

Собак показываю
Йорки из бронзы по фотографиям
Немного процесса:

Инста shlolli_sculptor
Показать полностью
1
1
Йорки из бронзы по фотографиям
Немного процесса:
Инста shlolli_sculptor
Раз предыдущая статья про горячую эмаль понравилась, возможно зайдет что-то более горячее. Настолько горячее, что это будет расплавленный металл.
И сегодня потренируемся в литье по выжигаемой модели, которую быстренько напечатаем на 3d принтере.
В целом схема выглядит примерно так:
Модель - Печать - Опока - Литье - Пост обработка - Вы красавчик.
Но как всегда, в каждом этапе есть свои подводные камни.
И как всегда замечу, что я не литейщик, и вообще слабо связан с такими технологиями. Все сказанное - только личный субъективный опыт, повторять который можно на свой страх и риск.
Лить будет миниатюрную маску железного человека, моделей которых полно.
Вот найденная и слегка доработанная модель.
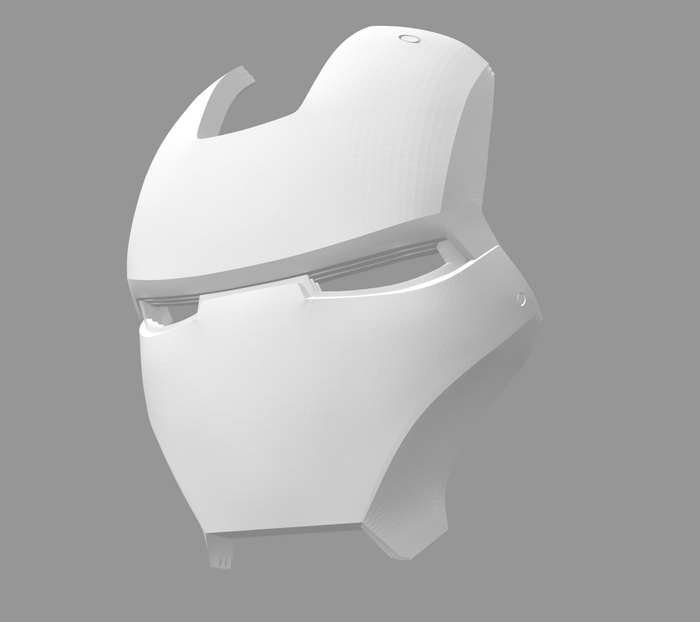
STL конечно отправляется на 3d принтер
Печатать будет PLA пластиком. Тут отступление.
В оригинале методики(литье по выплавляемой модели) конечно должен быть воск, который надо выплавить. Есть филаменты из воска, которые стоят как чугунный мост, но поскольку у нас коленочные технологии и ограниченный бюджет - нужно что-то проще.
PLA - отличный кандидат на роль быть выплавленным, а все что не выплавится - полностью выгорит. Возможно прокатят и другие пластики, но поручусь только за PLA.

Хороший результат, нужно пройтись наждачкой.
Результат требует обработки, но было решено постобрабатывать в металле, чтобы два раза не тереть наждачкой.
Итак к нашей модели нужно прикрепить литники, по которым в дальнейшем пойдет расплавленный металл. В нашем случае их будет 2, по одному на каждую часть маски. Металл не сможет идти наверх, так как застынет где-то посередине.
Литники делаем из того же прутка филамента, толщина их как раз оптимальна.
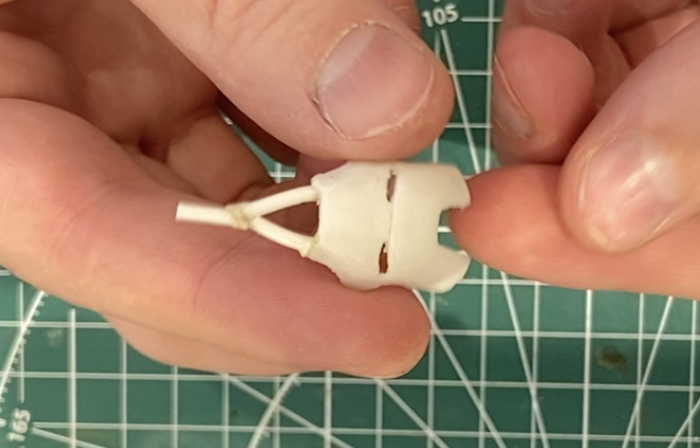
Установлены литники. Металл пойдет сверху вниз.
Далее готовим литейную смесь. Можно использовать гипс или профессиональные смеси. У меня готова смесь для литья, стоит около 400 рублей за кг, что в целом допустимо для экспериментов.
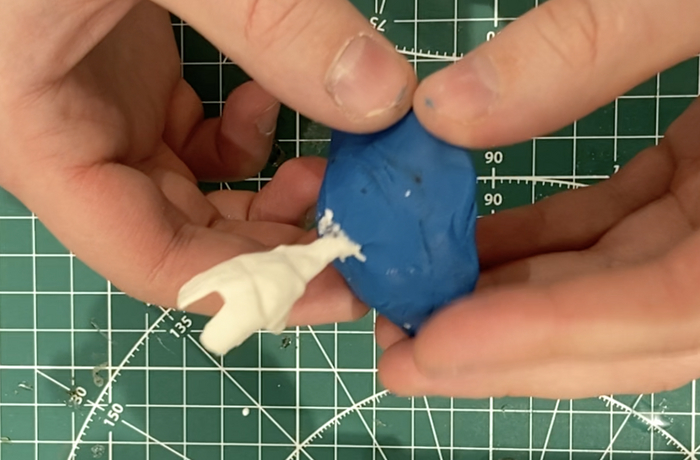
По уму смесь нужно дегазировать, к смеси идет цикл дегазации по времени, но у нас решение коленочное, поэтому берем кисточку. Да да. Разводим немного смеси и обмазываем нашу конструкцию. Предварительно все это надо примерить в нашу опоку и размесить в пластилиновой полусфере. Сушим пока гипс не застынет.
Опока. Нужен отрезок стальной трубы. Тут есть 2 теории: тонкостенная и толстостенная.
Я для себя выбрал вторую в пользу большей теплостабильности и инертности, и кажется с ней сложнее накосячить, если льешь на коленке столе. У меня это стальной фитинг от водопровода.
Вот как-то так. Смесь застыла, можно заливать.
Разводим нужное количество смеси, стучим по стакану для выхода воздуха, заливаем. Стучим опоке в бок для выхода воздуха. Параллельно копим на вакуумный насос.

Топим нашу маску.
После заливки ставим при комнатной температуре засыхать. Лучше выдерживать хотя бы часов 8. Не должно быть вибраций.
После высыхания достаем пластилиновую полусферу и готовимся к прокалке.
По уму прокалочный цикл это около 8-13 часов, схема есть к каждой смеси.
Но, у нас же DIY, да просят литейщики, будем его немного сокращать. О рисках разрыва гипса в опоке знаю, поэтому будем сокращать с умом.
Сокращать можно, если мы льем до 30-40 г металла за раз, больше все равно горелкой сложно расплавить, и если опока не большая. Иначе ее разорвет.

Прокалочный цикл.
Первый отрезок в 150 градусов делаем так: строительный фен на 1 скорости дует в опоку литником вниз. 15 минут. Пластик еще на месте, а значит там меньше 220 градусов.
Включаем 2 скорость и через 15 минут внизу пластик начал капать, думаю там около 300 градусов, измерить нечем, пирометр сдох.
Третий отрезок делаем в 2 этапа: горелкой 15 минут греем опоку, литник еще вниз. Пластик горит, вытекает. Думаю не нужно говорить о проветривании и наличии респиратора, минимум ИСТОК. Хотя PLA и не так ужасно пахнет.
Переворачиваем опоку, и в 2 горелки греем опоку до красна. Для меня индикация, что можно лить - литник внутри красный. Это около 700-800 градусов, что как раз после отвода горелки даст нам время. Лить в горячую опоку проще, чем в холодную, лучше потом дать ей дольше остывать.
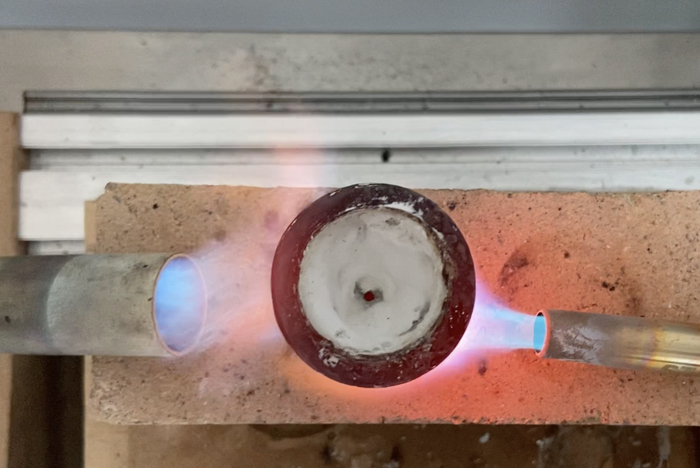
Литник начал светиться. Можно лить.
Сверху кидаем латунь, рассчитав массу с литниками + 30%. можно взвесить модель с литниками в PLA и через плотность вычислить массу латуни. Уравнение для школы.
Или спросить САПР. Латунь лучше всего брать ту, которую уже лили, а это всякие сантех-штуки: фитинги, кольца, и тд.

Внутри начал плавиться металл.
Когда металл начал плавиться - посыпаем его бурой.
Ждем когда сформируется однородный шарик, и его можно лить.
Металл сам не пойдет в литник, ибо поверхностное натяжение. Поэтому ,будем его проталкивать паром. Можно его раскрутить эту конструкцию как пращу, но не хотелось это делать дома.
Поэтому берем металлическую кружку или что-то похожее (банка из-под колы), прессуем туда салфеток, туалетной бумаги или газет, где-то 4-5 см, и далее беремся только там, где есть бумага. Иначе - ожог.
Накрываем быстрым и четким движением и давим 20-30с. Пар давит металл внутрь, воздух выходит через паропроницаемый гипс. Даем остыть 5-10 минут, далее кидаем в воду, гипс разрывает, достаем отливку.

Как видно качество поверхности более чем повторяет исходник.
Для DIY - качество очень даже, осталось обработать.
В ход идет все, что найдется: бормашика, наждачки и полировальные резинки.
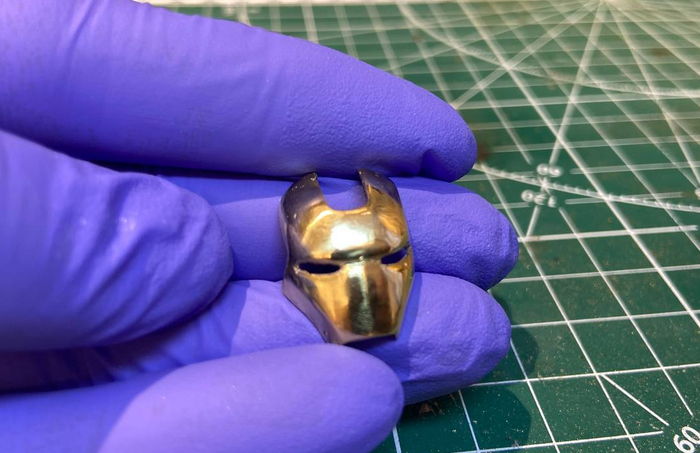
Результат
Не стал дополировывать в зеркало. Думаю это тут излишне.
Сделал небольшое видео, в котором более наглядно показаны некоторые моменты.
Пишите в комментариях что еще снять, на что обратить внимание, какие темы интересны.





















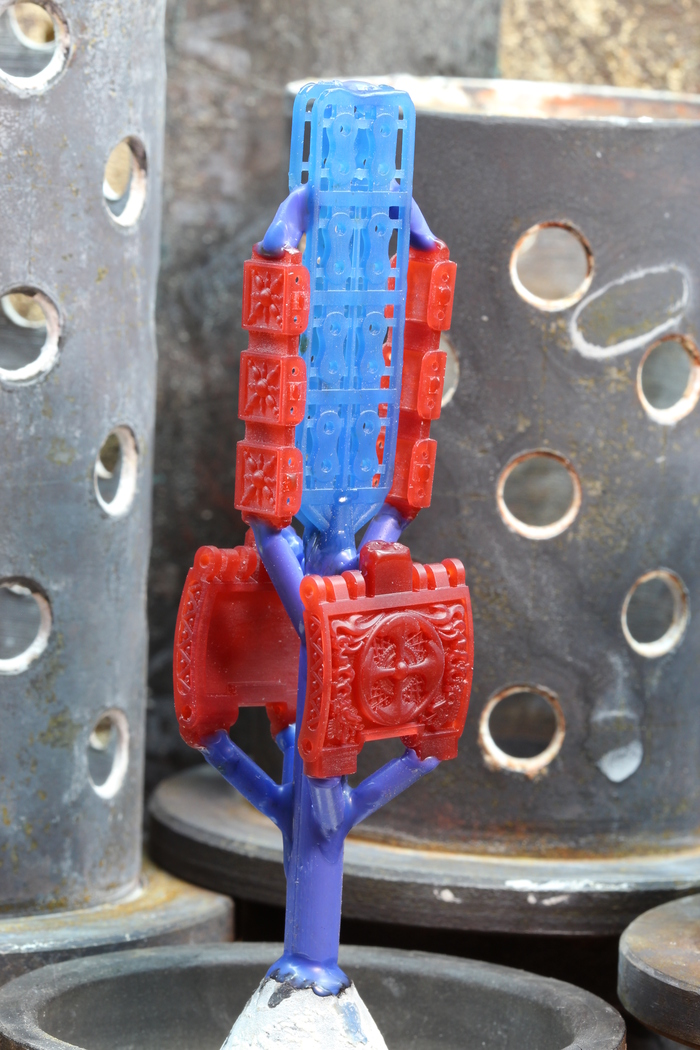
Оправка на клык медведя , изготавливалась по собственной 3Д модели ,
отливаю в серебре , бронзе , латуни ,
по вопросам заказа https://vk.com/lesnov_jewelry
купить из бронзы https://www.livemaster.ru/item/editnew/41552610
Их есть у нас! Красивая карта, целых три уровня и много жителей, которых надо осчастливить быстрым интернетом. Для этого придется немножко подумать, но оно того стоит: ведь тем, кто дойдет до конца, выдадим красивую награду в профиль!
























Браслет создавался по просьбе заказчика , стили часов и браслетом абсолютно не вяжутся ,
Но что заказали , то и изготовил ,
Сам заказчик мотолюбитель и этой теме очень привязан , Часы ему очень дороги в память об отце , вот и решил он что бы связалось не связуемое ,
Процесс был очень долгим , 3Д моделирование , очень много фрезеровки на воске , затем литьё , обработка , сборка , закрепка камней ,
Процесс был долгим , но результат стоил того , кайфанули оба ,
Я от захватывающего процесса , а заказчик от готового результата и воплощения его желаний !
https://vk.com/lesnov_jewelry
Продолжение истории, предыдущие части
1. Изготовление 200 статуэток. Часть 1
2. Изготовление 200 статуэток. Часть 2. Постобработка
Завершающий этап Покраска

Подготовительные работы были очень долгими и мы уже думали, что покраска никогда не начнётся.
Но всё же началась) и в этот момент общее настроение приподнялось!
Сначала начали прокрашивать подложку на визоры в серый цвет, что бы металлик наносился без просветов, но позже поняли, что это лишнее, так как металлик наносился на белый грунт без просветов.
И вот обзор
Очень жаль, что мы не смогли отснять всех 200 космонавтов вместе, так как отправили двумя партиями по 100 штук по готовности.
Это был полезный опыт. Мы давно думаем о масштабирование. Было допущено не мало ошибок, из-за которых время изготовления растянулось, но выводы сделаны.
Надеемся, что данная статья будет полезна мастерам и интересна обычным читателем!
Спасибо за внимание!
Crazy Craft Sochi
Продолжение рассказа об изготовление 200 статуэток космонавтов. Первая часть Изготовление 200 статуэток. Часть 1
1.Космонавты

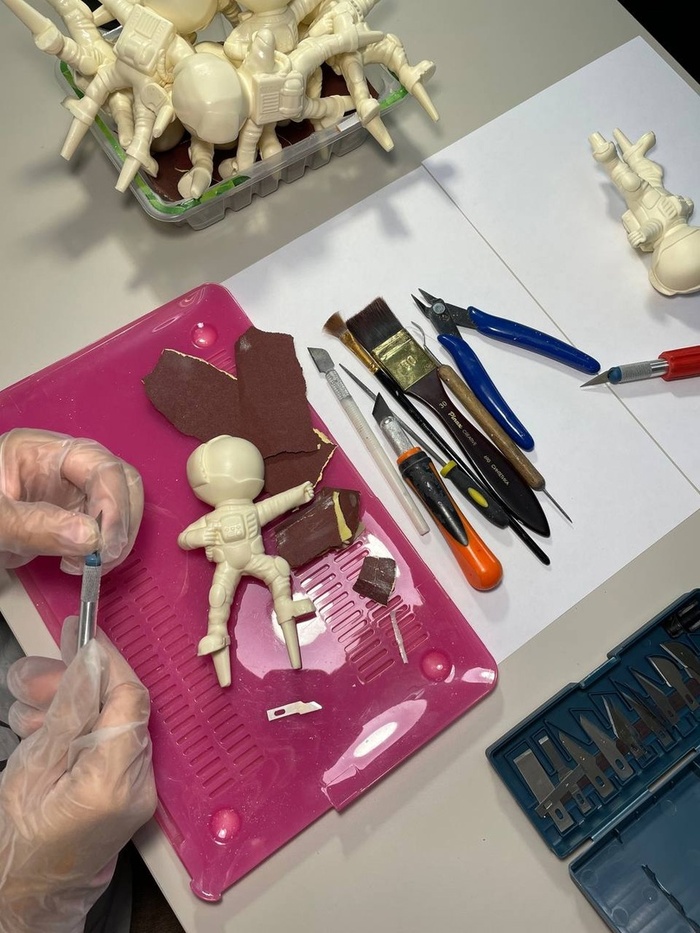
С каждым новым отлитым космонавтом силиконовая форма усыхала и на отливкам, на месте стыка форм, начали появляться облои, а так же в некоторых участках с непродуманными углами, о которых говорили в первой части появлялись пузырьки. Начали постобработку.
Первым делом нужно смыть масленый слой с фигурок, для этого мы использовали Изопропиловый спирт 99.9%.
Заливаем в таз спирт, кладём фигурки на несколько минут отмачиваться, после чего каждого чистим щёткой и смываем чистым спиртом.
Далее нужно зачистить все дефекты после литья при помощи скальпелей, надфилей, гравера и наждачной бумаги.
У нашей студии две локации - цех, который находится в промзоне, где мы занимаемся литьём, формовками, сборкой ЧПУ фрезера и работой с крупными фигурами
И сочинское архитектурное чудо - жилой 4-х этажный гараж


Второй этаж кухня и рабочая зона с компьютерами

остальные два этажа с жилыми комнатами, в которых живёт наша команда, в каждой комнате оборудовано рабочее место для покраски статуэток.
Так вот, для обработки такого объёма было решено выделить для этого второй этаж, что бы не мусорить в разных комнатах.

Напомним что срок на изготовление у нас месяц, а на момент начала обработки осталось 18 дней, по этому пришлось всей команде отложить другие проекты и набросится на обработку.
Вот видео, которое передаёт атмосферу)
Места на статуэтках, где образовались углубления от пузырьков воздуха при заливке, приходилось заполнять автомобильной шпатлевкой и затем снова зачищать наждачной бумагой
Тот кто занимался обработкой статуэток или моделек, знает какой это утомительный труд, тем более когда приходится исправить большое количество одинаковых! фигурок. Нашим девчонкам нужно поставить памятник! Так как работу по обработки в основном выполнили они, в это время мужская часть команды занималась другими процессами, о которых расскажем ниже.
А ещё к нам в гости иногда приходят друзья, которые тоже были озадачены, но после этого они больше не приходили)
Ещё одно видео с переменки)

Когда первые 50 космонавтиков были обработаны, мы приступили к подготовке к грунтованию.
Для удобства смоделировали держатель, благодаря которому можно наносить грунт с разных сторон и устанавливать для просушки в сетку от овощей
Напечатали тестовый образец на FDM принтере Anycubic Chiron
протестировали на выпадение
после чего запустили в печать в большом количестве
Изначально мы планировали грунтовать в цеху, но он находится на приличном расстояние от нашего дома и по этому решили собрать покрасочную камеру на улице у входа, что бы сэкономить время.
Перед грунтованием по каждому космонавту прошлись Скотч Брайтом и обезжириватилем
Наносили грунт-эмаль Kudo по пластику, при помощи аэрозольного пистолета.
После нанесения первого слоя на некоторых фигурках проявились дефекты, которые снова пришлось дорабатывать. Всех космонавтом мы грунтовали в 2 и более слоёв.
Вот таким образом они высыхали
Ещё один момент, который мы поняли после нанесения грунта. В углублениях виднелся бежевый пластик, который нам пришлось закрашивать отдельно, далее мы добавили при литье немного чёрного пигмента и наши фигурки стали серыми и после грунта, если даже немного в углублениях проявлялся серый цвет, то это смотрелось как тени.
2.Флажки
По мимо космонавтов, которых нужно красить, луны, которая отливается сразу в цвет, нужно ещё изготовить флажки.
Сами флаги мы решили печатать, а палочки для них купили на озоне, это чёрные пластиковые палочки для леденцов.
Печатали на SLA 3Д принтере Elegoo с разрешением 8К, прочной смолой от Siraya Tech по 40 штук за раз.
После печати, промыли в спирте, засветили в ультрофиолетовой камере, зачистили места от поддержек и загрунтовали
И вот когда первая партия загрунтована, начинается покраска!
Чуть не хватило медиа для завершения поста, по этому продолжение следует)

Осваивать литье пластика мы начали в апреле 2023. Первым делом сняли слепки и отлили статуэтки из игры Mass Effect - Garrus 1\6, Tali Zorah 1\6 и Tali 1\4. Каждая из тех фигурок состояла из множества деталей, в общей сложности за апрель и май мы сняли около 70 слепков и отлили 300+ деталей.
И вот спустя пол года к нам поступил заказ на изготовление 200 статуэток космонавтов для «Фабрики столешниц Кедр»
Обсудив все детали, мы просчитали стоимость наших работ и далее заключили договор.
В тех задание была картинка из интернета и с помощью фотошопа добавлен логотип на флаг, размер статуэток 15 см.

Как мы считали вес статуэток?
Скачиваем примерно похожую фигурку с Тингеверс, добавляем полусферу за место луны и закидываем эти 3д модели в Chitubox (программа для 3д печати), в которой мы узнаем вес наших статуэток.
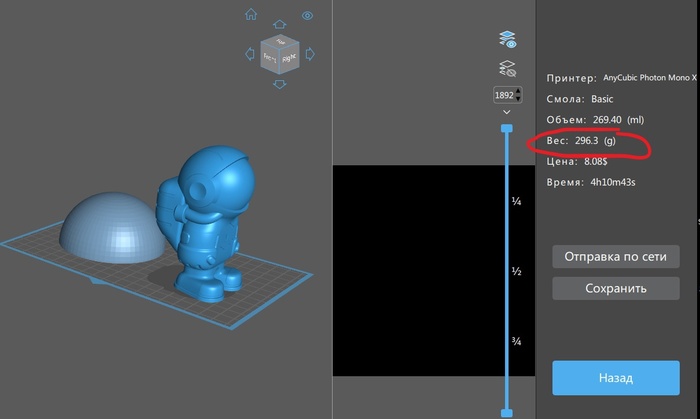
Узнаём, что космонавт с луной весит 300 грамм, добавляем ещё 10 грамм на литник и остаток в стаканчики при заливки и 10% на случай неудачных заливок. Получается, что вес каждой фигурки 350 грамм * 200 штук = 70 кг пластика.
В итоге купили пластик бочками, так вышло экономичнее, 50 кг компонент А и 50 кг компонент B.
Для отливки такого количества нам потребуется 6 комплектов форм, так как одна силиконовая форма выдерживаем в районе 35 отливок, после чего высыхает и начинаем крошится. Силикон рассчитали на глаз, из расчёта 1 кг на астронавта и 500 грамм на луну * 6 комплектов = 9 кг. У нас было несколько кг в наличии и дозаказали ещё 10 кг, это должно хватить.
Приступаем к изготовлению:
Этап 1. 3Д моделирование
Самого астронавта мы лепим в ZBrush, буквы с логотипа выдавили в SketchUp
На этапе моделирования было несколько упущений, которые в последствие пришлось исправлять в ручную, хороший урок.
1. Так как мы сразу решили делать двусоставные формы космонавтов, было понятно что по всей фигурке будет оставаться линия стыка, которую нужно будет счищать. По этому было решено сделать на 3д модели швы на одежде, по которым в последствие сделать разделение на силиконовой форме, а вот про шлем и обувь мы не подумали и по этому их пришлось в последствие зачищать.

2. Отрицательные углы. Ещё один урок, который мы усвоили это то, что при заливки не должно быть отрицательных углов и углов 90 градусов, так как при дегазации в моновакуумной камере пузырьки воздуха и газов застревают в форме и не могут выйти. Конечно это всё можно исправить дополнительными литниками, но это не всегда возможно и всё равно место от литников тоже нужно зачищать.

Что бы этого избежать, нужно продумывать литьё на стадии 3д моделирования.
Этап 2. 3Д печать и постобработка.
Печатали на фотополимерном 3Д принтере Elegoo Saturn 2 с разрешением 8K.
После печати, на каком бы принтере вы не печатали нужна постобработка.
Вот так выглядит мастер модель до обработки:
Постобработка включает в себя выравнивание всех неровностей, удаление следов от поддержек, заклеивание отверстий для слива смолы
Мастер модель после постобработки, до грунтовки:

Грунтуем грунтом по пластику, мелко зернистым на расстояние 20-30 см в 2-3 слоя.
И вот у нас готовая фигурка для снятия силиконовых слепков:


!Очень важно, что мы в последствие поняли, что мастер модель нужно делать максимально прочной. Мы печатали космонавта пустотелым и нужно было залить в него литьевой пластик для прочности, что мы не сделали и в дальнейшем нам пришлось его чинить.
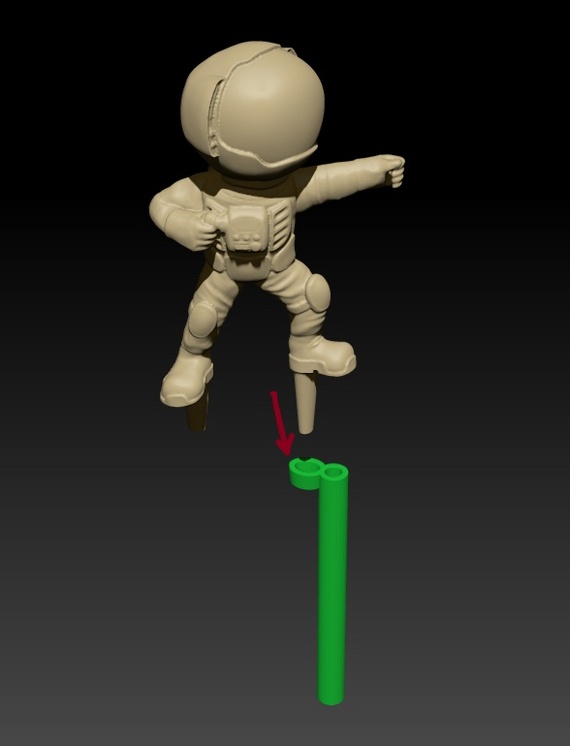
Этап 3. Формирование опалубки и пластилинового борта.
Мы решили делать двусоставные формы для космонавта с замками и из одной формы сделать несколько, как это делает Hardzenen в ролике ниже
Первым делом создаём из пластилина границы одной половинки формы:
Стараемся формировать границы таким образом, что бы максимально скрыть стыки будущей силиконовой формы, и сформировать контуры пластилина по форме пластиковой опалубки.
Далее по периметру вокруг космонавта стеком сделали канавку и воткнули пластиковые бусины. Это послужит в качестве замков в форме для плотного соединения без сдвигов при заливке пластика.

Опалубку для космонавта мы напечатали на 3д принтере пластиком из двух половинок. Делали с запасом высоту для дальнейшей заливки силиконом из двух половинок. Так же была напечатана опалубка и для луны.
Этап 4. Силикон.
Когда опалубки готовы, наносим разделительный слой восковым разделителем в аэрозоле. Силикон использовали на олове 20 шор, после смешивания двух компонентов ставим в вакуумную камеру для дегазации и начинаем лить тонкой струйкой в одну точку.
Для отливки 200 фигурок нам нужно было 6 комплектов форм, так как каждый силиконовый молд выдерживает 30-40 заливок, далее начинает разрушаться. Но к нашему сожалению по методу Hardzenena нам удалось снять только 4 формы, после чего космонавт сдвинулся в форме.
Остальные две формы сделали с закрытым кожухом.
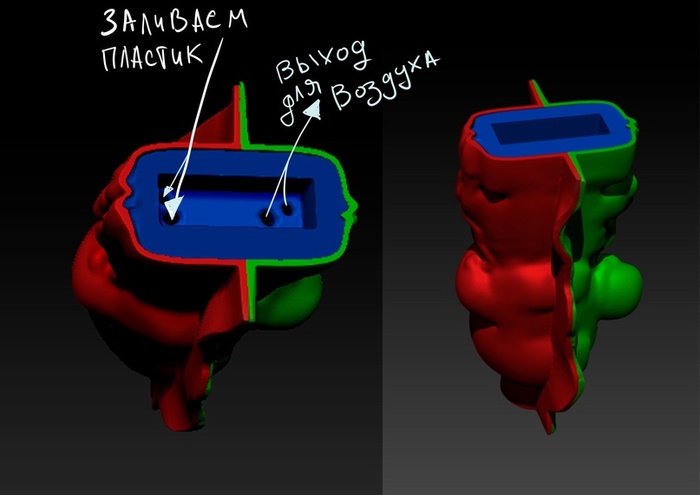
Создаём в 3Д опалубку повторяющую форму космонавта на расстояние 1.5 см

Печатаем две части на FDM принтере, через верхнее отверстие заливаем силикон
После застывания силикона, разрезаем форму в районе ног, достаём космонавта и можно заливать пластик.
Плюсы и минусы каждой технологии опишу чуть позже в другом посте.
Этап 5. Литьё пластика.
Луну лили в открытую формочку, пластик проливается отлично, дегазация не потребовалась, пузырьков на лицевой части нет.
Космонавтов отливали в моновакуумной камере.
Собираем формчоку, смешиваем компоненты, заливаем, ставим в камеру, создаём в камере вакуум, ждём пока весь воздух выйдет и его место заполнит пластик, после наоборот, запускаем воздух компрессором, создаём давление 4-5 атмосфер и держим до полного отверждения в районе 20 минут.
И вот первый космонавт отлит!


Продолжение следует
Часть 2 Изготовление 200 статуэток. Часть 2. Постобработка
Коротенький комикс, как мы моделим наши пряжки для ремня














Ссылка на мастерскую в шапке профиля.
Посты с ценами тоже имеются
Спасибо, что досмотрели
— Что делать, если я очень тупая?
— Как спать всю ночь не просыпаясь?
— Правда ли, что женщины в 40+ не хотят детей и семью?
— Откуда берется кредитная история?
— Что делать, если отказывают в гарантийном ремонте?
— Реально ли сделать ремонт самостоятельно?
— Какую машину купить до 500к?
По традиции на вопросы сотни отборных ответов в лента Экспертов ➔







