
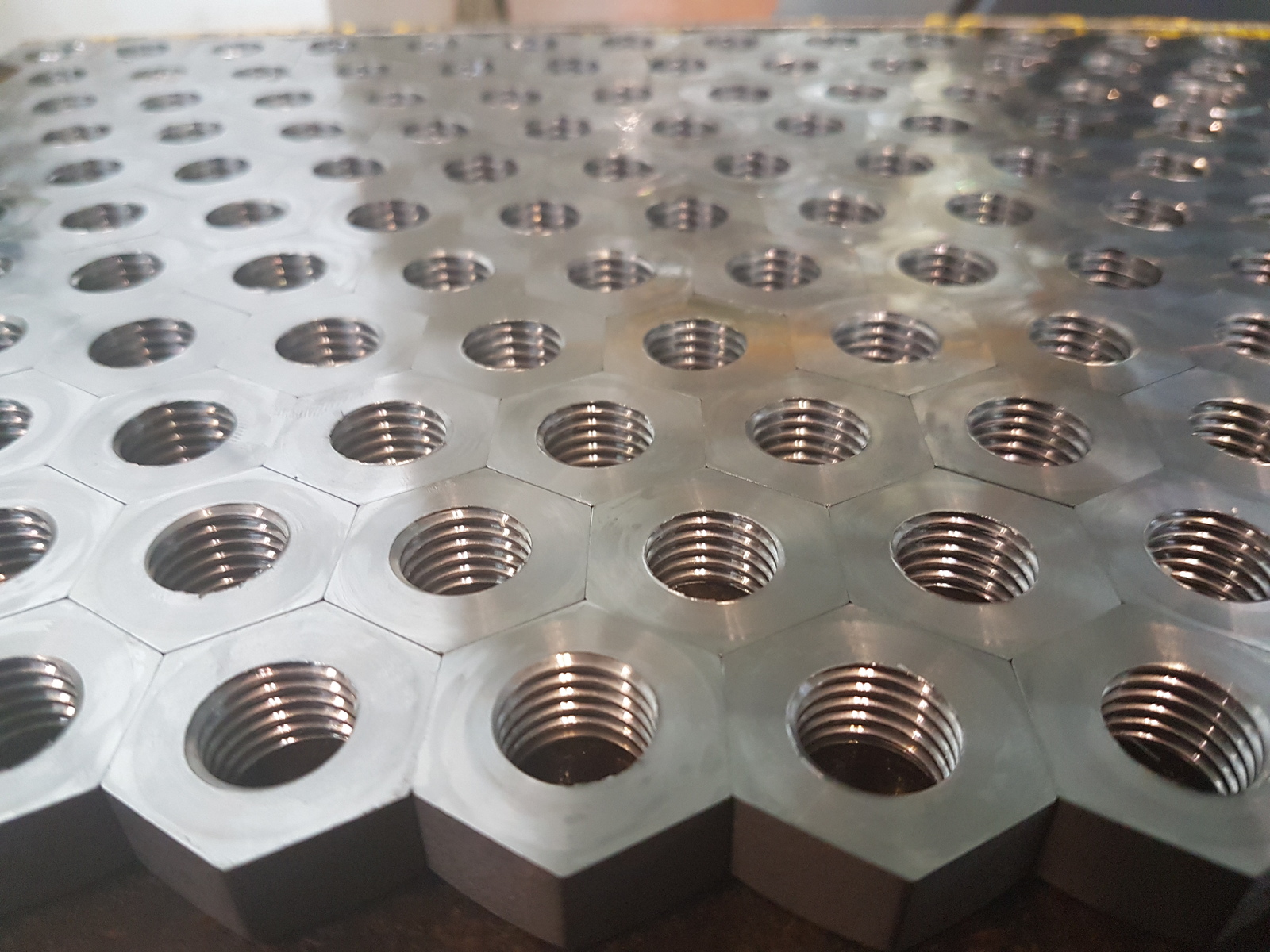
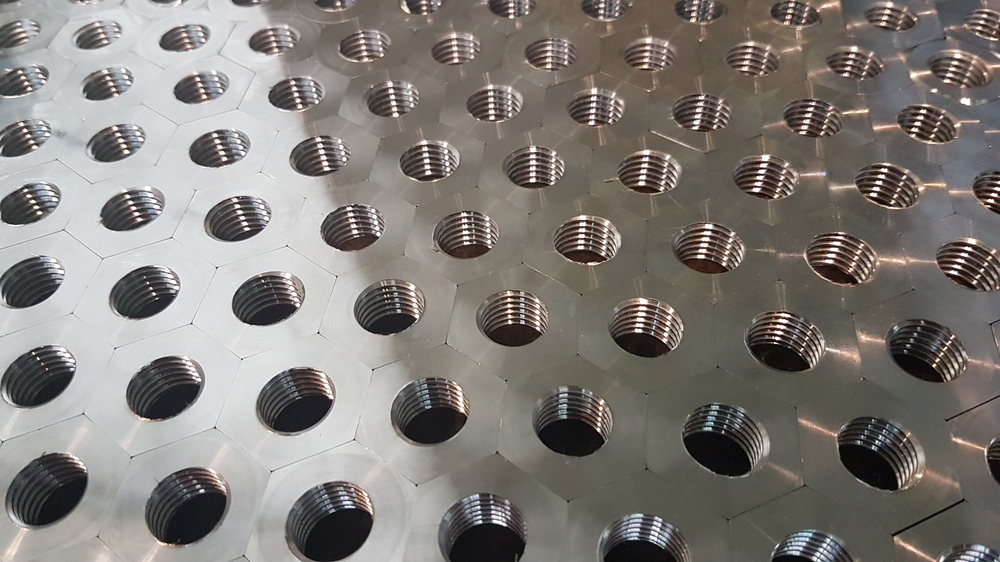
Фото с рабочего места
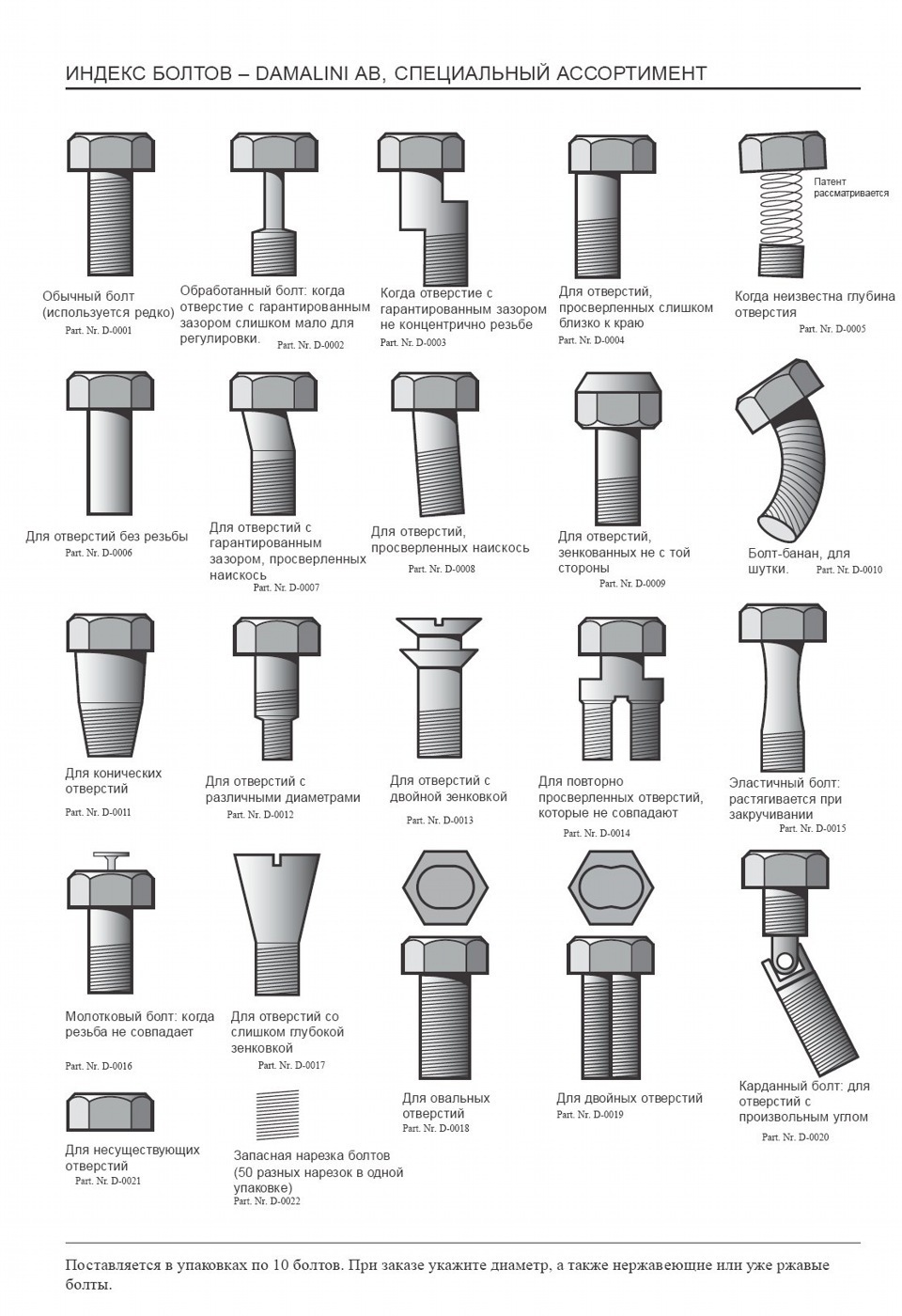
Офигенная картинка! Распечатал, повесил у нас в цеху. Надо было видеть, как меняются лица тех, кто начинал изучать ее как серьезный документ!
Это тоже стандартные, описаны ГОСТом. А ты думаешь в любом магазине пошел и купил гайку м72 или м140 ?
не парься, ЧПУ на больших партиях необходим, ты скажи лучше почему фаска не нужна? шоркать ведь будет, поверхность портить...
почитай ветку комментариев выше своего поста - там я спросил почему фаска не нужна, мне в ответ кинули картинку гроверной шайбы, я написал что гровер ложится на шайбу плоскую и закручивается стандартной гайкой с фасками, а про то что гровер не всегда кладётся - это верно, он в основном в движущихся узлах или при вибрации используется, либо когда некому будет гайки проверять и подтягивать
да про инструмент-то понятно, методов закреплений тоже знаю что достаточно, но суть то не в гровере, меня интересует почему фаску не сделали на этих гайках...
да ладно... судя по ГОСТу это исполнение 2, если в ГОСТе есть, значит где-то используют... Точняк! На манер шляпки болта при накручивании на шпильку!
Ахах, чувак походу работает экономистом на производстве, или вообще в ОТИЗе чеки выписывает, и просто фотку выложил, а сам даже не понимает что там и зачем.
Я тоже не понял, зачем гайки резать на чпу?
А разве себестоимость выпиливания гайки на ЧПУ не будет в десятки раз выше, чем просто купить такую?
так в том то и соль - у них купили изделие, а запчасти для него не купить - только у них же и заказывать. философия эппл
75р стоит.
Зы: 5 минут для такой гайки это много. Но у вас нет оснастки для ротационной фрезеровки, так было бы намного быстрее, минута на гайку где-то.
Думаю имели ввиду, что проще купить, или шестигранник готовый засунуть, да нарезать этих гаек. Насчёт техпроцесса и эффективности, крупные партии гаек делают на холодновысадочных станках
@Jdfox, у меня нубовопросы:
1. можно узнать модель ЧПУ?
2. Как резьба делается? Тоже на ЧПУ или отдельно нарезаете?
от завода зависит.
если опытное производство в каком нибудь КБ то им проще взять несколько опытных мастеров чем разгребать косяки и брак.
а на больших заводах проще взять грамотного технолога который так организует процесс что с отдельными операциями "и обезьяна" справится.
Да в КБ и производства большого нет- больше поштучное или мелкосерийка. А вот на заводе к ЧПУшкам ставят чуть ли не всех без разбору. Проще нанять народ, который только и должен уметь, что вынуть деталь, закрепить заготовку и запустить процесс. А потом повторить все это 700 раз за смену. И к этой ватаге двух-трех мастеров, кто программы пишет и станки налаживает на новую оснастку. Логично и лаконично)
Это абсолютно верно) Мне, как технологу, приятно слышать(вроде я грамотный))
Люто плюсую. Руковожу такой "ватагой". Десяток операторов для "обезьяньего" труда, три-четыре наладчика для настройки (по одному на смену), ну и я. В нашей отрасли мы второе по величине предприятие в стране, с ближним зарубежьем тоже потихоньку работаем.
Я вообще на оборонке работаю) У нас вроде даже операторы достаточно неплохо образованы) Слава Изначальному Инженеру)
Опытность и грамотность это понятно, а к образованию есть кикие-то требования? Какая специальность желательна?
Станок автомат для производства гаек нужен на заводе по производству гаек. А если они другим заняты? И гайка нужна специфическая(даже не по размеру, а например по материалу)?Заказывать малую партию на завод и они изготовят через пару месяцев? Или заказать металл и сделать самим за пару смен?
Видимо он считает, что все гайки располагаются исключительно на ровных поверхностях с "чистой" зоной сантиметров 30-50 вокруг них. Посмотрел бы я, как он будет такую гайку из колодца выкручивать. Особенно выпиленным самостоятельно ключом.
Естественно возможен. Но из-за особенностей конструкции прочность такого торцевого шлицевого ключа (а именно - самих "зацепов") будет настолько отвратительна, что его придется делать из ультрапрочных сплавов, что совершенно нецелесообразно.
Чувак, ты не прав.
Профиль будет похожим на продвинутый противосрывной ключ SL, и прекрасно справляться с нагрузками. Даже прочнее, за счёт тангенциальной направленности сил, действующих на головку.
Следует изучать физику и хотябы думать головой, прежде чем писать мне подобные глупости.
@XetaFelius понаписал хуйни, наминусил постов и добавил в блеклист, чтобы ему не ответили ))) физик кухонный, блять )))
Не можешь представить в голове - нарисуй торцевую шлицевую головку в таком же виде "снизу", как ты скинул мне обычную шестигранную, и подумай, что куда будет направлено, учти стандартную ширину шлицов на таких гайках и хорошо подумай.
Ну, ржавую деталь к старому трактору прикрутить самое то. Ну или в сборке китайского авто их использовать.
Ни и про "быстрее". чувак, а зачем ты это написал? Соврал, произвести впечатление на тех, кто в теме не разбирается? Ведь те, кто разбираются, понимают, что это брехня. А нафига тебе это? Это ж каким ничтожеством надо быть чтобы зарабатывать популярность таким способом? Нет, это не наезд, мне правда интересно, для чего ты это написал?