Производственные головоломки #1
На подработке репетиторством алгебры, геометрии, тригонометрии, стереометрии и проч. иногда задаю детям различного рода головоломки и задачи на логику.
Они прямого отношения к математике не имеют в том смысле, как математику понимают далёкие от нее люди. Но решение подобных нетривиальных задач помогает и в школьных программных задачах.
Понятное дело, от вычислений там никуда не деться, но процесс размышления, поиска решений, разных подступов к вычислительным задачам сам по себе никакого счета не содержит. И именно это тренируется с помощью подобных задач на логику, на рассуждения.
А по основной работе связанной с производством очень часто именно такие задачи подкидывает сама жизнь. Это и правильно, как ТБ пишется кровью, так и задачи на логику пишутся жизненными ситуациями.
Чтобы было немножко поинтересней, я буду не просто рассказывать о производственных задачах и сразу же рассказывать, как они были решены, а буду публиковать проблему, чтобы и вам было интересно попробовать ее решить. Ну а через несколько дней опишу, как мы решили эту задачу на производстве.
Тем более, в одном из прошлых постов обмолвился о нестандартной ситуации на производстве и @keshaspoon заинтересовался.
Значит, хотя бы одному человеку, надеюсь, будет интересно.
Итак, головоломка номер 1.
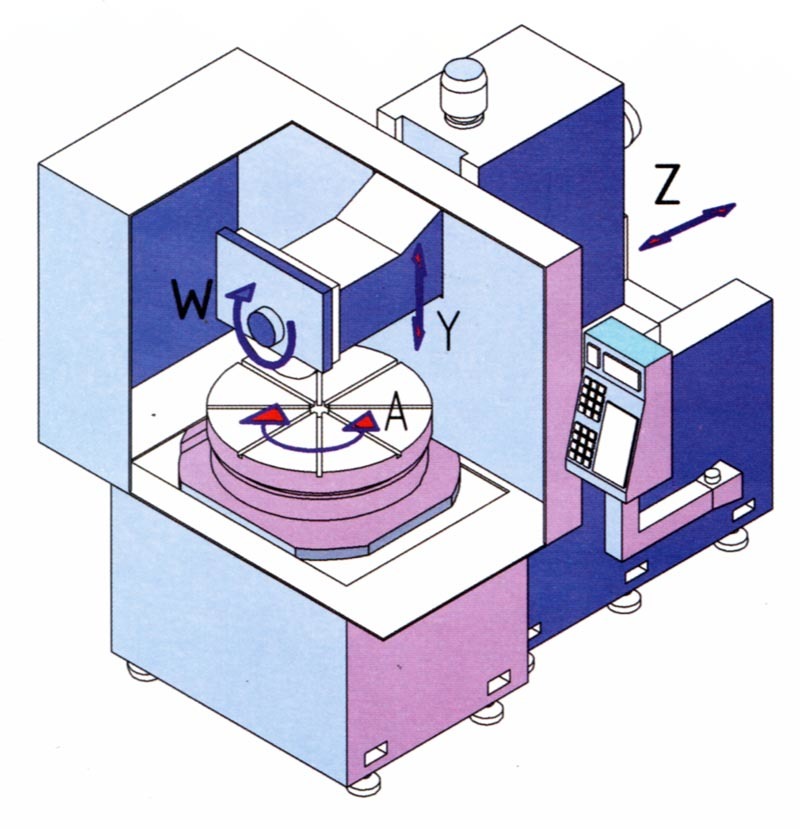
На производстве имеется плоскошлифовальный станок с вращающимся круглым магнитным столом. Чтобы больше людей смогли поучаствовать в решении, даже тех, кто без соответствующего образования, постараюсь подробно разжевать суть процесса простыми словами.
Вот так схематично выглядит станок:
Теперь три вида, чтоб имели представление, как происходит взаимодействие с заготовкой:
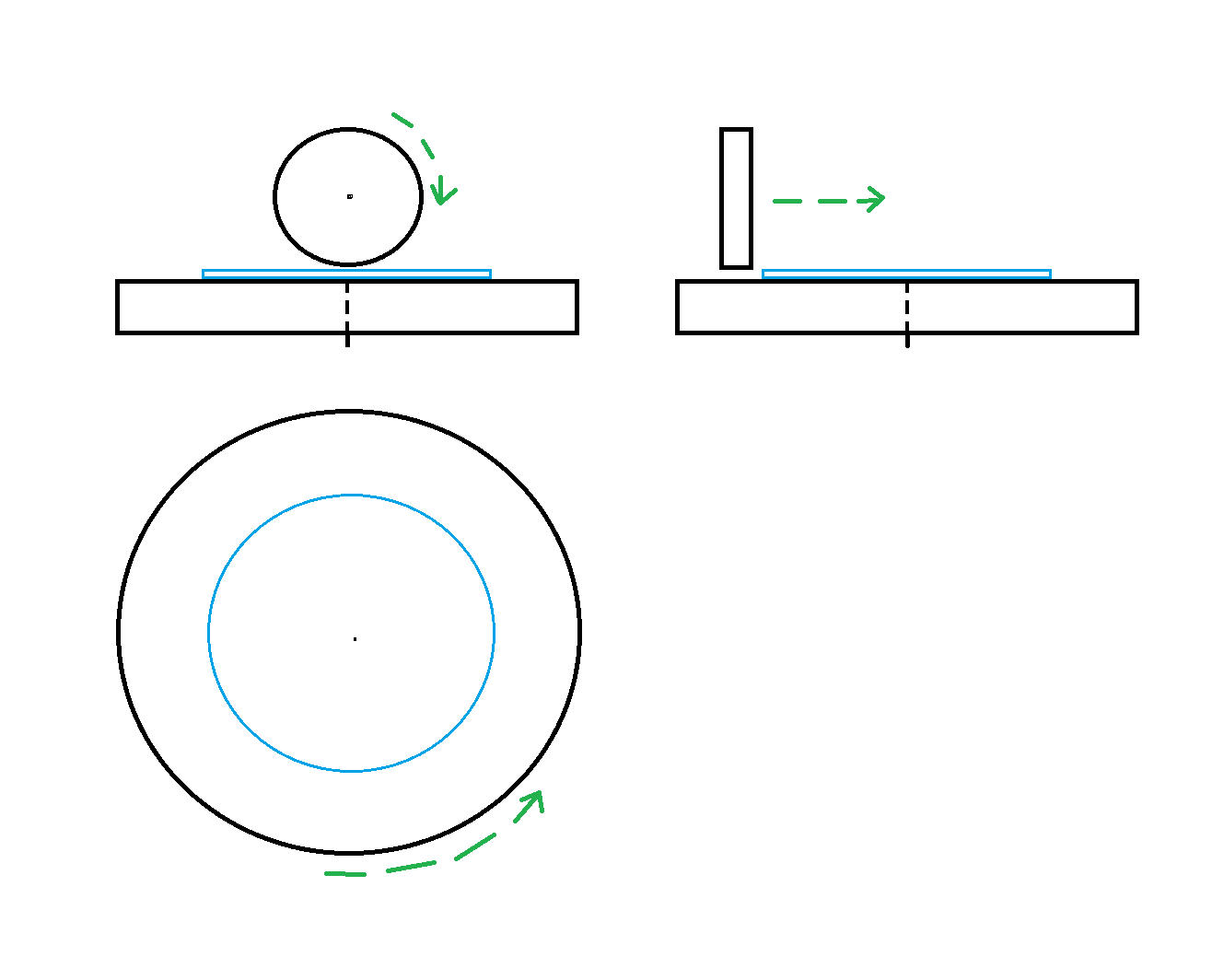
Затотовка представляет собой стальной диск толщиной от 2 до 4 мм, диаметром от 300 до 900 мм. Заготовка примагничивается к столу, чтобы никуда не убежать.
То есть шлифовальный камень ездит по поверхности заготовки на одной и той же высоте. Заготовка при этом вращается, что обеспечивает контакт камня со всей поверхностью заготовки. На следующий проход опускается чуть ниже, уже не просто упираясь в заготовку, а находясь ниже ее поверхности, тем самым стачивая как раз ту часть, на которую и залезает ниже уровня заготовки.
Идём далее, вот примерный вид заготовки и суть проблемы:

Исходная толщина заготовки 2,3 мм.
Конечная минимально допустимая толщина 2,2 мм. Эта величина нужна для того, чтобы по периметру диска можно было дальше напаивать алмазные режущие сегменты. Если будет тоньше- они отвалятся.
Глубина дефекта, который нужно устранить составляет 0,2 мм.
Вот и приехали.
Что будем делать-то? Дефект обязателен к устранению:(
Вариант выкинуть заготовку в брак и не ебать мозги мы уже когда-то использовали, так что не в счёт.