

Литьё алюминия в песчано-глинистые формы.
Доброго времени суток, пикабушники и пикабушницы. В этом посте мне хотелось бы рассказать о одном из способов изготовления отливок из металла. А конкретно, адресных табличек. Вот таких.

Нам необходимо:
Печь и тигель для плавления металла. Так как используем мы легкоплавкий алюминий, то температура нам нужна не меньше 660 градусов. Делали мы это всё в расчищенном складском помещении на самодельной печи и "на глаз". Так что, конкретного температурного режима не было.
Саму печь я не фотографировала, но конструкция её была простейшая: внешний слой огнеупорного кирпича, внутри слой каолиновой ваты. Снизу под тигель направлена газовая горелка. Тигель грубо сварен из куска металлической трубы. Прогорали часто и весело, регулярно организовывая красивые серебристые лужи на полу вокруг печи.
Сам алюминий. Покупался в виде различного лома, от обрезков алюминиевого профиля для дверей купе до витых кабелей (самое классное сырьё, кстати).
Модель нашего изделия. Мы делали из мдф на фрезерном станке, покрывали на два слоя порозаполняющим грунтом.
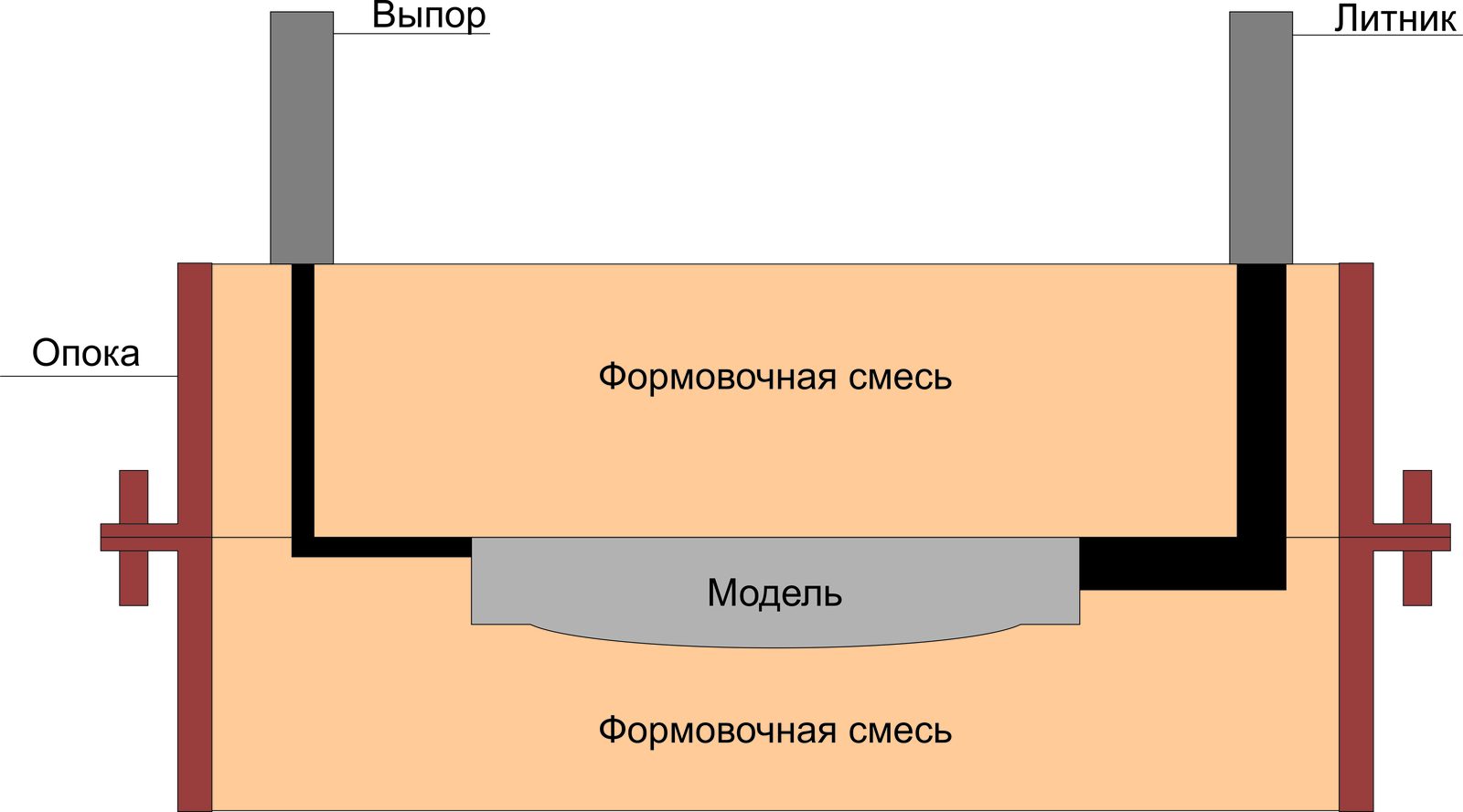
Форма. Представляет собой две металлические рамы, в которые плотно утрамбована формовочная смесь (состоит из глины и песка в определённых пропорциях, слегка смочена водой до состояния "лепится куличик").
Опока - это та самая металлическая рама. Состоит из двух частей, горизонтальная линия на рисунке по верхнему краю "модели" - это плоскость разъёма.
Выпор - канал для выхода воздуха, литник - канал для заливки металла. Чёрное и серое в формовочной смеси - это пустоты, покрасила для наглядности.
То есть, имеем мы вот такой вот кулич в раме с пустотой в форме нашего изделия.
Здесь видно модель таблички про злую собаку, металлическую раму первой половины формы (на схеме - нижняя). Лежит это всё на самой ровной плоской штуке, которую мы смогли найти.

Покрыли модель тальком, чтобы повысить шансы на то, что потом она из нашего "куличика" вытащится без потерь. Присыпали сверху смесью через сито - это делается только для первого лицевого слоя, чтобы потом поверхность отливки была качественнее, так как формовочную смесь мешали в ящике с помощью дрели, и в ней оставалось дофига комков от предыдущих использований.
Потом сверху прямо горстями и вёдрами сыпется ещё формовочная смесь, долго и старательно утаптывается киянкой, такой-то матерью и прочими подручными предметами.

Здесь у меня не произошла внезапная метаморфоза одной таблички в другую, просто Злую Собаку я на таком этапе не сфотографировала. Здесь мы видим ту же самую нижнюю часть формы, но уже перевёрнутую и готовую для формовки верхней части. То есть, той поверхностью, которую мы видим здесь, на первой и второй фотографиях полуформа лежала вниз.

Щедро посыпаем тальком, кладём сверху вторую металлическую раму, втыкаем обрезки трубы. Последнее делается для того, чтобы в верхней полуформе остались каналы для литника и выпоров (воздухоотводов, помните?). И снова насыпаем формовочную смесь, уже без просеивания - это будет тыльная поверхность таблички, тут на качество поверхности можно подзабить.

Когда готовы обе половины, трубки вытаскиваются, верхняя полуформа снимается, модель изделия вытаскивается. Очень ответственный этап, на котором может оказаться, что пара часов работы потрачены впустую: верхняя полуформа может осыпаться при переносе, модель вытащится вместе с куском смеси или ещё что-либо в таком духе. Так что, все действия нужно производить медленно и печально.
Форму в собранном виде я не фотографировала, бо там ничего интересного - куличик в раме и всё. А вот на фотографии ниже можно увидеть готовую для литья форму, из которой уже вытащили модель и трубки.
Это та полуформа, которую можно было увидеть на третьей фотографии. Только там мы видели серую "спину" модели, а здесь видно полость, которая от этой модели осталась. Которая заполнится металлом.
Каналы под литник (толстый двойной слева, здесь потечёт металл) и два выпора (два тонких одиноких справа, отсюда будет отходить воздух) ковыряли вручную перед извлечением модели. Это не слишком непрофессионально, под это дело нормальные люди тоже используют модели.

Затем, верхняя полуформа кладётся на место, ставятся верхние части литников и выпоров (железная труба сантиметров 20 в длину, внутри набита формовочной смесью, внутри канал - на фотографии слева).
Заливается алюминий, все нервно идут курить, пока металл твердеет и, наконец, наступает момент истины.


Отливка получилась достаточно качественная, металл протёк везде, где должен был, форма нигде не осыпалась.


Дальше отрезаются литники, торец шлифуется, лицевая выступающая поверхность шлифуется и полируется.


Потом, лицевая поверхность фона грунтуется и красится в выбранный заказчиком цвет.



В общем, времени на изготовление одной такой таблички уходит где-то один рабочий день. Если уже есть готовая модель, всё получается с первого раза, нет дефектов, которые надо шлифовать долго и мучительно и прочих форс-мажоров.
Фотографировала на тигель, так что качество - увы.)
ЗЫ. Не думала, что здесь будет необходимость, но с "секретными" для комментариев на Пикабу вопросами можно писать сюда https://vk.com/id45234353.





Рукодельники
51.7K постов58.2K подписчика
Правила сообщества
В сообществе запрещена торговля, обсуждение цен, ссылки на страницы с продажами, контакты автора в комментариях. Обязательна информация о материалах и инструментах в текстовом виде.
0. Соблюдайте основные правила Пикабу.
1. Будьте вежливы, старайтесь писать грамотно.
2. В публикациях используйте четкие и красивые фотографии.
3. Автор поста с тегом [моё] может оставить ссылку на свой профиль, группу или канал на других источниках, при условии, что ссылки (активные и не активные) не ведут на прямые продажи. Допускается не больше четырёх ссылок и только в конце поста (п. 8.5 основных правил).
Запрещены:
-ссылки рекламного характера/спам;
-ссылки, ведущие на магазины с указанием стоимости товара/услуги;
-ссылки, ведущие на призывы, покупки, продажи, подписки, репосты, голосование и тому подобное.
(нарушение основных правил сайта, п.8.1 и п. 8.2).
При переходе по ссылке запрещено наличие активных (кликабельных) ссылок, ведущих на вышеперечисленное в п.3, содержание таких ключевых слов как «товар», «услуга», «купить», «продам», «в наличии», «под заказ» и т.п.
3.1 Размещение контактов автора (самим автором или другими пользователями) в комментариях запрещено и подлежит удалению (п. 9.1 и 9.3 основных правил).
4. Обязательным для авторов является наличие технических характеристик изделия в публикациях (материалы, техники, авторские приемы, размеры, времязатраты и прочее) в текстовом виде.
Также помечайте свою работу тегом «Рукоделие с процессом» или «Рукоделие без процесса».
5. Пост-видео, пост-фото без текстового описания переносится в общую ленту. Даже если в видео показан подробный процесс изготовления, делайте краткое описание для тех, у кого нет возможности/желания смотреть видео.
Администрация оставляет за собой право решать, насколько описание соответствует п. 5.
6. Посты с нарушениями без предупреждения переносятся в общую ленту.
За неоднократные нарушения автор получает бан.
Автор может размещать новую публикацию в сообществе, не допуская полученных ранее замечаний.