
Не курите ребят
Дедок молоток!
Дедок молоток!
Один текст

Океанский круизный лайнер. Стоит на мостике капитан и курит трубку. Запах стоит - мама не горюй!
Подходит боцман и спрашивает:
-Капитан, что вы курите?!
- Волосы из пизды любимой женщины!
На следующий день несет вахту боцман и тоже курит трубку. Запах еще хуже. Подходит капитан и спрашивает:
- Боцман, что вы курите?!
- Как и вы, капитан, волосы из пизды любимой женщины.
Капитан, принюхиваясь:
- Близко к жопе рвёте...

Всем привет! В прошлый раз я закончил на этом моменте. Бриар выточен, теперь очередь эбонита. Мундштуки я делаю в основном из него, поскольку он оптимален для зубов. Акрил конечно же, твёрже и инертнее, но зато зубам не так приятно. А так как мундштук по сути это расходник, то я придерживаюсь концепции трубка для человека, а не наоборот. Да и зубы дорого стоят.

Переходим к токарному станку с механической подачей, руками тут уже не справишься, ибо точность нужна уже до десятых долей мм.
Зажимаю эбонитовую заготовку в патрон и прохожу по всей длине, свожу диаметр до диаметра чубука.

Далее я буду сверлить дым канал. Для этого я использую свёрла на 2 мм, 3 мм и конусное сверло изначальным диаметром 4 мм, так же вспомогательное центровочное сверло. Им я намечаюсь с обеих концов заготовки.
С одного конца я сверлюсь на 2 мм, с другого на 3 и потом конусом, таким образом, что бы сверловки на 2 мм осталось ~1/3 от общей длинны.



Как только сверловка закончена, начинаю точить тенон (шип). По длине точу с запасом на 1 мм. Поджимаю конусом морзе, что бы убрать любое биение, но это просто особенности несовершенства моего станка.

Итак, несмотря на то, что сверло для паза было на 7 мм, но отверстие оно оставляет на 6,8 мм, а шип я точу на 7,05-7,15 мм. Логично? Логично.
На самом деле такие размеры обусловлены свойствами материалов, ведь эбонит на половину состоит из каучука, а потому имеет свойство чуть ужиматься. Длину шипа я делаю не точь в точь по длине паза, а на несколько десяток мм короче, делаю я это для того, что бы во время курения, когда материал чуть расширится, внутреннее соединение было идеальным.
После шлифовки шипа, будущий мундштук плотно, немного со скрипом садится в стамель.



Маленьким балганым кружочком я намечаю щель для будущего V-слота и растачиваю вглубь, переточеной на конус, пилочкой для лобзика. Все мои мундштуки имеют такую инженерию, что бы дым выходил не тонкой, обжигающей язык, струйкой, а широким потоком.

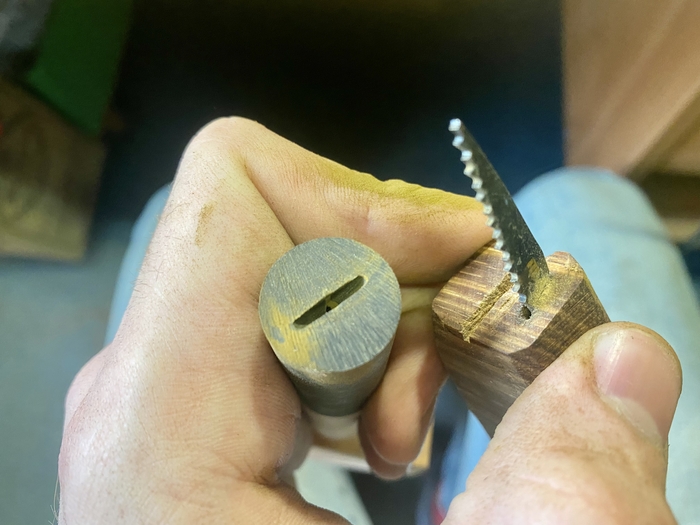
Забегая вперёд, так выглядит мундштук внутри, когда полностью закончен. Фото не моё. На нём хорошо видно, как дым канал «перетекает» из круглой плоскости сечения в плоскую и V-образную.

Далее всё грубо обдирается на нождачном круге, в сборе. Геометрия должна быть правильной и ровной!

Чубук свожу до 10 мм, симметрично, что бы в дальнейшем не заморачиваться какой стороной переворачивать мундштук. Так же обдираю лишнее мясо с чаши и немного с мунштука, формируя будущий зазубник.

На этом этапе я заканчиваю с механической обдиркой и перехожу к напильникам. Некоторые мастера практически всё делают на наждачном круге, это увеличивает скорость работы, но у меня не получается так лихо работать с ним, потому финальную форму я всегда делаю напильниками. Руками лучше чувствуется, да и лишнего не снимешь.

На этом этапе меня интересует только соединение чубука и мундштука. Нужно добиться правильного эллипса в сечении, сохранив полную симметрию. Это самый ответственный этап в шэйпинге канадок, если он выполнен хорошо, то трубка будет выглядеть изящно и правильно

Периодически прохожусь наждачкой на длинной колодке, что бы не было волн и перекосов и готово.

Далее показывать особо нечего, тут просто много движений напильником, пока результат не удовлетворит.
Задержусь разве что на мундштуке, толщину зазубника я делаю 4-4,2 мм, эта та толщина, при которой ещё сохраняется прочность и в тоже время комфортна для челюсти. И ещё, кто-то делает зазубники просто прямыми, но я формирую его немного по дуге, я убеждён что в силу анатомии зубов, это более комфортный форм-фактор.


Вот и финальный результат шейпинга. Осталось немного подрихтовать нюансы и можно проступать к шлифовке и нанесению цвета. Уже финишная прямая, трубочка самому очень нравится, аккуратная, легкая, симпатичная.
Всем спасибо, в следующей части уже покажу финальный результат. Делаю трубку не быстро, времени мало, выкладываю посты по мере продвижения, стараясь не упустить всех деталей. Всем мир.


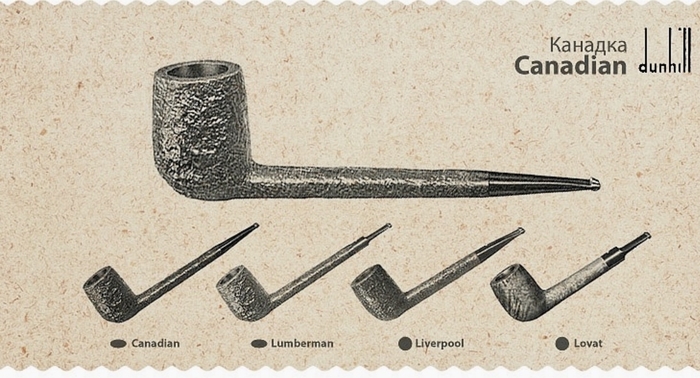
Всем привет! Решил запилить несколько постов о том, как я делаю свои трубки, и для примера решил выбрать классическую английскую форму - канадку. Чаша у этой трубки имеет форму бильярд, только бильярд имеет отношение длинны чубука и высоты чаши ~1:1 (как представлено на схеме ниже),а у канадки чубук гораздо длиннее.

Канадки бывают нескольких типов. Различий два: поперечное сечение чубука: оно либо круглое, либо эллипсовидное и форма мундштука: прямой или седловидный. Дабы не описывать это всё текстом, я лучше покажу картинку. Я буду делать канадку-канадку) Круглый чубук гораздо проще, но эллипс выглядит интересней и красивее, на мой взгляд.
В общем, перейдём к крафту! Трубку я буду делать по классике, из итальянского бриара, мундштук из японского эбонита.
Блок я уже напилил для удобства, что б поменьше сдирать мяса и, как это водится, хороший проект начинается с разметки.


Далее я зажимаю блок в токарный патрон и начинаю потихоньку обтесывать.


Чубук я сделал 18 мм в диаметре, в дальнейшем я буду сплющивать его до 10 мм.
После, я приступаю к сверловке. Дым канал я всегда делаю 4 мм, это довольно широкий диаметр, но я люблю что бы тяга была свободная, без напряга. Так курить можно «пафами»/«поцелуйчиками»)
В начале я делаю пилотную сверловку короткими свёрлами, что бы не увело ось, а затем уже длинным. Я заранее померил длинну дым канала на этом блоке, она равна ~80 мм, я немного не досверливаю до этой длинны 1-1,5 мм. В дальнейшем я это сделаю в ручную, что бы дым канал попадал точно в дно табачной камеры. Если пересверлить, то инженерия будет не идеальной и может привести к проблемам курения трубки ближе к дну, табак просто не будет докуриваться. В любом случае, такая трубка не может идти в продажу.



После сверловки дым канала я торцую чубук и сверлю паз под шип мундштука. Сверлю я его на 7 мм Девультовским сверлом, у него ровный торец, без конуса, потому при соединение мудштука внутри не будет зазоров, не будет лишних полостей для влаги и побочных продуктов курения. Глубина 12-13 мм, края отверстия я зенкую.


Чубук готов! Всё прошло отлично! Далее я переворачиваю заготовку в патроне и приступаю к точению чаши и табачной камеры. Угол осей чаши и дым канала я делаю всегда чуть больше 90 градусов, так трубка выглядит изящнее.
Для начала я просто снимаю дерево до ровного цилиндра, что бы убрать биения и понять нет ли внутри бриара каверн или дефектов. На этом этапе диаметр цилиндра равен 38 мм.



Теперь можно приступать к сверловке табачной камеры. И вот тут всегда момент истины, потому что если внутри камеры окажется какой-то дефект, то он скорее всего прогорит и такая трубка уже не годится для продажи или собственного курения.
Сверловку ТК я тоже начинаю с пилотного отверстия, сначала на 8 мм, далее на 15 мм. Эти отверстия я делаю на 30 мм глубины максимум, исходя из 40 мм финальных, потому что дно камеры будет параболическим.


Здесь я решаю, что камера будет на 18 мм, чуть-чуть уже «стандарта» 20 мм. Как правило сверла для ТК перетачиваются из пёрок, но можно взять фрезу на 19, она отлично подойдёт для этого. Но не сегодня..


Так же как и с дым каналом, я слегка не дохожу до установленой глубины, последние 2-3 мм я периодически дую в дым канал, что бы проверить совместимость. Как только воздух пошёл, я аккуратно досверливаю соединение.

Токарные работы по стамелю (деревяхе) практически готовы! Заканчиваю я их, выводя конечную форму чаши, заужая её и шлифуя.


Финальный результат:


Всем спасибо, кто дочитал до конца, надеюсь вам было интересно. В следующей части я покажу как делается мундштук и выводится шейп. Если будут какие-то вопросы, то могу ответить на них в комментариях, так вроде бы ничего не упустил.
Их есть у нас! Красивая карта, целых три уровня и много жителей, которых надо осчастливить быстрым интернетом. Для этого придется немножко подумать, но оно того стоит: ведь тем, кто дойдет до конца, выдадим красивую награду в профиль!








