ПАЗ
Ответ на пост Ответ на пост «Аэродинамика»

Показать полностью
1
Ответ на пост Ответ на пост «Аэродинамика»
Как и вентиляция, которая напрочь не предусмотрена (при отсутствии кондиционера) без дополнительного вентилятора водителю обдув вообще не светит, т.к поток воздуха из его окна уходит мимо него назад. Комфортная температура в салоне это вообще не про ПАЗ в любое время года! Отсутствуют: заводская тонировка, нормальное утепление и герметизация, качественное отопление, тем более кондиционер!
Ну, и на комфорт вождения абсолютно насрать, чтоб отпустить педаль сцепления, нужно колено выше руля задрать, а руль большой и коленом его обойти та ещё задача (при среднем росте), но это опыт с новым ПАЗиком, надеюсь пользователи потом исправляют это напильником)))
Это только мои замечания при работе у дилера и опыте поездок на ~100 метров, но на большом количестве автобусов.
Главное то, что есть спрос и дефицит автобусов. Люди приезжали за 3000 км за этим хламом, т.к. ближе не найти.
От така хуйня, малята, хотите верьте, хотите нет!
История Павловского автобусного завода берет свое начало в 30-ые годы XX века. Тогда предприятие, располагающееся на территории города Павлово-на-Оке, занималось изготовлением автотракторных инструментов и кузовной арматуры. В 1952 году предприятие было перепрофилировано и переименовано в завод ПАЗ.

Автобусы производства Павловского автозавода (ПАЗ) малой вместимости в советское время использовались в основном на селе и в качестве служебного транспорта. Самый же известный советский автобус павловского производства – ПАЗ-672.

Источник фото: artfile.ru
История нашего героя, мало чем отличающегося от предыдущего ПАЗ-652, началась в 1957 г. Создатели машины стремились устранить многие недостатки, выявленные в предыдущей модели. В результате кузов автобуса, несмотря на почти неизмененную форму, стал легче, а также были установлены более надежные тормоза. Внешне же 672-й изменился незначительно – новинку выдает лишь обновленная светотехника.

ПАЗ-672 сзади. Источник фото: fotobus.msk.ru
Практически не изменился и салон автобуса. В нем 23 кожаных сидения, а всего внутрь могло втиснуться до 60 человек. Оставались главные неудобства для пассажиров – высокие ступеньки, узкие двери и проход, а также сильный шум. Зато внутри было достаточно светло благодаря окнам на потолке, а мощные печки зимой хорошо прогревали салон.

Салон ПАЗ-672. Источник фото: fotobus.msk.ru
Кабина водителя, как и у предыдущего ПАЗ-652, была отделена от салона неполной перегородкой. Шоферское место очень простое, единственное удобство – гидроусилитель руля.

Кабина ПАЗ-672. Источник фото: fotobus.msk.ru
Интересно, что в серию ПАЗ-672 удалось запустить лишь через 10 лет после начала проектирования. Виной всему стало использование многих агрегатов от небезызвестного ГАЗ-53, которые в то время только тестировались на горьковских грузовиках. В их числе двигатель объемом 4,25 л и мощностью 115 л. с. и 4-ступенчатая коробка передач.
Как бы то ни было, в 1967 г. из завода в г. Павлово-на-Оке в конце концов выкатились первые серийные ПАЗ-672. Но и тогда потребовались доработки, которые конструкторы уже стали устранять по ходу производства. Окончательная версия автобуса получила индекс ПАЗ-672М и внешне почти не отличалась от первых серийных машин этой модели.

ПАЗ-672М. Источник фото: fotobus.msk.ru
Впрочем, если вспомнить, для чего изначально создавался ПАЗ-672, становится понятно, зачем понадобилось столько переделок. Автобус предназначался для пригородных перевозок, обслуживания сельчан и колхозников, а также использовался как служебный транспорт. Все это предполагает движение по дорогам низкого качества.
Но на базе автобуса создавались и другие модификации, среди которых полноприводный ПАЗ-3201:

Рефрижератор, получивший в народе прозвище «пингвин»:

Источник фото: m.fotostrana.ru
И передвижная телестанция:

Источник фото: mini-koleso.ru
Кроме того, ПАЗ-672 часто шел на экспорт, и в некоторых странах «третьего мира» они встречаются даже сегодня:

ПАЗ-672 на Кубе. Источник фото: fotobus.msk.ru
Всего же до 1989 г. было выпущено 288 688 автобусов модели 672.
В то же время завод стал выпускать новую модель ПАЗ-3205, которая быстро вытеснила 672-го с конвейера. Вскоре после этого выпущенные ПАЗ-672 тоже стали постепенно выводиться из эксплуатации. Тем не менее, в российской глубинке и странах бывшего Советского Союза их еще можно встретить на дороге:

Источник фото: fotobus.msk.ru
Все же и эти автобусы рано или поздно заменят. Каким же автобусам действительно повезло – так это тем, которых сохранили для музеев. И вот я в прошлом году, попав в музей ретро-транспорта в Красноярске, познакомился с этим автобусом поближе:

ПАЗ-672 – один из самых известных советских автобусов, который перевез не один миллион пассажиров и обслужил не одну тысячу предприятий. Современные павловские автобусы гораздо комфортабельнее, однако ПАЗ-672 продолжает сохранять в себе особенную энергетику, которой можно пропитаться, если встретить его в музеях.
Остались ли такие автобусы в ваших городах или поселках?

В производстве авиадвигателей наибольшая сложность проявляется в изготовлении деталей газовых турбин. Особенно это касается дисков и лопаток, отвечающих за вращение турбины. Они соединены между собой с помощью елочных пазов – углублениями в форме елочек. Сейчас они обрабатываются методом протягивания специальными блоками из быстрорежущих сталей, которые прорезают диски и формируют по окружности елочный профиль. Однако в современных реалиях возникают трудности с зарубежными поставками заготовок для процесса протягивания. Это влечет за собой простои производства и серьезные финансовые затраты. Ученые Пермского Политеха предлагают более эффективный способ прорезки елочных пазов в дисках газовых турбин. Он позволит почти в два раза сократить время и затраты на изготовление протяжек из дорогостоящих быстрорежущих сталей.
Статья опубликована в сборнике «Современные тенденции развития инструментальных систем и металлообрабатывающих комплексов», 2024. Исследование выполнено в рамках программы стратегического академического лидерства «Приоритет 2030».
Газовая турбина обеспечивает основную тягу авиадвигателя и отвечает за движение и полет самолета. Поток воздуха, попадая в двигатель, сжимается с помощью компрессора, нагревается в камере сгорания, вращает лопатки турбины и на огромной скорости выбрасывается из сопла, толкая самолет вперед.
Лопатки – ключевой элемент двигателя, они представляют собой металлические пластины, которые по окружности прикрепляются к дискам турбины. Для надежного закрепления в детали они вставляются в пазы сложного профиля – углубления в виде елочек. И в России, и за рубежом обработка таких пазов выполняется на станках с помощью заготовок многосекционных протяжек соответствующей формы. Они создаются из быстрорежущих сталей, которые эффективно прорезают диски и быстро формируют елочный профиль.
Однако с увеличением в стране объема производства новых отечественных газотурбинных двигателей возникают проблемы с изготовлением сложных высокоточных протяжек. Какой бы прочной не была стальная заготовка, после нескольких процессов протягивания она стачивается, из-за чего приходит в негодность и нуждается в переточке. Это требует большого количества времени и самих заготовок. Но их больше не поставляют из-за рубежа, а поиск новых поставщиков и испытания более прочных сталей для протягивания приводят к серьезным финансовым тратам и простою всего производства.
Ученые Пермского Политеха разработали новую технологию прорезки елочных пазов в дисках газовой турбины, которая обеспечит высокий темп производительности отечественных авиадвигателей и значительно снизит затраты на изготовление необходимых комплектов многосекционных протяжек.
– Мы предлагаем применять совмещенный метод обработки: предварительную вырезку пазов проводить различными производительными методами вырезки, а окончательную обработку – уже методом чистового профильного протягивания. Такой способ позволит почти в два раза сократить время и затраты на изготовление, настройку и переточку большого числа предварительных прорезных протяжек из дорогостоящих сталей, – объясняет доктор технических наук, декан механико-технологического факультета ПНИПУ Михаил Песин.
В качестве методов начальной прорезки пазов политехники сравнивали глубинное шлифование, фрезерование, электроэрозионную и гидроабразивную обработку. Для каждого рассчитали трудоемкость и затраты производства при обработке елочных пазов в диске турбины.
Ученые отмечают, что 80% работы ложится на удаление металла из пазов – вырезку елочки, а на чистовую протяжку остается только 20%. Но именно окончательное протягивание обеспечивает качество и точность вырезки.
Результаты расчетов показали, если изначально для вырезки пазов использовать протяжки, то процесс занимает мало времени, но стоимость их комплекта очень высокая. Применение же вместо этого других методов обработки в два раза снижает затраты, но приводит к серьезному росту трудоемкости.
Из всех только гидроабразивная обработка показала лучший результат – трудоемкость выросла всего в 1,5 раза. Окончательная проверка профиля вырезанного паза таким методом доказала его пригодность, так как углубления в образцах получились ровными и подходящими для последующего чистового елочного протягивания.
Ученые Пермского Политеха планируют внедрять новую технологию в серийное производство газотурбинных двигателей. Исследование подтвердило, что процесс гидроабразивной резки перспективен для предварительной вырезки елочных пазов и может быть совмещен с методом протягивания. Разработка существенно сократит расходы материалов и обеспечит высокий темп производительности отечественных ГТД.

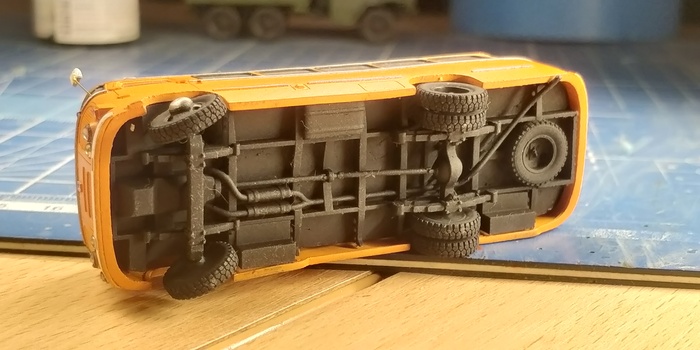
Всем привет! Закончил очередную игрушку! Делал долго, потому что с любовью постоянно лажал. То цвет не тот, то залапал, то под маски краски напылило.
но в итоге вроде норм!
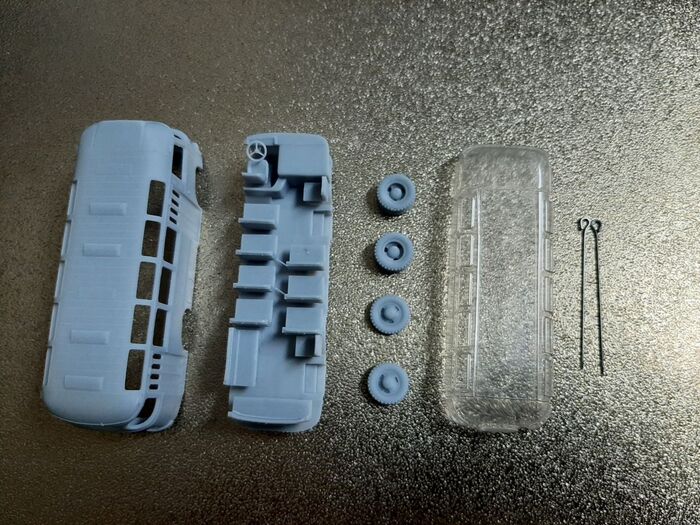
Сама модель оч круто сделана (не мной). Отпечатана на фотополимернике, буквально шестью деталями. Отельный респект за остекление - садится идеально.
хотя, прямые стекла все же лучше когда из тонкого плекса - они прозрачней.
из доделок - "стеклянные" фары, дворники, зеркала.
Давно хотел ПАЗика, и вот он у меня.
масштаб - ЖД, 1:87.
на подходе ещё несколько, там по мелочи, перекрас и прочее.








ИСТОЧНИК - атмосфера прошлого столетия.