загружаются в ПЛК и используются вместо адреса.
Теги обычно создаются в таблице данных по мере необходимости. Вместо числовых адресов, таких как «B3:6/4» или «DB2.DBW14», в качестве ячеек памяти создаются символические имена, такие как «InfeedConv_Start_PB» или «Drive1402.ActualSpeed». При создании тегов необходимо выбрать такие детали, как тип данных (BOOL, Таймер, REAL) и стиль отображения (шестнадцатеричный, десятичный).
Преимущество тегов состоит в том, что они более информативны, чем числовые номера регистров. Кроме того, описания и символы из адресов регистров присутствуют только в компьютере и не загружаются в ПЛК. Программу на основе тегов обычно можно загрузить прямо из ПЛК, поскольку адрес является фактическим местоположением регистра.
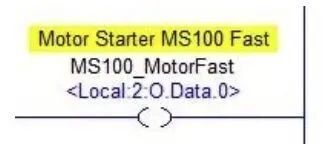
Рисунок 7. Пример псевдонимов
Кроме того, те же теги из программы ПЛК можно напрямую использовать в программе человеко-машинного интерфейса (HMI) или диспетчерского управления и сбора данных (SCADA). Это экономит время и избавляет от необходимости сопоставлять адреса ПЛК с тегами HMI. Конечно, адреса ввода/вывода по-прежнему создаются на основе аппаратной конфигурации ПЛК, но производители создали различные способы соединения адресов ввода/вывода с помощью тегов. Один из самых удобных вариантов - платформа ControlLogix, где любой тег или адрес может быть "привязан" к любому другому, и оба отображаются в лестничной логике (Рисунок 7).
Группы данных. в дополнение к «атомарным» или элементарным типам данных, таким как BOOL, Byte, Integer или REAL, описанных в разделе «Данные», можно группировать отдельные элементы в общую структуру.
Массив. массив – это группа схожих типов данных. Например, можно определить массив, содержащий 10 Integer или 50 REAL, или 32 BOOL значений. Типы данных нельзя смешивать в массиве. Сложные типы данных, такие как таймеры, счетчики или пользовательские типы данных (UDT), также могут быть помещены в массив. Обычно массив отображается в квадратных скобках, например, Delay_Tmr[6]. Это обозначает 7-й элемент массива, если массив начинается с 0.
Некоторые платформы позволяют определять многомерные массивы, например, Integer[2,4,5]. Это означает целое число в 5-м слое 4-й строки 2-го столбца.
Элементы, состоящие из более чем одного типа данных, называются структурами. Структура может быть определена программным обеспечением, например, инструкциями или программистом.
Пользовательские типы (UDT). UDT – это группа различных типов данных или структура, например, таймеры и счетчики состоят из двух целых или двойных целых чисел и нескольких битов, объединенных в структурированный тип данных, называемый «таймер» или «счетчик».
UDT можно использовать только с символами или тегами, потому, что UDT не является данными. После определения UDT необходимо создать тег или символ с использованием нового типа данных.
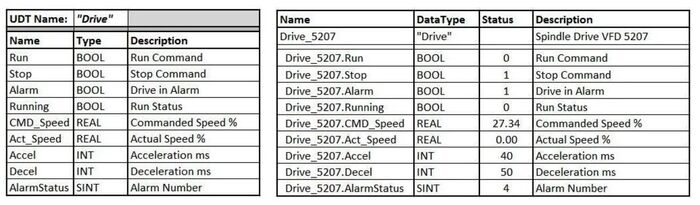
Распространенной причиной создания UDT является описание объекта, более сложного, чем простой элемент данных. Например, преобразователь частоты имеет множество фрагментов данных, которые могут быть связаны с ним. К примеру, двигатель должен запускаться и останавливаться, он имеет различные числовые параметры для описания своего движения, такие как заданная скорость, фактическая скорость, ускорение и замедление. Мы также можем захотеть узнать его статус: произошел ли сбой, и если да, то какой был тип неисправности.
Таблица 4. Пользовательский тип (UDT) слева и тег, созданный на основе UDT (справа)
Слева находится пользовательский тип с именем «Drive», определенный в программном обеспечении, а справа – тег «Drive_5207», созданный на основе пользовательского типа (Таблица 4). Определение не загружается в процессор – его можно изменить только на программирующем устройстве.
Вложенные элементы тега представляют собой пример точечных полей, описанных ранее. Создав UDT, в программу можно добавить множество приводов без лишнего ввода текста. UDT являются важным элементом быстрой разработки кода.
В системах, не основанных на тегах, UDT могут вызвать проблемы, если прокомментированная программа недоступна. Помните: описания и символы без тегов не сохраняются в процессоре. Вот почему трудно восстановить программу Siemens S7, если у вас нет исходного кода – загруженные блоки данных не содержат названий элементов.
ПО автоматизации и конфигурация ПЛК
Первым шагом в запуске новой программы ПЛК является настройка аппаратного обеспечения. Это связано с тем, что разные процессоры имеют разный объем памяти, а адреса ввода/вывода определяются конфигурацией. По мере добавления модулей генерируются новые адреса или теги, которые доступны для выбора в программе. Вы не сможете написать программу, пока не будете знать адреса ввода/вывода и конфигурацию памяти.
Рисунок 8. Конфигурация аппаратного обеспечения ПЛК
Некоторые платформы назначают адреса ввода/вывода по местоположению в стойке (номеру слота), в то время как другие позволяют программисту назначать адреса. Обычно указывается адрес по умолчанию, который можно изменить в свойствах карты, что отображено на рисунке 8. Распределение памяти некоторых производителей может перекрывать область ввода/вывода, поэтому важна тщательная настройка и планирование. Выбор оборудования часто также включает ввод номера оборудования или прошивки для каждого модуля. Если используется стойка (шасси), перед вставкой модуля необходимо выбрать ее размер.
В зависимости от платформы следующим шагом настройки новой программы является настройка областей данных. Новые системы на основе тегов позволяют добавлять теги по одному либо локально, либо глобально, но многие старые платформы требуют, чтобы размер таблицы данных создавался в автономном режиме.
Комментарий МЗТА
В статье говорится, что в ПЛК используется сочетание энергозависимой и энергонезависимой памяти, поэтому для хранения данных требуется резервная батарея. Но сейчас имеются решения, не требующие резервного питания, но и не приводящие к потере информации при отключении питания ПЛК.
Каждая платформа ПЛК организуют данные по-разному, что влияет на использование памяти и методы адресации. Контроллеры МЗТА используют стандартную для контроллеров на базе Codesys 3.5 организацию: сочетание энергозависимой и энергонезависимой памяти и символьную адресацию.
Управление технологическими процессами производится в весьма широком круге областей, типичными из которых являются: сборка автомобилей, переработка нефти, выработка электроэнергии, а также техпроцессы в пищевой, фармакологической, химической, металлургической, электротехнической промышленности и многих других. Рассмотрим несколько видов техпроцессов и применяемые в них методы автоматизации.
Классификация технологических процессов
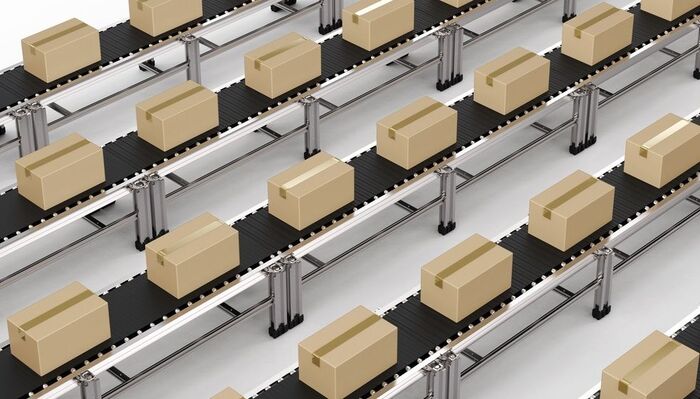
Непрерывный технологический процесс – это такой процесс, при котором сырье поступает в начало системы, а готовый продукт соответственно получается в конце, при этом производственный процесс протекает непрерывно. Для таких процессов характерно измерение конечной продукции объемами: тонны, литры, кубометры и т.д. Типичные отрасли, использующие непрерывный техпроцесс это: металлургия, химическая промышленность, нефтепереработка. Но возможно и исключение, когда продукция измеряется в штуках, но сам процесс непрерывный, например, конвейерная сборка двигателей (рисунок 1).
Рис. 1. Непрерывный технологический процесс
Детали монтируются последовательно на конвейере на блок цилиндров, который переходит через ряд станций. Сборка и регулировка осуществляются как автоматизированным, так и ручным способом.
Периодический или Batch-процесс – это такой процесс пакетной обработки, в котором отсутствует поток материала, переходящего от одного участка процесса к другому. Вместо этого определенное количество каждого компонента, получаемых из входных ресурсов, поступает в виде партии в соответствии с рецептурой, а затем над партией выполняются некоторые операция для производства конечного продукта. Примеры продукции, производимой с использованием периодического процесса: продукты питания, напитки, фармацевтика, краски, удобрения и т.п.
На рисунке 2 показан пример периодического процесса. Три ингредиента смешиваются вместе, нагреваются и затем поступают в хранилище готовой продукции. Состав и характеристики каждой партии могут меняться в зависимости от текущего рецепта.
Рис. 2. Периодический или batch-процесс
Дискретный процесс – это процесс, характеризующийся раздельным изготовлением единицы продукции. При таком производственном процессе в результате ряда операций получается полезный продукт на выходе, а сами процессы не являются непрерывными. По своей природе каждый процесс может быть запущен или остановлен индивидуально, либо может выполняться с различной производительностью. Дискретные производственные системы обычно имеют дело с цифровыми входами программируемых логических контроллеров (ПЛК), которые приводят в действие моторы и роботизированные устройства. Деталь обычно представляет собой отдельную заготовку, которая должна обрабатываться индивидуально. Типовые отрасли, использующие дискретный процесс – это выпуск автомобилей или любой другой техники, упаковка и т.д. В таких процессах может использоваться универсальное технологическое оборудование, позволяющее выполнять на одном рабочем месте нескольких видов операций.
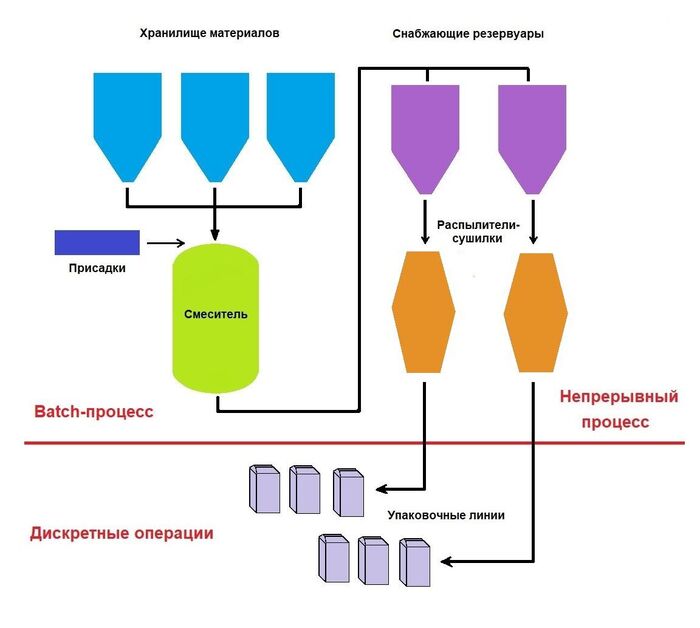
Зачастую на предприятии все типы технологических процессов используются одновременно на разных этапах производства (рис. 3)
Рис. 3. Пример применения трех типов технологических процессов в производстве
Управление технологическими процессами
Конфигурации систем управления техпроцессом. Выделяют локальные, централизованные, распределенные системы управления и системы управления процессами. Каждая система использует ПЛК, которые удовлетворяют ряду характеристик по типу и количеству обрабатываемых сигналов, быстродействию и по требованиям эксплуатации.
Локальное (индивидуальное) управление – используется для управления одной машиной или технологической установкой. Этот тип управления обычно не требует связи с другими контроллерами.
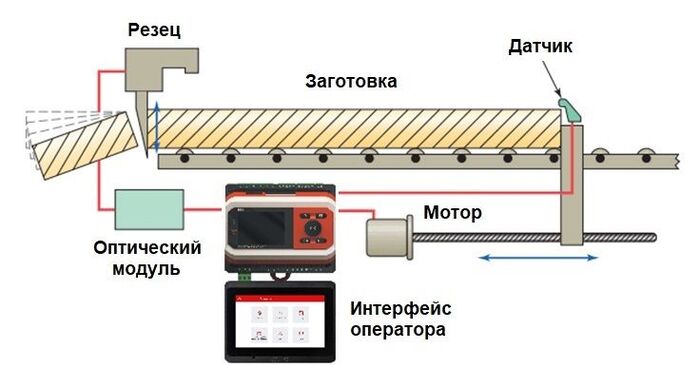
На рисунке 4 показано локальное приложение для управления процессом обрезки заготовки по длине. Оператор вводит длину подачи и количество отрезаемых заготовок через интерфейсную панель управления, а затем нажимает кнопку «Пуск» с тем, чтобы запустить процесс. Далее конкретная установка работает независимо от наличия других установок на производстве.
Рис. 4. Локальное управление
Централизованное управление – используется в тех случаях, когда несколько машин или процессов управляются одним центральным контроллером. Схема управления использует единую комплексную систему управления множеством разнообразных производственных процессов и операций, например, транспортировка, визуальный контроль, взвешивание, сортировка и т.д., как показано на рисунке 5.
Рис. 5. Централизованное управление
Основные характеристики централизованного управления можно резюмировать следующим образом:
Каждый отдельный этап производственного процесса обрабатывается контроллером центральной системы управления.
Никакой обмен статусом контроллера или данными с другими контроллерами не осуществляется.
Если главный контроллер выходит из строя, весь процесс останавливается.
Обычно в централизованных системах используется централизованная SCADA для обеспечения работы в реальном времени систем сбора, обработки, отображения и архивирования информации об объекте управления.
Распределенная система управления – РСУ (или Distributed Control System DCS) – это сетевая система, включающая в себя два или более ПЛК, взаимодействующих друг с другом для выполнения всех задач управления непрерывным технологическим процессом, как показано на рисунке 6.
Рис. 6. Распределенная система управления – РСУ
Каждый программируемый логический контроллер управляет различными процессами локально, и все ПЛК постоянно обмениваются информацией по каналу связи и сообщают о состоянии процесса. Основные характеристики распределенной системы управления можно описать следующим образом:
Распределенное управление позволяет разделять технологические задачи между несколькими контроллерами.
Каждый ПЛК управляет соответствующей машиной или процессом и для синхронизации задач имеет доступ ко всем данным других ПЛК.
Высокоскоростная связь между компьютерами осуществляется с помощью витой пары проводов CAT-5 или -6, одиночных коаксиальных кабелей, волоконной оптики или сети Ethernet.
Распределенное управление значительно сокращает количество проводов в полевых условиях и повышает производительность, поскольку позволяет разместить ПЛК и ввод-вывод близко к контролируемому процессу машины.
В зависимости от технологического процесса один сбой ПЛК не обязательно приведет к остановке всего процесса (а в идеале и не должен).
DCS контролируется главным компьютером, который может выполнять функции мониторинга/наблюдения, а также формирование отчетов и хранение архивных данных.
Главная особенность РСУ (DCS) – любой ценой не дать незапланированно остановить непрерывный процесс, в связи с чем к ним предъявляются высокие требования по масштабируемости и отказоустойчивости. Они имеют высокую степень интеграции аппаратных средств и программного обеспечения (что подразумевает использование контроллеров и ПО визуализации одного производителя), и предоставляют инструменты, облегчающие процесс разработки систем управления с минимальным влиянием человеческого фактора (обычно до 90% кода контроллеров генерируется из базы данных сигналов и типовых алгоритмов, свойственных данному технологическому процессу). Это сильно отличает их от классических применения ПЛК + SCADA.
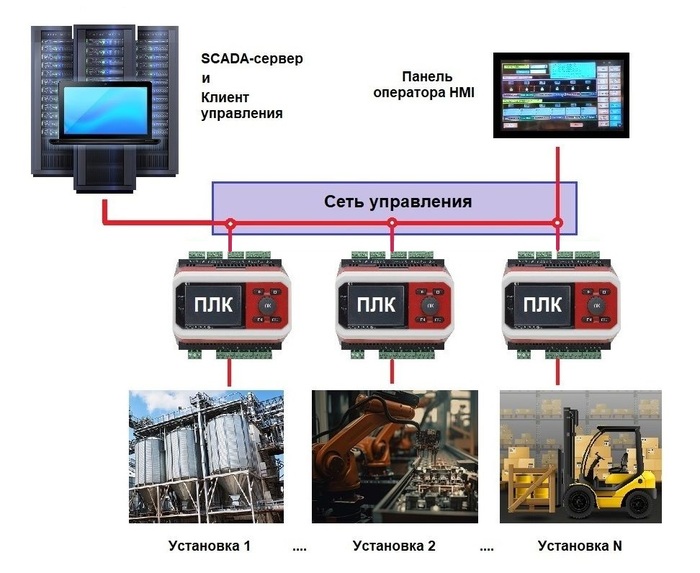
Система управления процессами (Process Control System – PCS) или комбинированная распределенно-централизованная система управления – это самый современный тип управления технологическими процессами, возникший благодаря развитию высокоскоростных сетей, используемых в быстро протекающих процессах и недорогой памяти. Данное управление представляет собой объединение принципов РСУ с использованием нескольких современных высокопроизводительных ПЛК, которые стали называть Контроллерами Процесса или Контроллерами Автоматизации (PC/PAC – ПАК) любого производителя и централизованной системой управления ими на общем SCADA-сервере. И если в DCS программа управления может быть разделена между несколькими контроллерами, то в централизованных PCS контроллеры выступают в роли удаленного ввода-вывода с локальными алгоритмами. При этом управляющая программа выполняется или прямо на сервере (что реже) или в общем контроллере верхнего уровня, которая агрегирует информацию с контроллеров нижестоящих уровней и распределяет задания для них. Пример такой системы приведен на рисунке 7.
Рис. 7. Система управления процессами
Сейчас подобные системы еще не нашли отклика в сферах непрерывных техпроцессов, где классически применяют РСУ, но уже активно применяется на предприятиях со смешанными процессами (см. пример на рисунке 3), так как подходят под них наилучшим образом.
Выводы:
Существует несколько видов технологических процессов с разной алгоритмической сложностью и требованиями по взаимодействию с другими системами.
ПО автоматизации должно подстраиваться под различные виды техпроцессов и реализовывать систему управления с учетом экономической целесообразности.
В настоящее время наблюдается рост популярности высокопроизводительных систем управления процессами (PCS), которые фактически становятся универсальными решениями для всех типов техпроцессов.
В статье на портале Control Automation разбираются различные виды кнопок и переключателей, а также их функции и варианты подсветки для шкафов управления.
Промышленные переключатели
Самый простой переключатель предназначен для управления электрической нагрузкой в замкнутой цепи. Этой нагрузкой может быть лампа, двигатель или нагревательный элемент. Переключающее устройство обычно состоит из металлической части, которая совершает некое движение и размыкает или замыкает контакты. Поскольку переключатель должен размыкать и замыкать свои контакты под нагрузкой, при выборе переключателя для каждого применения следует учитывать определенные конструктивные соображения.
Шкафы автоматики
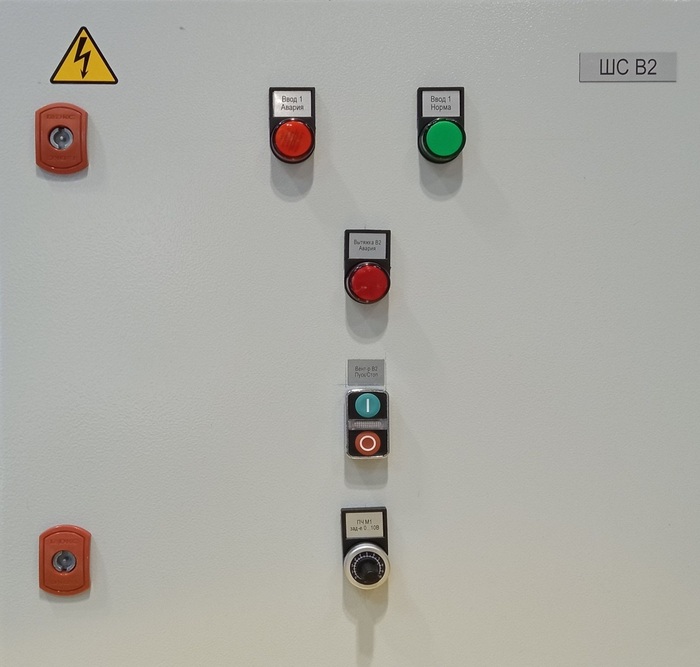
Рис. 1. Шкафы автоматики почти всегда содержат комбинацию переключателей или кнопок
Типы переключателей
Переключатели бывают различных форм, размеров и номиналов тока. Использование переключателя, не рассчитанного на требуемую нагрузку сети, может привести к преждевременному выходу его из строя или даже к возгоранию.
Хотя существует множество видов устройств, коммутирующих сигнал, эту категорию часто называют поворотным или четверть-оборотным переключателем, в отличие от кнопок и датчиков. Иногда торговый жаргон может применять обозначение переключателя ко многим устройствам, что не возбраняется, но в этом обсуждении это понятие будет зарезервировано для поворотных механизмов.
Некоторые переключатели имеют только положение «выключено-включено» и предназначены для того, чтобы оставаться в этом состоянии до тех пор, пока переключатель не будет снова задействован. Они называются переключатели с фиксацией.
Существуют также переключатели с пружинным возвратом, называемые переключатели с самовозвратом, которые имеют нормальное положение покоя, а затем при срабатывании они требуют, чтобы оператор удерживал переключатель в этом положении. При отпускании переключатель вернется в исходное положение.
Некоторые разновидности переключателей имеют три положения с различными комбинациями функций фиксации и самовозврата по обе стороны от центрального положения. В случае переключателей, установленных непосредственно на печатных платах, поворотные переключатели могут иметь гораздо больше трех положений, но это редкость для традиционных промышленных переключателей.
Промышленные переключатели имеют сменные контактные блоки, что означает, что вы можете выбрать переключатель как с нормально разомкнутыми, так и с нормально замкнутыми контактами. В зависимости от модели переключателя контактные блоки могут иметь различные схемы переключения, которые могут управлять несколькими цепями. Обычными переключателями, используемыми для промышленной автоматизации, являются поворотные и кулисные переключатели, а тумблеры, как правило, используются в автомобильной промышленности.
Рис. 2. Пример типичных промышленных переключателей
Типы кнопок
Кнопка похожа на переключатель в том, что она предназначена для управления электрическими цепями путем размыкания или замыкания контактов с помощью движущейся части. Разница заключается в направлении перемещения.
При использовании кнопки осуществляется нажатие на лицевую панель внутрь по направлению к контактам. Движение осуществляется по канавкам в корпусе кнопки, что уменьшает количество движущихся элементов.
Как и переключатели, промышленные кнопки могут иметь различный набор контактов, что расширяет функциональность кнопки. Обычно действие кнопки бывает кратковременным, то есть до тех пор, пока кнопка нажата и не будет снято усилие.
Некоторые кнопки имеют функцию сохранения или фиксации, которая удерживает контакты закрытыми даже после нажатия и при повторном нажатии возвращается в разомкнутое состояние. Эти часто называемые кнопки включения-выключения имеют внутренние компоненты, которые удерживают контактные блоки во включенном состоянии до тех пор, пока кнопка не будет нажата снова.
Промышленная кнопка
Рис. 3. Промышленная кнопка в металлическом корпусе, хотя пластиковые корпусы также распространены
Индикация включения
Знание того, когда активирована кнопка или переключатель, часто является важным в автоматизации. Оператор должен иметь возможность узнать состояние кнопки, просто взглянув на нее. По этой причине некоторые переключатели и кнопки имеют функцию подсветки.
Каждый производитель кнопок или переключателей подходит к подсветке по-своему, но обычно промышленные кнопки и переключатели можно приобрести со светодиодом или лампочкой накаливания, установленной внутри корпуса переключателя. Эта подсветка совмещается с крышкой кнопки, и при подаче тока лицевая сторона кнопки загорается. Можно приобрести разные цветные поверхности кнопок с тем, чтобы подсветить их разными цветами.
Некоторые производители допускают легкую замену подсветки, в то время как другие (хотя и реже) предлагают только необслуживаемые устройства.
Выключатели с подсветкой работают по такому же принципу. Индикатор можно подключить последовательно с одним из контактов, чтобы сигнализировать о нажатии кнопки, или его можно подключить непосредственно к системе управления, если вы хотите, чтобы индикатор мигал или оставался под напряжением после отпускания кнопки.
Корпус и составные части кнопки с подсветкой
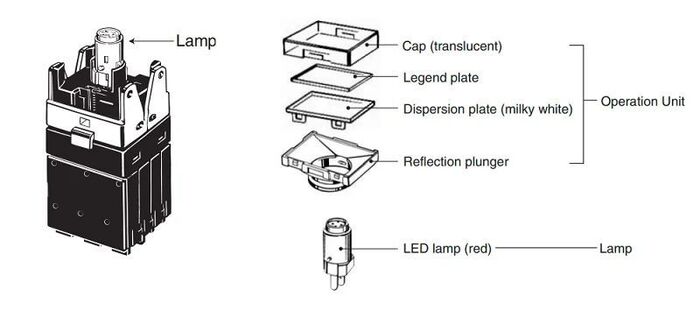
Рис. 4. Подсветка переключателя или кнопки обычно находится в основании модуля (слева), а верхняя крышка оператора содержит прозрачный или цветной блок лицевой панели
Кнопка с подсветкой в сборе
Рис. 5. Кнопка с контактным блоком подсветки
Особые случаи коммутации
В некоторых высоковольтных приложениях переключатель должен быстро перемещать контакты, чтобы предотвратить искрение. Выключатели панели работают таким образом: когда привод перемещается из выключенного положения во включенное, пружина помогает приводу и предотвращает частичное перемещение контактов.
Когда некое приложение требует перемещение источника питания из одной цепи в другую, используется специальный переключатель, называемый "замыкание до размыкания". Этот переключатель установит новое соединение, прежде чем разорвать исходное соединение. Эти переключатели обычно используются в энергетике, где необходимо подать питание на цепь и отключить ее от другой цепи.
Еще одним специальным переключателем является размыкание перед замыканием (незакорачивающий контакт). Этот переключатель выполняет функцию, противоположную функции вышеописанного переключателя. Такое соединение разрывается до того, как будет установлено второе соединение. Опять же, этот тип переключателя обычно встречается в энергетической промышленности, но могут быть приложения с низким или средним напряжением, где можно использовать этот тип переключателя.
Механический переключатель или панель оператора?
Некоторые могут возразить, что панель оператора (HMI) заменяют физические кнопки и переключатели цифровыми эквивалентами. В некоторых случаях в этом может быть доля правды, поскольку цена и общий размер HMI значительно снизились, но ряд клиентов по-прежнему предпочитают тактильное ощущение и надежность промышленного переключателя или кнопки панелям оператора.
Комментарий МЗТА
Коммутация электрических цепей в АСУТП осуществляется внушительным семейством устройств, насчитывающим тысячи модификаций кнопок и переключателей. Помимо указанных выше вариантов существуют: ползунковые, клавишные, тактильные (сенсорные) переключатели, DIP-переключатели и программируемые переключатели с ЖК-экраном. Существуют также различные тумблеры и широкая гамма кнопок – механические, электронные, электромагнитные, кнопки с ключом-фиксатором и проч.
Отметим, что виртуальные кнопки панелей оператора не могут полностью заменить физические устройства коммутации, а обычно дополняют их. Они позволяют в ряде случаев сократить число физических устройств. Но для коммутации ответственной нагрузки в шкафах автоматики всегда требуется дублирование виртуальных кнопок на панели физическими кнопками и переключателями. При этом, даже тех в случаях, когда панель «зависла» или отказала, обслуживающий персонал должен всегда иметь возможность воспользоваться физическими устройствами для коммутации нагрузки. Например, повернув рубильник, оператор может произвести экстренное отключение электродвигателя.
Сегодня нашему аккаунту на Пикабу исполнился год. Мы, т.е. Московский завод тепловой автоматики – МЗТА, разрабатываем программируемые логические контроллеры и ПО автоматизации. Позвольте в качестве небольших именинников провести опрос:
В каких отраслях вы используете ПЛК и какие основные требования к ним предъявляете?
Ответы можно оставлять в комментариях. Помимо ответов, в свободной форме вы можете написать, что необходимо доработать в тех контроллерах и ПО, которые вы эксплуатируете контроллерах. Это поможет заложить в план нашего перспективного развития разработку именно того функционала, который будет использован в ваших проектах. (Поздравления с годиком на Пикабу тоже принимаются).
Коллеги возник вопрос. Решил немного расширить свою квалификацию и начать изучать C#, потому что видел это требование во многих вакансиях для программистов PLC. Прошёл базовый курс по языку от Microsoft , но дальше не знаю что делать. Все остальные найденные курсы в основном по web программированию, а это, как мне кажется, не сильно мне подходит. Может кто-нибудь посоветовать материалы на данную тему? Может есть какие-нибудь курсы/книги/видео? Спасибо 🙂
Что такое программируемый логический контроллер (ПЛК)? – ответ на этот вопрос дает одноименная статья "What is a programmable logic controller (PLC)?" на портале «Control Design eNews. Публикуем аннотацию перевода (более подробный текст находится здесь).
Краткое описание программируемых логических контроллеров:
ПЛК – это мини-компьютер, управляющий электромеханическим оборудованием и предназначенный для связи с устройствами с цифровыми и/или аналоговыми вводами/выводами, получения данных от датчиков, выполнения на их основе вычислений и логических операций, необходимых для управления исполнительными механизмами и приводами.
ПЛК, как и компьютер имеет процессор, отвечающий за выполнение программ, обработку и генерацию выходных данных. Контроллер также имеет ОЗУ и ПЗУ и предназначен для работы в режиме реального времени.
К ПЛК обычно подключаются дополнительные модули ввода/вывода, позволяя производить наращивание и масштабирование системы.
Программирование ПЛК основано на стандарте IEC 61131-3 (МЭК 61131-3), который включает в себя языки более высокого уровня: LD, IL, ST, FBD и SFC.
ПЛК поддерживают такие протоколы связи, как Ethernet, Modbus, EtherNet/IP, Profinet/Profibus, CIP, CANopen и EtherCAT. Взаимодействие ПЛК с оператором осуществляется посредством человеко-машинных интерфейсов (HMI) и систем диспетчерского управления (SCADA).
Контроллеры промышленного исполнения способны выдерживать экстремальные температуры, влажность, вибрацию и воздействие электромагнитных полей.
ПЛК способны хранить и передавать данные, а также составлять отчеты о ходе техпроцессов, а также контролировать свое собственное состояние и предоставлять диагностическую информацию для устранения неполадок.
Программируемые логические контроллеры наиболее часто применяют для управления сборочными линиями, технологическими процессами и в дискретном производстве.