


Банзай!

Суровая египетская маршрутка
Показать полностью
1
Суровая египетская маршрутка
Кран
У нас новая игра: нужно расставлять по городу вышки связи так, чтобы у всех жителей был мобильный интернет. И это не так просто, как кажется. Справитесь — награда в профиль ваша. Ну что, попробуете?
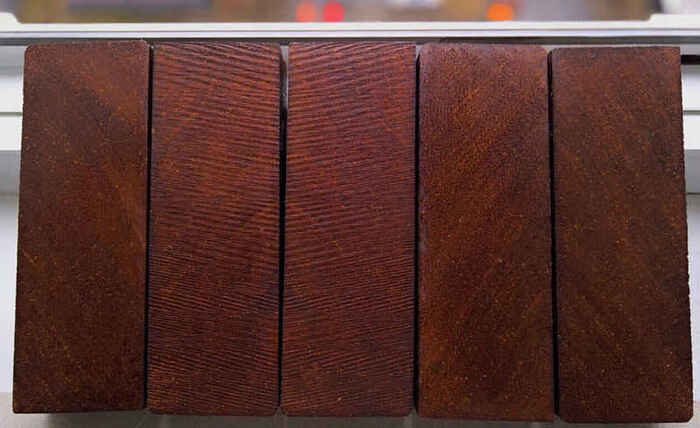
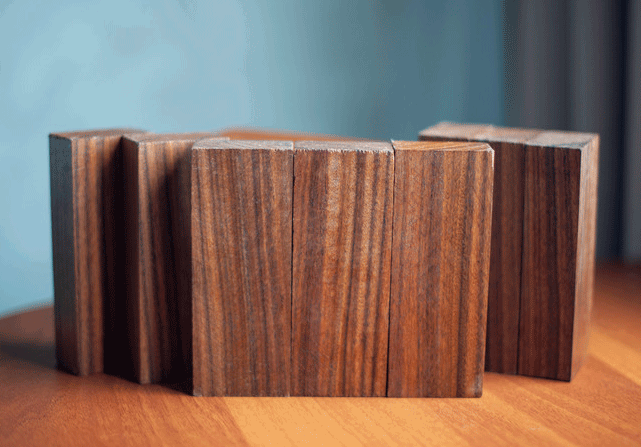
Твердые породы идеально подходят для изготовления рукоятей ножей. Также высоко ценится красивый рисунок дерева, что само по себе является отличным украшением ножа. Правильно подобранная древесина дополнит готовый нож и добавит ему функциональности и долговечности. Для ножевых чешуек используются твердые породы дерева, такие как черное дерево, африканский тамботи, палисандр, африканское черное дерево, мербау, венге, самшит, бубинга, палисандр Сантос, парагвайский кебрачо, тигровое дерево, лидвуд, лейсвуд, парагвайское железное дерево, железное дерево пустыни Аризоны, кокоболо, бокоте и другие. .














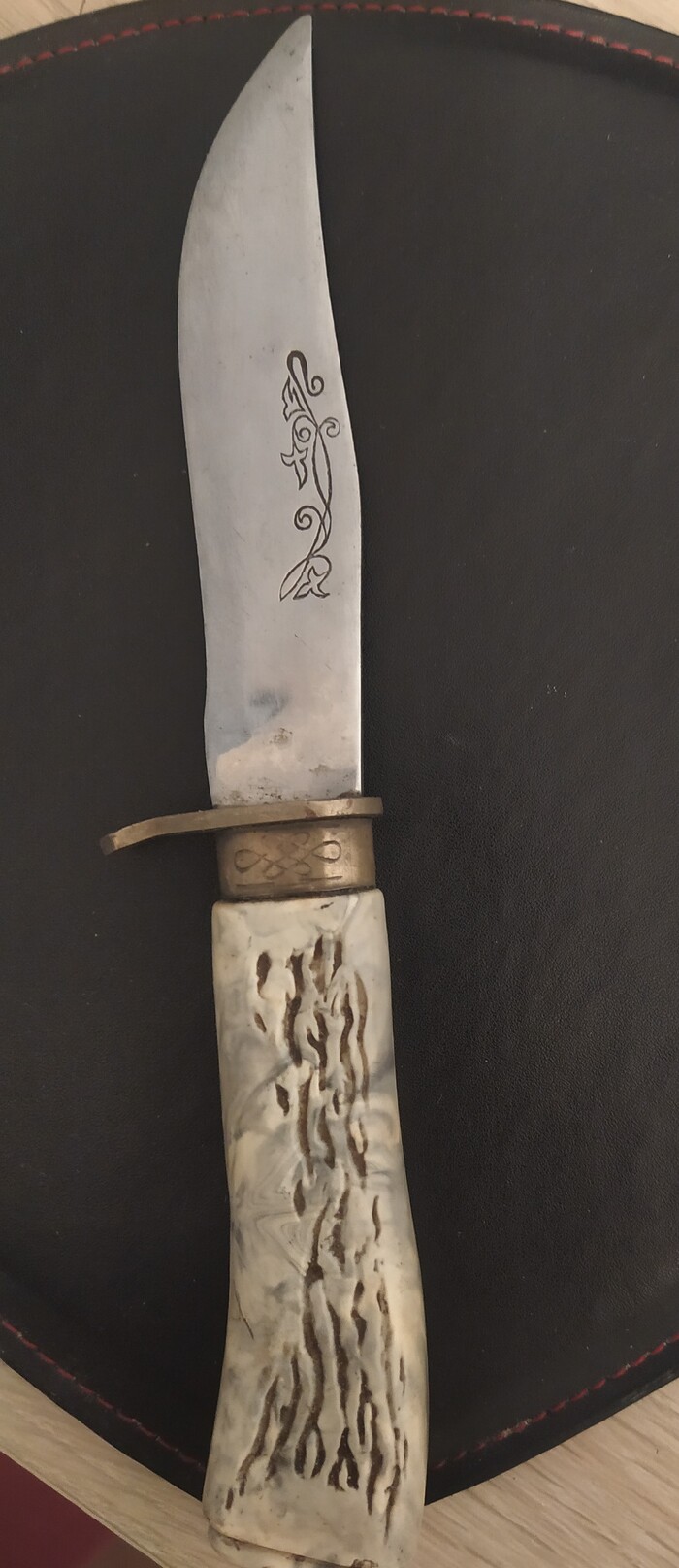
Были хорошие ножны, кожаные с петлёй для крепежа на ремне, с застёжкой чтоб не выпадал из чехла при беге..Была торцевая крышка, мы открывали её и прятали внутрь рукоятки спички. Крышка утеряна, но на ней был то ли тетерев, то ли куропатка. Мелькнула фотография пикабушная с солдатом историческая ч/б с похожим ножом, чисто по рукоятке, лезвия я не увидела в подробностях. Очень похожая рукоятка.
Написав порядочно текста в первой части я всего лишь подошел к самой сути – технологии изготовления оружия в примитивных условиях древней мастерской. Однако именно в таких условиях и было изготовлено несчетное количество кавказских кинжалов – оружия для всех слоев населения.
Технологии - это то, что не переваривает в большинстве своем современный читатель - ему становится скучно. Другое дело - читать глупейшие мифы о том или ином ноже, той или иной детали.
Поэтому прежде чем что-то написать, приходится разбираться с тараканами в чужих головах. Иначе не получится - информация не усваивается.
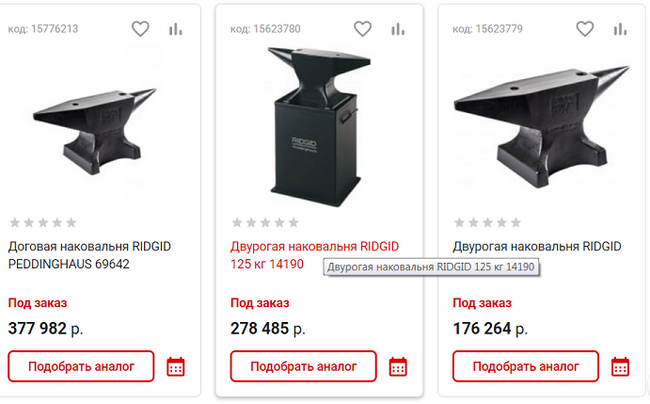
Чтобы разговаривать о необходимости долов нужно не только понимать нюансы технологий, но и представлять экономическую обстановку на Кавказе того времени. А, как я уже писал, народ был беден. Хотя, для изготовления кинжала инструмента нам потребуется не так уж и много: клещи, молоток, наковальня, ну, может еще что из железа. Кстати, у вас есть наковальня? Знаете, сколько она стоит приличная?
Даже сейчас не всякий «умелец» может позволить себе в хозяйстве наковальню, а что тогда говорить о кавказцах, которых Пушкин собирался приобщать к цивилизации с помощью самоваров? Кстати, у вас есть самовар? Нет? Тогда что с вами, дикими, разговаривать?
Только упомянули наковальню и кузнецов и сразу наткнулись на еще один миф. Кто по-вашему изображен на картинках? По-вашему - кузнецы. По-моему - какие-то неадекватные личности - потенциальные калеки. Так ручником не машут, не говоря уже о других ошибках на картинках...
Цены, конечно, на картинке с наковальнями конские. Всегда можно найти средненькую по качеству наковальню тысяч за 25-30 или убитую бэушную тысяч за пять-десять. Но десять тысяч - тоже деньги. За эту цену кинжал купить можно.
Кстати, старые якутские кузнецы тоже деньгами не швырялись и наковальню, обычно, носили с собой, как и весь остальной инструмент. Кавказцы из-за природных условий и месторасположения были немного побогаче, но не намного. Я не нашел свои фото из Санкт-петербургского этнографического музея, но любой желающий может туда зайти и посмотреть на традиционную якутскую наковальню – вбитую в бревно стальную болванку. Частенько кузнец и сидел на этом бревне работая. На фото ниже уже "продвинутые" якутские кузнецы в стационарной мастерской.

Заметили какого размера у кузнеца наковаленка? Вон она, размером с ладонь, на пне закреплена.
Такие болванки в качестве наковальни до сих пор используют в Азии и Индии. В Сети полно роликов и любой желающий может посмотреть на работу современных кузнецов из тех краев. Условия, в которых мастера изготовляют свои изделия, часто нисколько не отличаются от средневековых.

Непальский деревенский кузнец работает над серпом сидя на корточках у горна-ямки.
Для изготовления кавказского кинжала нам тоже не потребуется большая наковальня, достаточно будет бабки для отбивки кос. Я как-то изготовил клинок на болванке размером 2 на 4 см.

Вам, если возьметесь ковать кинжал, этого тоже хватит. Более того, на такой небольшой бабке ковать кинжал зачастую удобнее, чем на массивной наковальне. Удобнее, но с одним условием – если на полосе из которой мы куем кинжал сделаны узкие долы.
Итак, у нас есть полоса стали и нам нужно оттянуть у нее лезвие. При оттяжки лезвия полоса будет изгибаться и приобретать форму полукольца или серпа - законы физики.

Выправить ее можно тремя известными способами.
1. Придать полосе изначально изогнутый вид (предварительно выгнуть ее в обратную сторону). Так поступают некоторые современные кузнецы.
2. После оттяжки лезвия или одновременно с этим отстукивать обух, уменьшая его толщину. Обух в этом случае примет форму клина. Это требует определенного опыта. Поэтому клин по обуху довольно редок, хотя и наиболее историчен.

3. Выправлять полосу в процессе ковки.
Первые два способа требуют определенного навыка и всегда есть риск испортить заготовку неточным ударом. Третий способ недоступен по причине дороговизны необходимого инструмента.Третий способ самый простой, если сталь качественная и наковальня достаточно большая – больше длины клинка. (См. фото выше)
На маленькой бабке так выпрямить нельзя и что делать, если приобрести большую наковальню не позволяют возможности? Кавказцы нашли выход: в качестве оружия они выбрали обоюдоострый кинжал с асимметричными долами. Конечно, делались кинжалы и с другим типом долов и без них, но кинжал с асимметричным долом оказался наиболее простым в изготовлении.
Для современного мастера изготовление асимметричных долов на клинке сопряжено с большими трудностями. Во-первых, нужно как-то закрепить клинок, во-вторых - подобрать нужный инструмент, в-третьих, этим инструментом необходимо владеть на достаточно высоком уровне, так как всегда сохраняется опасность испортить плоскость клинка при изготовлении дола. В-четвертых, выточенный дол необходимо еще обработать и придать ему аутентичный вид. В общем, нанесение долов на клинок порой занимает больше времени, чем изготовление самого клинка. Кому это надо?
Однако, в современном историческом оружиеведение распространено мнение, что в старину долы так и делались – выстругивались после изготовления клинка для красоты или «облегчения» клинка. В доказательство приводятся работы современных мастеров. Попробую показать что это все не так.
Нанесение долов на полосу - простейшая операция, выполнять которую могут люди первый раз взявшие в руки молоток и клещи. Долы наносились чтобы облегчить получение клинка и значительно уменьшить время необходимое на его изготовление. В общем, долы увеличивают производительность труда и позволяют изготовить качественный клинок в самых примитивных условиях. И вам, если вы решитесь отковать кинжал, потребуется сделать на полосе долы. Вы можете сделать это болгаркой за несколько минут. Древним мастерам требовался другой инструмент.
В древности долы на полосе или выстругивались, или набивались. Выстругивать, конечно, дольше, но в этом случае не требуется вообще никаких сложных приспособлений. Достаточно иметь обломок сверла или кусочек хорошо закаливающейся стали.
Инструмент для выстругивания пазов называется дорожник, шпунтубель, пазник. Простейший, можно сделать из двух досочек, более сложный с регулируемым расстояние от края - требует винтов.


Сделанный за несколько минут инструмент из подручных материалов
Полоса закрепляется на столе и дорожником выстругивается паз нужной глубины.

Работа таким инструментом и определило известное нам расположение дола - слева от оси. Дол выстругивался всегда от рукояти к острию. Так гораздо удобнее, потому что не нужно ничего размечать и можно не опасаться испортить заготовку.
Металл в древности очень часто строгали, посмотрите ролики изготовления японскими мастерами оружия по традиционным японским старинным технологиям.
Для более быстрого нанесения дола на полосу используется кондуктор. Его тоже несложно изготовить. Дол набивается на одной стороне, а потом на другой.
Набивка дола в простейшем штампе-подкладке.

Набитый на заготовке дол.
Рассмотрим необходимые операции для изготовления кавказского кинжала.
1. Отрезается полоса нужного размера. Конец полосы для увеличения производительности и облегчения труда отрезается под углом.
2. Выравнивается. Кончику клинка придается необходимая форма.
3. Наносится дол. Выстругивается или набивается. Начинать дол нужно с будущей рукояти, но у начала сужения клинка его закончить. Для этого можно поставить простой упор или сделать разметку.
4. Размечается рукоять. Если дол зашел на рукоять ничего страшного – все скроется накладками.
5. Формируется головка. В принципе ее можно формировать и в самом конце после оттяжки лезвия – это не принципиально. Часто головку клинка делают равной по ширине с клинком. Для этого ее немного расковывают и клинок приобретает такую вот форму по толщине.
6. Оттяжка лезвия. Для облегчения работы мастер прижимает клещи к бобышке и легкими ударами молотка оттягивает лезвие, передвигая клещи по долу в случае необходимости. Губки клещей предохраняют центр клинка от неловкого удара.

Поэтому толщина клинка очень плавно изменялась от рукояти к острию. Чем шире клещи, тем быстрее работа.
Часто дешевые клинки делались из малоуглеродистой стали и нагревались только для снятия напряжений. Работа шла как с медью. Но лезвие клинка приобретало прочность за счет наклепа. Такие клинки даже не закаливались. Широкие клещи не позволяли клинку изгибаться во время ковки – работа существенно облегчалась.
Во время ковки кинжала на обычной наковальне он изгибается сразу в трех плоскостях. Выпрямить его бывает очень сложно. А для того чтобы избежать закручивания винтом, клинок приходится ковать перекладывая «с острия на рукоять». Долы же позволяют «заневолить» заготовку и избежать ее деформации. Откованный таким образом клинок почти не нуждается в правке. Работать может мастер любой квалификации. Даже человек ни разу не бравший молоток в руки сможет отковать из полосы с асимметричным долом отличную заготовку под кинжал.

Оттяжка лезвия.
7. Обточка. Обдирались клинки напильниками или на кругах различного вида, часто самодельных. Дол шлифовался каким-либо абразивом с помощью деревянных палочек.
8. Закалка.
- Вы все врете, - скажут мне приверженцы долов как декорации. - Все современные мастера дол вырезают, и нет никаких доказательств, что его делали на полосе.
Конечно, делали долы и на готовых клинках. Но в более позднее время, когда клинки уже массово штамповали на заводах или тупо точили из полосы.
В примитивных условиях это делалось следующим способом. Клинок сгибали дугой и на этом полукольце не спеша напильником выпиливался дол. Таким способом дол можно вытачивать и на обычных ножах.
Хотя, даже если клинок вырезать из полосы, а не ковать, все равно удобнее нанести дол заранее, он будет служить разметкой. Кстати, неглубокие разметочные долы тоже встречаются. Если выбросить из головы постулат что дол – это красиво, сразу открываются дали и перспективы его всевозможных предназначений.
Давайте поищем доказательства того, что дол наносился на полосу, а не на клинок. Сейчас Интернет предоставляет нам такие возможности, которых не было даже у историков написавших много умных книжек. Вот взять те же топоры, что только про них не пишут в книжках. А попробуешь отковать, и выходит… Ой, опять я увлекаюсь. Топоры – совсем другая тема.
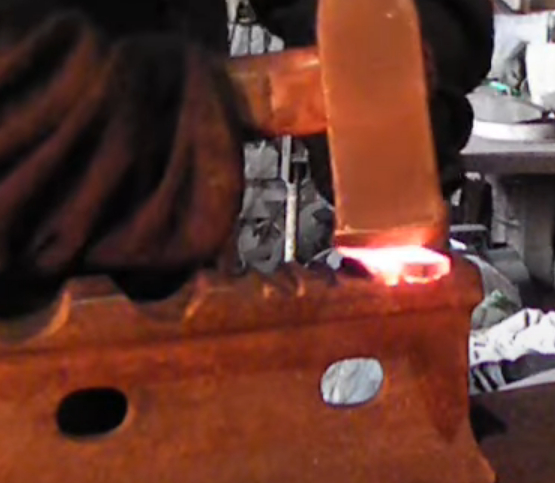
Смотрим на фото.

Что вы видите?
Думаю, большинство увидело старый кинжал без рукояти. Я вижу совсем другое. Обратите внимание на рукоять. Видите, что дол заходит далеко за ее середину. Это значит, что изготавливался он не на клинке, а на полосе. Никакой мастер не стал бы мучиться, выстругивая или выбивая дол в совершенно не нужном месте. Но допустим, этот клинок делал как раз мазохист. Смотрим на острие.
Видите, как дол сходит на нет? Это возможно только в случае если мастер применял специальный инструмент, сводя на нет кончик дола, или просто оттянул лезвие клинка ковкой. Знаю мастера, который имитировал такой аутентичный дол, вытачивая его конец гриндером. Сейчас часто так делают. Вернее, почти всегда. Уже не знаю никого, кто режет долы на полосе для дальнейшей ковки.

Набитый на поковке дол и его окончание до оттяжки лезвий.

Кончик дола после оттяжки лезвий.

Современная работа. Обратите внимание на дол.

Старый клинок. Сравните дол с долом на фотографии выше.
Возвращаемся к рукояти. Видите что дол на ней шире, чем на клинке? Это возможно только в одном случае – если лезвие оттягивалось, а дол уже имелся. Дол работал как компенсационный, уменьшаясь в ширине за счет течения металла.
Таких фотографий я могу предоставить множество.

Дол проходит через всю рукоять - одно из доказательств того, что он делался на полосе. Обратите внимание на грубое начало дола.

Видны следы от штамповки. Мастер,возможно, раздавал головку и рукоять в ширину.

Отверстие сделано после изготовления дола.
Вообще дол может заходить за рукоять или не доходить до рукояти – как сделали, ГОСТа – нет. Нет ни кавказских ГОСТов, ни непальских, ни якутских. Однако в основе изготовления клинка, да и любого другого предмета лежала целесообразность.
Дол для облегчения работы – это целесообразно. Дол для красоты – глупость не способствующая выживанию кузнеца. Красота – это серебро на рукояти и ножнах. Будете спорить?
Надеюсь, я убедил вас в том, что асимметричный дол это не «хохлома» у воинственных горцев, а технологическая необходимость, помогающая выживанию народа.
Когда и где появился ассиметричный двусторонний дол, пускай разбираются историки, фактического материала для этого хватает. Однако с уверенностью можно сказать, что на Кавказе эти долы нашли свою вторую родину, если не были первой.
Часть вторая.
Судя по комментариям к предыдущей статье, у части читателей существует «глубокое непонимание» самой сути данной темы, а именно темы старинных ножей, поэтому попытаюсь сплясать от печки - без осмысления всего того, что напишу ниже, смысла идти дальше – нет.
Вообще-то каких-то крупных специалистов по технологиям изготовления старинных ножей – нет. Нет по двум причинам. Первая – считается, что все технологии давно известны. Вторая – часть технологий требуют значительного опыта и умения, поэтому нет смысла с ними заморачиваться.
И то и другое утверждения не верны. Не все технологии известны. Вернее они известны, но не рассматриваются историками применительно к изготовлению ножей. По этой причине не верно и второе утверждение, которое ссылается на необходимый большой опыт и высокие кузнечные навыки изготовителей.
Не буду голословным – процитирую научного авторитета.
«В сварочной технике древней Руси поражает умение кузнецов работать с очень малыми объемами металла. Например, огромную трудность представляла сварка железа и стали в замочных пружинах. Пружины толщиной от 0,8 до 2 мм сваривались из двух полос железа и стали, следовательно, каждая половинка имела толщину от 0,4 до 1 мм. Если считать, что кузнец сваривал болванки пружин более толстого сечения, а потом их вытягивал, то все же железные и стальные заготовки не могли превышать в толщине 2-5 мм. Не намного толще были свариваемые полосы в многослойных лезвиях ножей. Нагреть одновременно полоску железа и полоску стали толщиной 2-5 мм до сварочного жара и не сжечь металл, (а он быстро начинает искрить, т.е. гореть) представляет большую техническую трудность».
За пару часов могу научить любого, кто сможет поднять молоток, как изготовить самый миниатюрный клинок с косой наваркой лезвия. Уверен, получится у всех. Но данная тема интересна только специалистам, и то не всем. Действительно, какая разница для, например, современного модника каким швом сшивали те или иные детали одежды 700 лет назад? Поэтому постараюсь пройтись «галопом по Европам» чтобы не было скучно.
До 19 века почти все ножи делались ковкой. То есть, форму клинку с хвостовиком (череном) придавали молотком на наковальне. Более того, сам клинок состоял из разных по химическому составу частей. Встречались «цельностальные» ножи, но эту тему нужно обговаривать особо. Во-первых, «булатных», то есть полностью стальных (из хорошей стали) было не так и много. Эту тему раскрывал в прошлых статьях. Остальные «цельностальные» - это самые простые и дешевые ножи, сваренные из нескольких полос слабоуглеродистого железа или сырцовой неоднородной стали.
А дальше, чтобы избежать комментариев «ты все врешь», я обращусь к работам известных ученых-археологов. Хотя ученые открытым текстом пишут, что «многие моменты технологии производств остались неосвещенными», однако огромное количество артефактов и большая работа по металлографическому исследованию дали нам обширный материал, который открыл для нас ранее неизвестные страницы истории.
«Ряд отобранных нами железных изделий был подвергнут микроструктурному, макроструктурному, рентгеноструктурному и спектральному анализам, была измерена твердость и микротвердость этих изделий».
Древних изделий прошедших через такое всестороннее исследование - тысячи. Поэтому если кто-то говорит о каких-то «неразгаданных тайнах», каком-то непонимании нами старинных технологий и способов производства, о невозможности повторить что-то сделанное руками древних мастеров, то этот человек - невежда. Есть непонимание отдельных моментов у отдельных людей, но как говорил слоненок из мультфильма: «Когда не знаешь как, нужно у кого-нибудь спросить». Всегда найдется кто-то, кто так уже делал. Все о чем ниже пойдет речь я делал, причем иногда в разных вариантах.
Среди железных изделий – нож самая частая находка археологов. В музеях находятся несколько тысяч экземпляров старинных ножей. Слово академикам:
«Древнерусский нож по своей форме мало чем отличается от современного кухонного ножа кустарного производства, с деревянной или костяной рукояткой на черенке. Основное и единственное отличие заключается в форме сечения лезвия. Все древнерусские ножи имеют клиновидное сечение, а поэтому спинка лезвия у них всегда толще чем у современного».
Про сечение не поспоришь, а вот с тем что «всегда толще» категорически не согласен. Вероятно, академик Колчин имел ввиду ножи промышленного производства своего времени, а писал он это еще в 1953 году. У меня в коллекции не один десяток древних клинков и никакой особой отличной от современных ножей толщины я не заметил – те же 3-5 мм в среднем в обухе у хвостовика.
«Угол клина, а следовательно и остроты лезвия колеблется от 15 до 25 градусов. Размеры клинка варьируются от очень маленьких миниатюрных лезвий величиной в 4 см до больших массивных полотен размеров 18-20 см… Формы древнерусского клинка разнообразны… иногда пытались классифицировать типы древнерусских ножей. В итоге получалась громоздкая и ложная типология».

Миниатюрный нож с косой наваркой лезвия.
Вообще, по форме чаще всего невозможно атрибутировать нож. Древний якут схож с русским или кавказским ножом, о чем и писал Вацлав Серошевский, но об этом поговорим позже, а пока о ножах вообще.
«Территориально по видам ножи однородны. На Киевщине и в Приладожье мы встречаем совершенно одинаковые формы и размеры ножей… Также нет различия и во времени. Ножи ХIII века нельзя отличить от ножей Х в. Не менее трудно классифицировать ножи по применению».

Боевые ножи дружинников, найденные в курганах, Колчин выделяет более сложной технологией изготовления клинков, удлиненным череном (хвостовиком) и часто украшенными рукоятями. (Парочку таких рассмотрим ниже).Теперь о том, что академик выделяет как основные свойства ножа.
«Переходя к технологии изготовления, определим, каким техническим требованиям должен отвечать нож в эксплуатации. Этих требований три. Первое – максимальная твердость острия лезвия, способная удерживать остроту, второе – вязкость клинка, позволяющая лезвию при изгибах и ударах не ломаться, и третье – возможность восстановления затупленного лезвия».
В современном ноже чаще всего выполняется только одно требование – максимальная твердость лезвия. Вследствие этого, а может причиной этому послужило появление интересного «вида спорта» - резание ножом канатов. Спортсмены выступающие в данной категории предпочитают именно такие ножи, потому как два других требования - вязкость и способность к восстановлению их ножам не нужны.
Древнему владельцу ножа чтобы заточить его требовалась любая ровная твердая поверхность – приложил к ней нож и точи. При этом угол на РК всегда оставался постоянным – нож сам был углом.
Так будет стачиваться нож с косой наваркой.
Современный нож уже почти никто не точит без дорогих специальных точилок. Да и угол из-за твердости лезвия уже совсем не 15 градусов, а чаще всего 30-35 и даже больше.
Из-за этого угла современным ножом резать менее комфортно, чем ножом с клиновидным сечением без подвода. Увеличение угла РК, чтобы избежать выкрашивания излишне твердого лезвия и сложность затачивания – это явная деградация ножа – потеря двух необходимых требований из трех.
В курганных погребениях находят очень много оселков – они имелись и у мужчин, и у женщин. Каждый человек сам точил свой нож. Сейчас часто ножи отдают на заточку в специальную мастерскую или мастеру-точильщику.
Вообще, любая форма клинка или любая его конструкция – это не прихоть заказчика или кузнеца. Это совокупность множества факторов, в результате действия которых появляется тот или иной нож. И не важно, кукри это или пчак, якут или финик. На ранних этапах развития железообработки условия определяли появление того или иного типа. И только с развитием металлургического производства идея стала преобладать в эволюции инструмента и оружия.
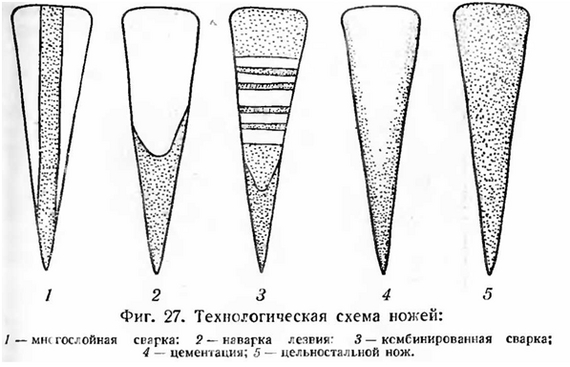
«Древнерусские кузнецы, изготавливая ножи, применяли пять разнообразных технологических приемов, каждый из которых, так или иначе, отвечал техническому условию ножа».
Как мы помним их три, этих условий. А «трехслойка», «косая наварка» или какие еще другие виды отвечают этим требованиям, но с некоторыми отличиями друг от друга. Трехслойка прочнее, но делать ее дольше. Косая наварка проще, производительнее, экономнее. Поэтому, выбирая между той или иной технологией, мастер всегда чем-то руководствовался, что-то определяло его действия. И, чаще всего, это были условия – те рамки, в которых он работал. А рамки – это и наличия сырья и сегмент рынка, на который работал кузнец. Понятное дело, что получив заказ на сто штук ножей от монастыря, мастерская не будет заморачиваться с трехслойкой, а сделает клинки с «косой наваркой». Самый бедный крестьянин купит дешевый железный клинок. А вот на дорогой нож уже нужна трехслойка или «торцевая наварка». Поэтому часто не мастер выбирал «технологический прием» изготовления ножа, а условия диктовали выбор технологии.
«Эти технологические приемы заключались в следующем:
А. Сварка лезвия из трех полос. В середине клинка проходила стальная полоса, по бокам железные полосы…обнаружена на 17 образцах из 63 исследованных (27%).
Б. Наварка на железную основу клинка ножа стального лезвия…на 28 образцах (44%).
В. Комбинированная сварка с изготовлением узорчатого обуха… 1 образец.
Г. Цементация железного клинка ножа... на 2 образцах.
Д. Цельностальные ножи… на 7 образцах.
Железные ножи 8 штук"

«Изготовление слоистого лезвия в середине которого проходит стальная полоса, - технически наиболее целесообразная операция, но в тоже время более трудоемкая и сложная. При таком строении нож приобретал наибольшую вязкость и упругость клинка и высокую твердость стального закаленного лезвия. Подобная конструкция лезвия позволяла пользоваться ножом до максимального стачивания всего клинка – сколько бы мы ни точили лезвие на острие всегда будет сталь».
Отметьте этот момент. Он важен в оценке целей изготовления клинков при других их конструкциях. Кстати, при не сквозной цементации получалась трехслойка наоборот – мягкая сердцевина и жесткие твердые обкладки. Затачивался такой клинок как обычный цельностальной.
«Основой древнерусской технологии изготовления режущего лезвия, которое у большинства древнерусский орудий труда и оружия было из основной рабочей частью, являлось сочетание в лезвии двух материалов – железа и стали путем соединения их сваркой».
«Технология изготовления ножа с наваркой стального лезвия была наиболее распространенной...Интересно изменяется технология во времени. В IX-X вв. городские ремесленники изготавливая ножи, применяли сравнительно сложную, трудоемкую технологию – сварка многослойного лезвия с последующей термической обработкой. Но в XI, и особенно в XII в. Эта технологния вытесняется более легкой, а следовательно менее трудоемкой наваркой стального лезвия, при которой значительно уменьшается стоимость ножа, но и несколько снижается его качество».
Тут следует отметить, что ничего более сложного в изготовлении трехслойного ножа не было. Сварка производилась в один прием, в результате чего из-под молота выходили сразу 2-4 заготовки для клинков. Торцевая и косая наварки позволяли за одну сварочную операцию получить те же 2-4 и даже более заготовок. Дело скорее в экономии материала и большей возможностью работы с формой. Но тема эта настолько специфична и обширна, что ее нужно рассматривать в отдельной статье. Я остановлюсь только на некоторых моментах – целях кузнеца. А они очень разные, эти цели.
Кстати, взгляните на картинку ниже.
«Перед нами самая типичная древнерусская технология изготовления качественного изделия сварка вязкой основы со стальным лезвием и последующая термическая обработка». Основное я выделил жирным шрифтом.

А теперь на эту, где показано строение японского меча. Да, и удивитесь тому, что строение древнего русского меча иногда было гораздо сложнее распиаренной японской катаны.
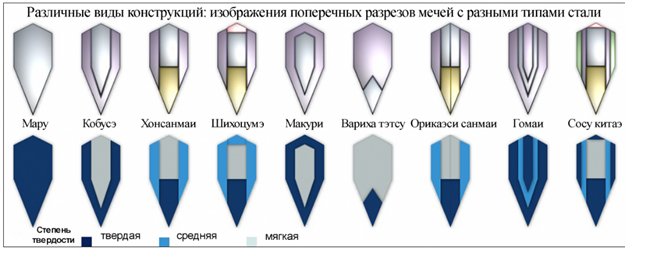
Та же конструкция качественного изделия из твердой и мягкой стали в различных вариантах. Хотя, это не удивительно, мастера делали так, как целесообразно в данных условиях. Поэтому часто очень сложно определить по форме, где и даже когда делался тот или иной клинок, если брать временной промежуток с X по XVII вв.
Взгляните на фото ниже и определите где русский клинок. Продвинутые могут угадать национальную принадлежность двух других. Два из трех сделаны в технике наварки стального лезвия. Найдите «цельностальной».

На фото старинные русский и два якутских клинка. Никакого дола на них нет.
Заглянем в Сеть, посмотрим на продаваемые ножи из трехслойки. Вообще-то для увеличения продаж наши аборигены заменили русское слово «трехслойка» на нерусское – «ламинат». Звучит почти как «крутон», ведь, как говорят, «гренка не может стоить 8 долларов, а крутон может».
"Ламинированная сталь — это уникальное соединение нескольких сплавов. Совмещая металлы вместе, удается повысить эксплуатационные характеристики лезвия и придать ему особые свойства. Есть определенные традиции изготовления ножей из ламинатной стали. Так, центральную пластину обычно делают из высокоуглеродистого сплава, боковые стороны — из более мягкого материала".
Вроде все верно, но давайте посмотрим что же нам предлагают? Первый попавшийся нож в ценовой категории за 20 тыс руб.
«...ламинат из порошковой стали VANADIS-8 с твердостью 64 HRC, на обкладках - нержавеющая сталь 95Х18». Ищем другой у другого производителя с ценой за 30 тыс.
«Материал клинка: ламинированная сталь. В пакете ХВГ,ШХ-15, У10
Дальше роем:
«Клинок: трехслойный ламинат; середина сталь ШХ15 , обкладки нержавеющая сталь 40Х13; спуски прямые».
«Недорогие клинки из ламината, в состав которого входит – сердечник 9ХС сталь и обкладки с никелем в свяке с У10А и ШХ-15».
Теперь вернитесь в начало статьи, посмотрите три пункта-условия качественного клинка, взгляните на картинки с технологическими схемами лезвий мечей и сравните с современными изделиями.
Заметили разницу? Она проста – все современные трехслойки-ламинаты в подавляющем большинстве своем не имеют никакого смысла. Есть смыл только в сочетании «нержавейка-порошок» или «нержавейка-углеродка», но и в этом случае при применении популярных марок сталей не выполняется основная рабочая схема, о которой написано в учебниках: вязкая и твердая после термической обработки стали в клинке.
При закалке на высокую твердость, а это сейчас основной критерий продаж, применяемые стали имеют почти одинаковую хрупкость. Что ХВГ, что ШХ-15, что даже «нержа» 95Х18 в обкладках не придадут ножу дополнительной вязкости. Он будет почти таким же хрупким, как и сделанный из каждой стали в отдельности. Мы здесь можем выиграть только в коррозионной стойкости, но если так, то проще купить нож в 10 раз дешевле с клинком полностью из «нержавейки».
Понимают это наши производители? Конечно. Могут сделать иначе? Никогда! Дело в том, что нож с обкладками из Ст3 или 40Х никто не купит, будь тот нож хоть сто раз «правильным». Покупатель сейчас ведется только на модные марки сталей и на твердость.
С одного из сайтов по продаже ножей: «Так, центральную пластину обычно делают из высокоуглеродистого сплава, боковые стороны — из более мягкого материала» - это верно, но покупателю забыли сообщить, что после закалки и ХВГ и ШХ-15 и даже У10 (из нее вообще напильники делают) почти одинаково тверды и почти одинаково хрупки. Загляните в любой учебник по термообработке и сравните. Или кто-то думает, что поставив на обкладки 65Г а в центр дорогой порошок и закалив клинок на 62 НRC он выиграет в вязкости? Тут даже может выйти так, что центральный слой будет иметь большую ударную вязкость, чем обкладки.

Сломанный нож из 65Г. Толщина 6 мм. Нож с наваркой лезвия так не сломать.
По этой причине бессмысленны по ряду свойств современные дамаски. Там свойства пакета определяются по правилу смеси, а не тупо складываются. Но по-другому не продать. А продавать, чтобы выжить на ножевом рынке, нужно много и желательно дорого. Быстро выяснив все потенциальные свойства дамаска, определив что нужно покупателю, многие мастера подались в «мозаику». А вот тут уже «рулит» не только мастерство и знания, но и пространственное мышление. Хотя не так давно ножи из «дикого» дамаска от известных мастеров за очень приличную цену можно было встретить в продаже.
Ножевой рынок один из самых, мягко говоря, «мифологизированных». Это отлично видно, если окунуться в тему национальных ножей. Уж, какое великое разнообразие древнерусских ножей, но даже тут попытались вычленить и исказить историческую фактуру в угоду технологичности и маркетингу.
Как же должна выглядеть современная трехслойка в свете старинных технологий и целесообразности через призму удобства и надежности в эксплуатации? Вот так: на обкладках вязкая «кастрюльная» незакаливающаяся нержа, в центре углеродка или нержавейка мертенситного класса. Знаете вы мастеров, кто делает такие клинки? Я нет. Вроде слышал об одном, но это неточно. Почему так никто не делает? А не продать. Покупатель вполне обходится одним из трех критериев качественного ножа – твердостью РК - условия жизни изменились. Изменились настолько, что произошла деградация не только клинков, но и рукоятей. Но об этом чуть позже, а пока об истории изменения ножа.
На рис. древненовгородские ножи.

Ниже фото современного ножа сделанного по традиционной древнерусской технологии: косая наварка, всадной монтаж. Несмотря на невзрачный вид, отлично режет, быстро и просто затачивается – точить нужно с одной стороны просто приложив плоскостью к поверхности бруска. Неплохо работает по замороженным продуктам – нет опасности сломать. Недостатки – окисляется, ржавеет, выглядит несколько пугающе. Такой не продать.

( По просьбе читателей разбиваю материал на части. В следующей части речь пойдет о деталях старинных ножей, технологиях сборки, плюсах и минусах и об отличии всего этого от ножей современных).
Продолжение следует.







