

Работа с дефектами. Метод 8D
Всем, привет! Хочу поделиться немного с вами своими знаниями и опытом в области качества, и выкладывать здесь материал, который был накоплен за долгие годы работы в отечественных и западных компаниях по всему миру. Я попробую описать простыми словами эффективные процессы и инструменты, которые я применял в своей работе для повышения эффективности бизнеса.
Начну с самого простого, но не менее важного в работе каждого бизнеса, а именно работа с дефектами. Это всегда очень неприятно, когда, потратив большое количество ресурсов на выходе вы получаете продукцию, которая никому не нужна. Дефекты приносят прямые потери для компании и иногда стоят репутации или даже снижения доли рынка, если такая продукция попадает к потребителю, и он не может использовать те функции, за которые он заплатил. За всё время развития производства было разработано много методов, но наиболее популярным и эффективным я бы выделил только один, это методика 8D. Это 8 шагов, которые нужно пройти для того, чтобы не только устранить негативные последствия от дефекта, но и сделать так чтобы данный дефект никогда больше не повторился в будущем. Описание данного метода здесь будет несколько отличаться от оригинальной и адаптирована к настоящему производству.
Шаг 1 «Описание феномена»

Процесс: для начала, нужно правильно описать наблюдаемый феномен или симптомы, например это может быть как нехарактерный стук в работе изделия. Нужно стараться предельно точно описать, что вы наблюдаете и самое главное не забывайте про аудит (проверку) продукции вперед-назад, чтобы определить сколько единиц продукции имеют похожую симптоматику. Сделав описанные выше действия, вы уже сможете оценить значимость (критичность) данного отклонения для компании и потребителя, а также его массовость. Значимость и масштабность проблемы поможет вам предварительно сформировать план действий и понять необходимость своевременного и уместного запуска мероприятий таких как остановка линии, сортировка, информирование высшего руководства и т.д.
Ошибки: многие ошибочно полагают, что в случае возникновения дефекта, необходимо сразу идти его расследовать, при этом забывая о том, что у нас продолжается производство и возможно мы уже давно выпускаем такую дефектную продукцию.
Длительность данного шага: незамедлительно (~ 15 мин.)
Пример реализации данного шага: оператор во время выполнения сборочной операции не смог установить деталь (благодаря хорошему проектированию конструкции изделия, которая не позволяет выполнить установку детали при некорректном выполнении предыдущих процессов). Он незамедлительно вызвал мастера производства (согласно прописанной в его инструкции или процедуре процессу реагирования), тот в свою очередь подтвердив отклонение, вызывает сотрудника качества. Сотрудник качества обладая необходимой компетенцией и полномочиями определяет критичность дефекта и проводит проверку деталей от точки обнаружения вперед и назад (обычно где-то 10~100 деталей в зависимости от сложности технологического процесса и компонента). Оценив критичность и масштаб проблемы, он даёт указания в рамках сдерживания распространения и её локализации (обычно это проведение сортировки или даже остановка производства с соответствующим информированием об этом решении высшего руководства). Все эти шаги должны выполняться максимально быстро при серийном производстве. После этого можно переходить на следующий шаг.
Шаг 2 «Формирование команды»

Процесс: теперь сотрудник качества должен собрать работников, имеющих необходимые компетенции и полномочия для выполнения последующих шагов из разных отделов (это могут быть как специалисты, так и руководители цехов и отделов).
Ошибки: на этом шаге самая распространённая ошибка это нежелание людей к сотрудничеству (особенно если они в разных отделах и подчиняются разным руководителям) а также излишняя самоуверенность в том, что я сам всё смогу сделать и лучше всех всё знаю. В современном мире всё знать и уметь невозможно, особенно при производстве высокотехнологической продукции, да и времени у нас нет.
Длительность данного шага: незамедлительно (~ 20 мин.)
Пример реализации данного шага: сотрудник качества вызывает: представителя поставщика (так как возможно это отклонение возникло в процессе за которое отвечает поставщик), сотрудника производства отвечающего за данную линию на уровне мастера или начальника цеха (для изучения оборудования текущего и предыдущих процессов, а также для определения и внедрения необходимых сдерживающих мероприятий). После формирования необходимой команды можно приступать к следующему шагу.
Примечание 1: на своё усмотрение сотрудник качества может привлечь и других отделов сотрудников, если посчитает это необходимым.
Примечание 2: очень часто сотрудники других отделов не охотно готовы участвовать в такой команде, считая например, что работа с дефектами очень скучная и не так важна, как производство. В данном случае сотрудник качества должен сообщить об этом вышестоящему руководству. Самое важное не производить продукт, который не нужен потребителю из-за его неисправности, это очень вредно для прибыли компании.
Шаг 3 «Описание проблемы»

Процесс: когда собрана команда сотрудников с необходимым набором знаний и полномочий, мы можем приступить к изучению проблемы, которая вызвала появление наблюдаемого несоответствия на продукте. Часто здесь мы проводим проверку машин или входящих продуктов, проводим опрос рабочих, задействованных в производственных процессах, поэтому очень важно иметь в команде сотрудников, имеющих порой узкоспециализированные знания чтобы наиболее точно определить отклонение влияющие на возникновение несоответствие продукта. После того как команда определит проблему, часто (если не очевидно, что данная проблема привела к дефекту) требуется проведение тестов для подтверждения эффекта влияния на возникновение отклонения продукта (это могут быть как воспроизведение дефекта, компьютерное моделирование или проверка на испытательных стендах).
Ошибки: часто путают 1-ый и 3-ий шаг, на первом шаге мы работаем с дефектной продукцией и нашей основной задачей является сдерживание и снижение негативного влияния на потребителя. Так же на первом этапе за счёт локализации дефекта постепенно мы подойдём к точке возникновения дефекта, это сильно позволит нам сократить объём материал (оборудования или деталей) для анализа на 3-ем шаге, а также даст понять какую команду по компетенциям нам нужно привлечь.
Длительность данного шага: в течении смены (если у вас штучное производство или есть возможность перераспределить нагрузку на другие станки), если времени нет или стоимость остановки высока, нужно стремится завершить данный шаг в течении 2-ух часов.
Пример реализации данного шага: сотрудники команды в рамках своей компетенции проверяют необходимое оборудование, входящую продукцию, сотрудников, участвующих в процессе производства (использование изношенного инструмента, необученных сотрудников в процессе производства и т.д.). Полученные результаты вместе с сотрудником отдела качества проверяют для подтверждения влияния выявленных проблем на появление отклонения у продукта (Деталь, произведенная после замены изношенного инструмента, соответствует заявленным к ней требованиям). Коллегиально ранжируют выявленные проблемы по степени значимости для перехода на следующий этап.
Шаг 4 «Разработка и внедрение сдерживающих мероприятий»

Процесс: когда определена проблема, из-за которой на продукции возникало несоответствие, нам необходимо разработать действия, которые позволят убрать негативное воздействие. Это может быть как замена поломанной детали в оборудовании, замена инструмента, а также получение согласования выпуска деталей с доработкой у потребителя, на время устранения проблемы. После разработки необходимых мероприятий по устранению проблемы, обязательно убедитесь в их эффективности и безопасности для потребителя, проведя необходимые тесты. Так же на время действия сдерживающих мероприятий, часто вводится усиленный контроль качества для увеличения вероятности обнаружения дефекта и снижения потерь компании.
Ошибки: часто пытаются сойти с дистанции именно на этом этапе, проблема ясна, сейчас быстренько всё починим и будет как раньше. Будет и правда, как раньше, но когда-нибудь снова повториться проблема, а за ней и выпуск продукции с дефектом. Не будьте ленивым и двигайтесь дальше по процессу.
Длительность данного шага: в течении смены (если у вас штучное производство или есть возможность перераспределить нагрузку на другие станки), если времени нет или стоимость остановки высока, нужно стремится завершить данный шаг в течении 4-ёх часов.
Пример реализации данного шага: сотрудники команды в рамках своей компетенции и полномочий выполняют необходимые действия с поломанным оборудованием, на котором была выявлена проблема. При участии качества подтверждается эффективность мероприятий по устранению проблемы и устанавливается усиленный контроль продукции. В это время, производство перераспределяет мощности, организовав ремонтный процесс для снижения негативного воздействия на компанию или потребителя.
Примечание 1: дефектную продукцию отгружать потребителю нельзя, но и не поставлять продукцию или увеличивать издержки компании тоже плохо и это тоже требования клиента или внутренние требование компании. Поэтому подход к решению проблемы должен быть разносторонним, нельзя всегда останавливать производство.
Шаг 5 «Определение коренной причины»

Процесс: с этого шага можно почувствовать переход на несколько другой этап в работе с дефектом. Это связано с тем, что первые 4 шага мы проходим очень быстро и они больше направленны на прикладную работу на производстве, где очень важен опыт, навыки и уровень организации команды. Первые четыре шага которые в совокупности формируют первый этап работы я бы назвал спринтом, победа в котором зависит от эффективности принятия решений во время быстрого движения за очень короткий промежуток времени. Начиная с 5-ого шага мы открываем новый этап – аналитический.
На этом шаге предстоит разобраться почему и благодаря каким действиям возникла выявленная ранее проблема, которая привела к появлению наблюдаемого феномена на продукте. Чтобы ответить на этот вопрос нужно будет исследовать то, что, образно выражаясь, скрыто от нас в системе, организации производственного процесса, оборудовании и т.д. Для того чтобы докопаться до истинной коренной причины, нам придётся использовать инструменты, такие как 5why, диаграмму Исикавы, статистические инструменты и т.д. (про данные инструменты будет рассказано отдельно), и все они будут носить аналитический формат исследования. От участников команды требуется хорошее системное, процессное и аналитическое мышление, применение риск ориентированного подхода. После проведённого анализа и выявления потенциальных коренных причин, там, где это применимо, совместно с сотрудником качества, необходимо подтвердить долю их влияния на возникновения проблемы, например воспроизведением дефекта.
На основании подтверждённых причин можно уже точно определить ответственных за дефект.
Ошибки: не подходите формально к данному шагу, длительность и наличие большого количества аналитической работы, сильно утомляют, но благодаря правильно сделанному анализу и расчёту вы сможете максимально точно определить самое слабое место и защитить компанию и время сотрудников в будущем.
Длительность данного шага: от 3~5 дней
Пример реализации данного шага: Команда по работе с дефектом построив диаграмму Исикавы определила, что могло повлиять на возникновение проблемы (к примеру, это может быть отсутствие планового технического обслуживания критического узла оборудования, а также отсутствие необходимой квалификации сотрудника производства не определившего неисправность оборудования своевременно). Далее все факторы были распределены по степени влияния на возникновения проблемы (иногда не всегда опытным путём получается подтвердить степень влияния, поэтому вероятность может определяется коллегиально исходя из опыта и квалификации участников команды).
Шаг 6 «Разработка постоянных мероприятий»

Процесс: после того как были определены основные коренные причины, ответственным за дефект отделам необходимо разработать мероприятия для их устранения, часто это может быть изменение технологического процесса, рабочих инструкций и внедрение нового оборудования. После того как мероприятия будут разработаны, необходимо совместно с сотрудниками качества подтвердить их эффективность, для этого так же можно сделать контролируемые партии, на которых вы проверите будет ли снова возникать проблема и есть ли побочный негативный эффект. Проанализировав данные и подтвердив эффективность, можно приступить к реализации данных мероприятий. Не смотря на подтверждённую эффективность мероприятий на контрольной партии, после их внедрения в производство рекомендуется проводить усиленный контроль качества выпускаемой продукции и работу оборудования как минимум в течении 3-ёх месяцев. На выходе всегда должен быть более стабильный, управляемый процесс, который гарантирует выпуск только качественной продукции, и цифры или график после анализа данных на это покажут.
Ошибки: постоянные мероприятия это часто процессные, системные изменения или модернизация оборудования, которое потребует затрат компании. Поэтому, прежде чем внедрять мероприятия в производстве, проведите необходимые тесты на опытном участке при 100% контроле. Иногда разработанные мероприятия могут иметь побочный эффект или просто быть неэффективными и, если вы их применили без подтверждения эффективности, это может вызвать большие потери для компании.
Длительность данного шага: от 5~15 дней (однако внедрение некоторых мероприятий требует значительно большего времени, тогда допустимо увеличить длительность данного шага, при сохранении действия сдерживающих мероприятий)
Пример реализации данного шага: На основании выявленных причин ответственные за дефект разрабатывают мероприятия, к примеру это внедрение автоматического обнаружения поломки инструмента с помощью контактных датчиков а так же внедрение периодического проверки данной системы в рамках приёмки первой детали, все изменения в процессе так же были отражены в соответствующей документации (включая ознакомление сотрудников производства под роспись), а так же в плане управления. Перед внедрением на всех станках, система была проверена совместно с сотрудником качества на возможность определения сломанного инструмента, путём многократной проверки изношенным инструмента на обнаружение. После внедрения улучшений, так же была внедрена дополнительная визуальная проверка на станции сроком на 3 месяца.
Шаг 7 «Переоценка рисков»

Процесс: необходимо ещё шире провести анализ в рамках всей компании для её защиты от дефектов. В современных организация выстраивание процесса всегда базируется на тщательно проведённом анализе эффекта потенциальных отказов (FMEA). Оценка рисков всегда помогает сделать наш процесс предсказуемым и управляемым, без этого сейчас были бы не доступны массовому потребителю многие высокотехнологичные продукты. Поэтому предпоследним шагом будет пересмотр FMEA, для того чтобы в рамках чуть более расширенной команды оценить возможность возникновения подобных проблем и дефектов на других линиях или участках, например, потому что они использую такое же оборудование, инструмент, оснастку и т.д. и применить там ранее уже разработанные мероприятия.
Комиссия FMEA так же определяет ответственных за внедрение мероприятий и сроки. После подтверждения эффективности внедрённых мероприятий повторно инициируется собрание для подтверждения снижения риска.
Примечание 1: запрос на пересмотр обычно отправляет ответственный за дефект в специально созданную комиссию на предприятия, которая как раз и отвечает за создание, пересмотр FMEA.
Ошибки: многие формально относятся к такому инструменту как FMEA, считая данный инструмент очень сложным, однако именно он позволяет предупредить дефект на детали до того, как он возникнет. Очень часто мы работает с проблемами после того, как запущено производство и это очень сильно сказывается на потерях компании.
Длительность данного шага: от 1~2 дней (только на переоценку рисков и разработку мероприятий, однако внедрение мероприятий займет более длительное время и на это время так же должны быть внедрены соответствующие сдерживающие мероприятия)
Пример реализации данного шага: Ответственный за дефект сотрудник передал информацию в комиссию по FMEA на предприятии, на основании которой было организовано внеочередное собрание членов комиссии для того, чтобы провести пересмотр оценки рисков в связи с новыми обстоятельствами. Комиссия, проанализировав коренные причины, установила, что подобные отклонения могут возникнуть ещё на трёх участках из-за схожести технологического процесса и применяемого оборудования, по результатам оценки рисков так же были превышены предельно допустимые значения. Комиссия приняла решение внедрить ранее разработанные мероприятия на 3-ёх участках, а также определила ответственного за внедрение и сроки.
После анализа эффективности внедрённых мероприятий на других участках, комиссия FMEA провела переоценку рисков, снизив ранее превышавшие показатели (которые теперь не превышают границ допуска).
Шаг 8 «Формирование отчёта»

Процесс: согласно оригинальной методике 8D в последнем шаге необходимо поблагодарить команду за эффективную коллективную работу по работе с выявленным дефектом. Однако на основании своего опыта последний шаг должен заканчиваться формированием отчёта. Отчёт всегда является опытом компании, историческим документом к которому всегда можно обраться, для того чтобы в случае возникновения подобного дефекта всегда можно было заново пересмотреть те действия, которые были ранее сделаны, что сильно сокращает время и потери. Так же в случае масштабирования бизнеса, такие отчёты играют большую роль в понимании и необходимости тех или иных действий и мероприятий на стадии проекта реализации нового подобного бизнеса в новой локации. Отчёт должен содержать описание всех пройденных шагов и мероприятий, а так результаты анализа эффективности со стороны качества (правила заполнения отчёта, будут рассмотрены отдельно).
Ошибки: скудное наполнение отчёта. Многим не нравиться заполнять отчёты, либо заполняют его, упуская детали и мероприятия, которые сыграли значительную роль в решении проблемы. Очень часто его заполняют так, что понять его сможет только тот человек, который его составил. Соответственно воспользоваться таким отчётом будет уже невозможно и всё придётся начинать сначала.
Длительность данного шага: от 1~2 дня
Пример реализации данного шага: Ответственный за дефект заполняет отчёт (формат которого должен быть уже установлен в компании) и передаёт его на проверку сотруднику отдела качества. После проведённой проверки и возможно дополнении со стороны качества информации, данный отчёт презентуется высшему руководству в рамках еженедельных собраний по дефектам. После принятия отчёта со стороны руководства, сотрудник отдела качества архивирует данный отчёт в базе данных.
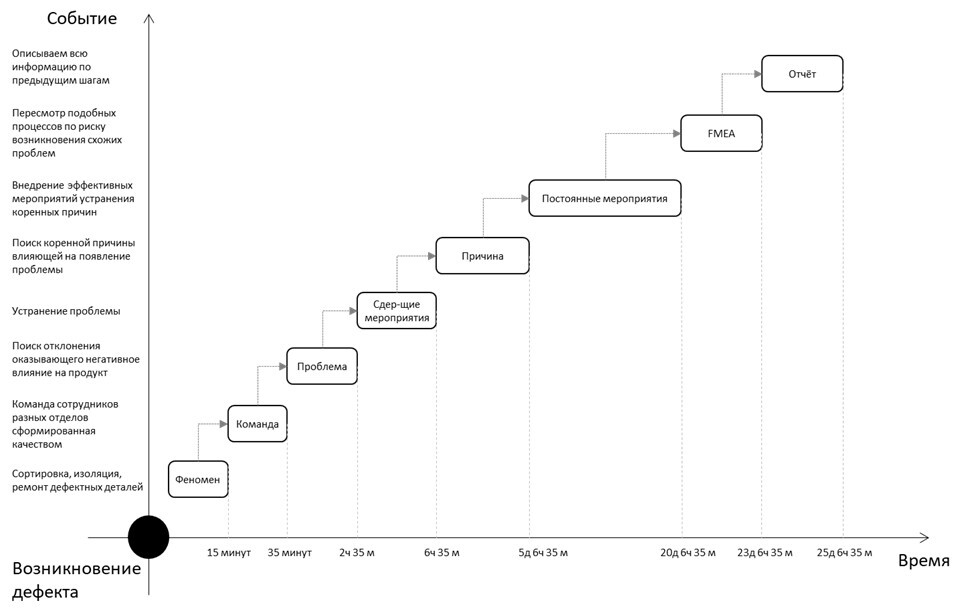
В заключении, ниже представлена схематичная иллюстрация ранее описанных шагов:
Далее буду продолжать писать в области управления качеством, поэтому кому данный материал оказался интересным и полезным, подписывайтесь, чтобы быть в курсе выхода новых статей!
Российская промышленность
896 постов1.7K подписчиков
Правила сообщества
Правила Пикабу