
Литье из пластмасс или обыденные вещи с другой стороны
Вот сижу я на работе и дума, сколько нас окружает вещей о появлении которых мы даже не задумываемся. И на волне решил запилить пост про литье изделий из пластмассы. Этот пост будет чисто поверхностным, если зайдет начну разбирать по порядку каждую тему затронуты здесь. Расскажу сперва немного о себе. По образованию я инженер машиностроения, когда я получал этого образование я думал, вот буду машины строить, проектировать, вводить новшества...Но, чем дольше я учился тем больше понимал, что это гиблое дело. Нет в нашей стране машиностроения просто как вида. Все заводы в упадке и погрязли в бюрократии которая не дает им шагать вперед. Очень долго рассказывать, как ни будь может пост запилю и об этом. А к данному посту это имеет отношение лишь то, что после окончания универа стал я искать работу не связанную с машиностроением.
Оказалось что найти работу с такой узкой специализацией не так просто. Но однажды мне на глаза в газете попалось объявление о вакансии наладчика ТПА (термопласт автомат). Ну а что, подумал я, какая разница лить в формы под давлением пластмассу или металл, процесс та тот же и пошёл на собеседование. Не буду вдоваться в подробности, скажу лишь, что моему техническому образованию обрадовались и согласились обучить и платить.
Теперь к самому содержанию поста. Как и многие из тех кто сейчас читает этот пост, я не задумывался как получилась та или иная пластмассовая фиговина на которую я смотрю. После того как я стал работать наладчиком я осознал на сколько мы зависимы от пластика. 80% всего пластмассового сделано на ТПА, начиная от миски, до колпаков на машине или игрушечного автомата. Я стал замечать пластик везде, стал думать как делалась та или иная фиговина, это стало моим проклятием =) Просто посмотрите вокруг себя, выключатель, телефон, ноутбук, вентилятор, чайник...это же все из пластика, он повсюду
Сам процесс литья логически прост. Вы когда ни будь лепили куличики?)) Берется форма из металла и только из него, поймете потом почему. Они бывают разными от нескольких сантиметров, до нескольких метров


Форма внутри повторяет внешнюю форму изделия, как форма для куличиков. Сама форма состоит из нескольких "слоев" позволяющие ей работать в купе с машиной в автомате. Если пост зайдет, отдельно напишу как она устроена. Ниже фото форма изнутри и "отпечаток" на изделии от матрицы.


Дальше эта форма вешается на ТПА. Их просто неимоверно колличество. О машинах так же можно запилить целый пост. У нас стоят Демаги (немцы) и катьяны (китайцы). Немцы уже старые, но служат исправно, сыпятся, но служат. Закрепляется форма на машине с помощью прихватов и центруется на плите с помощью центровочных колец самой формы. Дальше производиться настройка машины под форму (целый пост можно написать). Форма состоит из двух частей - самцы и пуансона, пуансон это движущаяся часть формы, матрица нет. Обе части фото образующие, разделена она на две части что бы можно было вынуть изделие. Совещание этих двух частей происходит под давлением нескольких, а иногда и сотен тонн, именно поэтому их делаю только из металла. Такая сила нужна потому что впрыск материалов так же происходит под огромным давлением, и если форма не достаточно сильно сомкнута, то ее просто раскроет. А во-вторых форма должна быть так сильно сомкнута, что бы Не было ни каких лишних отверстий и трещин, иначе пластик затечет и туда,и будет брак (облой). Форма сомкнута - начинается литье изделия. В общих чертах у машины есть узел впрыска это такая длинная труба внутри который находится шнек (ледоруб).
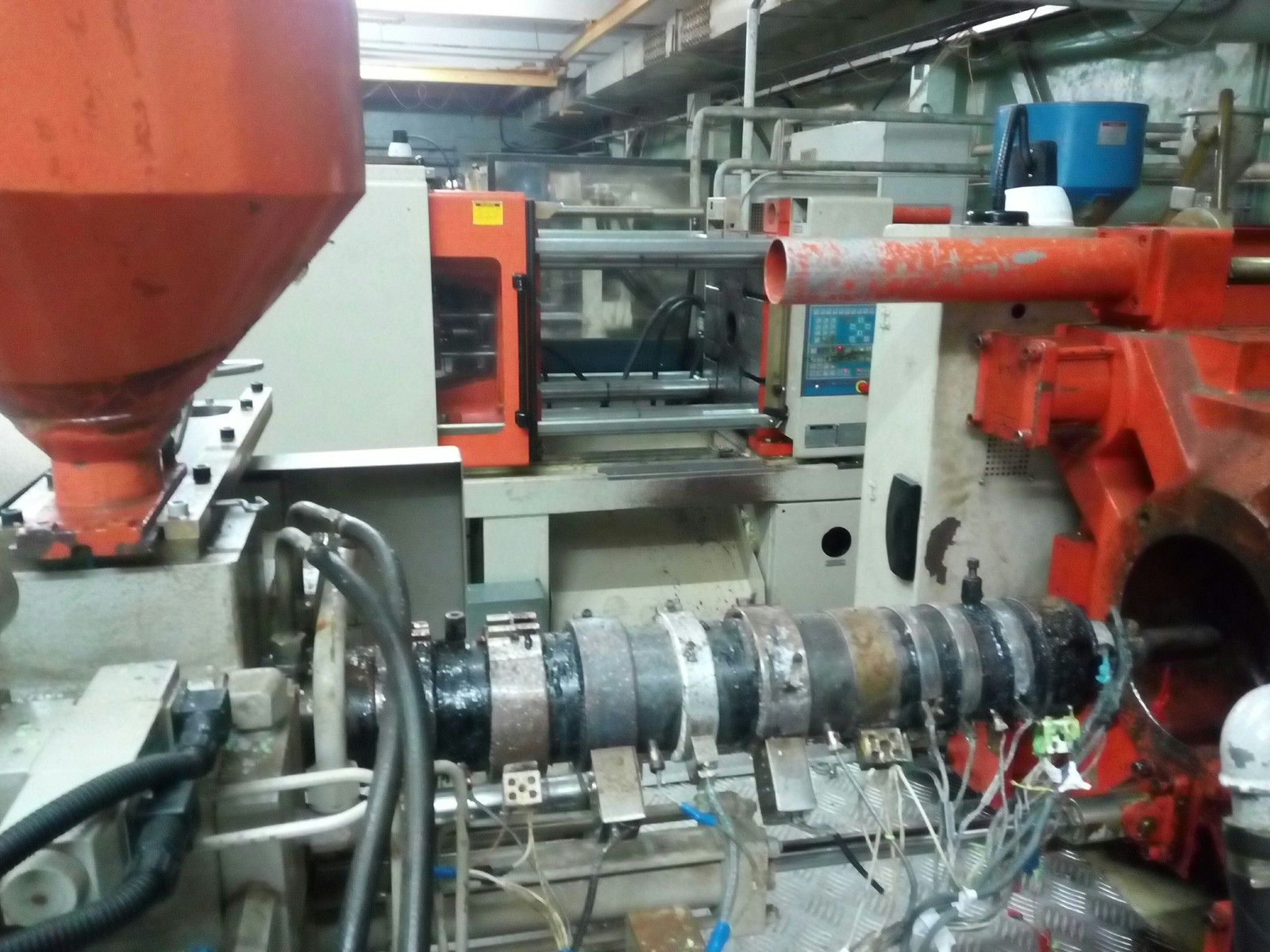


Из оранжевого резервуара в узел впрыска поступает материал,а именно гранулированный полипропилен, абс, резина и т.д. там он захватывается шнеком и проталкивается к соплу одновременно с этим нагреваясь до температуры плавления для полипропилена это 200-230 градусов. Кольца на узле это нагревательные элементы, они нагревают корпус шнека до нужной температуры. Во время забора материала (загрузки) шнек вращается и отходить назад, нагоняя между собой и отверстием сопла материал. После загрузки, машины готова к впрыску, во время впрыска, шнек сдвигается вперед выдавливая острым концом материал через сопло в форму и тот,в свою очередь, заполняет ее изнутри создавая изделие. Дальше изделие насколько секунд остывает в форме (кристаллизуется), форма раскрывается и изделие выталкивается из формы, способов изъятия изделия из формы множество от жесткого выталкивателя, до воздушных клапанов и плит съема.
Но это все в очень кратком содержании, по-настоящему эта тема очень обширна и имеет кучу нюансов и проблем. Решил этим постом прощюпать почву и понять интересно ли вообще это кому. Если не утонет в минусах, опишу каждый этап производства подробнее. И пару фото изделий. За ошибки и фото не пинайте, все с телефона, в рабочее время =)


Работал в фирме, которая литформы делает. Пока входил в курс дела - постоянно был в шоке. Когда узнал, что максимальный зазор - 0,02 мм (иначе облой будет) 0_0. Шестой квалитет обработки толкателей, полированные поверхности, твёрдость 63-65 - это песня же.
Тут надо сразу сказать, что описан лишь один из способов изготовления пластиковых изделий. Также распространены экструзионный метод и вакуумная формовка. Второе, нужно добавить принципиальные моменты для понимания работы машин. Например, шнеки имеют не только внешний нагрев, но и спираль, шаг между витками которой уменьшается по ходу шнека. Пластик плавится не только за счёт внешней температуры, а ещё за счёт трения. И этим же сужением поперечного сечения создаётся давление подачи. Процесс кристаллизации занимает не пару секунд. Это сложный термотехнический комплекс. При неравномерном охлаждении усадка испортит изделие. В общем, как по мне, для такого поста лучше добавить побольше интересных деталей и поменьше воды. )