
3DQuality - несмотря на название, качества нет
Приобрел я несколько месяцев назад 3D принтер от отечественного производителя - а конкретно Prism Mini v2 от 3DQuality.
Первая ревизия его и обзор были проделаны ЗДЕСЬ
Похихикав от несоответствия названия фирмы-изготовителя и его продукции, я взялся за некоторые его доработки (не выкидывать же, в самом то деле).
Вот ТУТ я опубликовал первые его улучшения - замена системы подвеса "головы" и установка системы директ-подачи прутка.
ЗДЕСЬ я коротко показывал работу системы директ-подачи.
Принтер понемножку дорабатывается. Первое, что было сделано после установки директ-подачи прутка, — «утихомирены» моторы.
Так как на родной плате драйверы ШД типа DRV8825 физически распаяны, простая их замена невозможна. Из запасов были извлечены:
- внешние «кроватки» для драйверов в формате POLOLU в кол-ве 3 шт. по типу таких:

- шаговые драйверы типа LV8729, поддерживающие микрошаг 1:128 без интерполяции, в количестве тоже 3 шт.
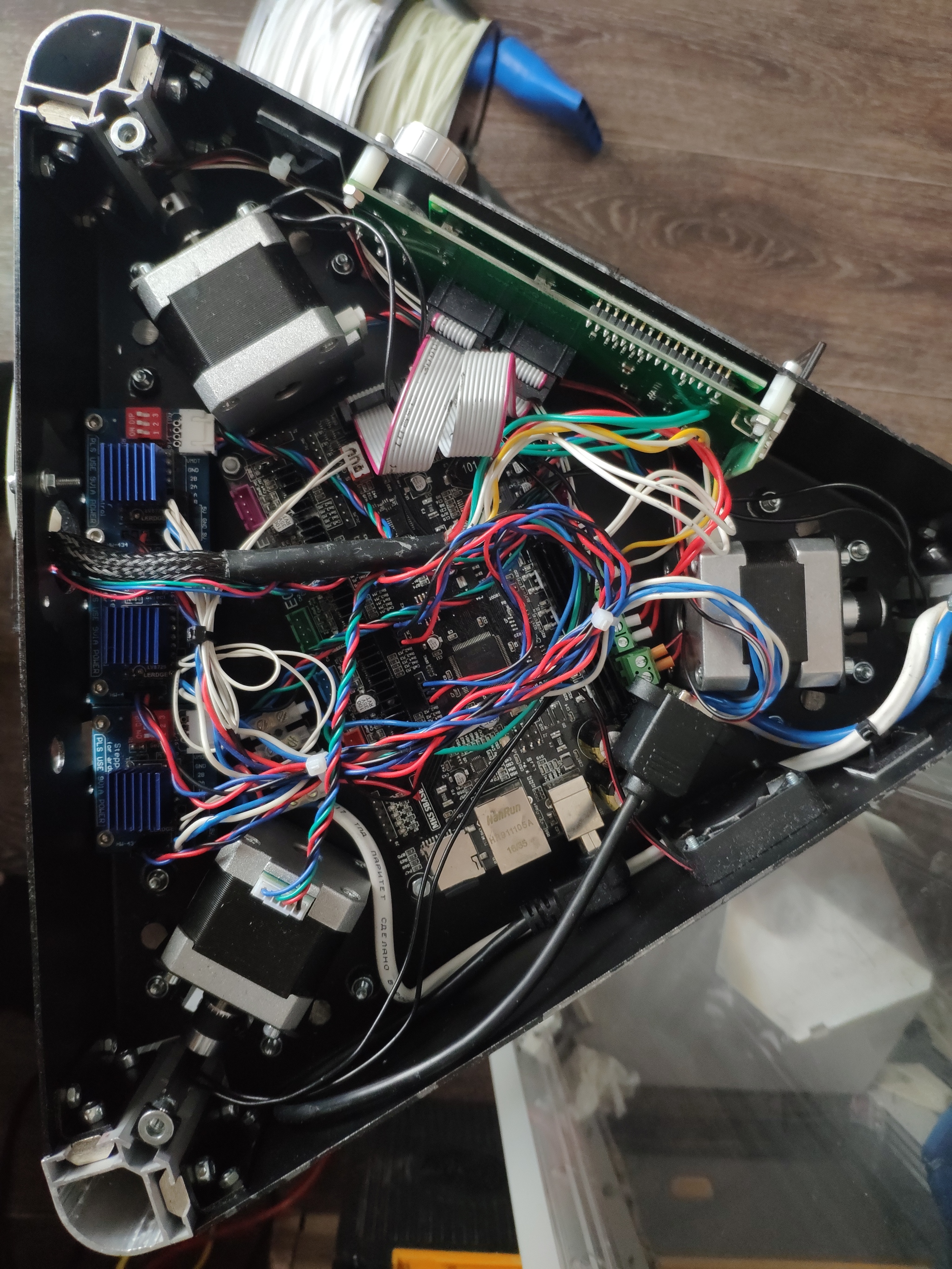
Для установки «кроваток» был распечатан кронштейн, для размещения которого пришлось демонтировать внешний разъем USB-A, драйверы были подключены к соответствующим контактам STEP, DIR, EN, выведенным возле распаянных драйверов на плате.
Настройка микрошага была установлена на 1:128, в конфигурации прошивки число шагов по башням A, B и C на 1 мм было увеличено в 4 раза — до 800, моя версия драйверов также потребовала инвертировать направление вращения для двигателей.
С описанным мероприятием звук двигателей перестал восприниматься. Сейчас самыми большими источниками шума являются вентиляторы охлаждения отсеков электроники, блока питания и термобарьера (в планах — замена на вентиляторы с повышенным ресурсом и автоматическим включением/отключением при начале нагрева/останове принтера).
Следующим мероприятием стало размещение силового ключа нагрева стола в «подвале». Вот такого:
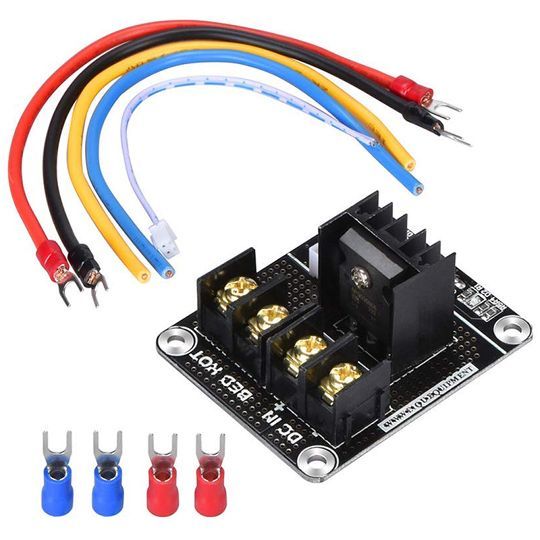
Существующая схема подключения выглядит нелепо: силовые провода от блока питания идут из «подвала» в верхний отсек электроники внутри одной из стоек к плате управления, и аналогично от платы пара проводов проложена обратно в «подвал», где и подключается к нагревателю стола. В первом обзоре я отмечал, что провода проложены без двойной изоляции и к самому столу — через окно для прохода приводного ремня каретки башни. Короче — «какчество» же, чо… Ну и еще потери напряжения/мощности в паре лишних метров проводов.
Вместо силовых проводов от платы управления была протянута пара слаботочных для управления силовым ключом, провода к нагревателю стола и его термистору были дополнительно заключены в термоусадочную трубку и перетянуты в имеющееся отверстие, размещенное под столом (внизу фото). Узлы прохода проводов в башнях были дополнительно залиты термоклеем для исключения возможности повреждения их изоляции об острые необработанные края. Субъективно — максимальная температура стола поднялась на 4-5 град.С (вследствие снижения потерь в проводах).

Стол не утеплял — фактически он нормально греется до 140 град.С, а в организуемой термокамере неизолированный стол будет являться источником дополнительного тепла для увеличения общей фоновой температуры. А вот крышку «подвала» под столом впоследствии придется изолировать.
Ну и дальнейшие планы:

Для принтера частично напечатаны и печатаются фреймы для установки акриловых стекол с выносом в 28 мм от башен (для исключения упирания эффектора в стенки организуемой термокамеры).
По моим расчетам — фоновая температура камеры без дополнительного нагрева будет обеспечена в пределах 45-50 град.С при печати АБС, а с установкой дополнительного нагревателя на 90 Вт и двойных стекол — до 70 град.С, что позволит обеспечить устойчивую печать поликарбонатом и его сплавами, а также изготовление небольших деталей из PEI / PEAK.
P.S.: И да — почему качество то отсутствует: своими обычными конструкционными пластиками на этом принтере я особо не печатал, печать ABS’ом на температуре в 265….270 град.С я списал на особенности пластика от производителя. Также не получалось добиться устойчивой и быстрой печати GF30 от Filamentarno — пластик плохо экструдировался, приходилось занижать скорости, а завышать температуру выше 255 град.С мне было почему-то страшно.
Ситуация прояснилась, когда замерил температуру термоблока поверенным контактным термометром — при показаниях по термистору в 245 град.С фактическая температура термоблока составляла 197…202 град.С, опять же фактическая температура термоблока в 230 град.С была достигнута при повышении уставки по термистору до 275 град.С.
Термистор в «голове» — родной от производителя, типа «капелька». Более чем вероятно — тип термистора не соответствует тому, который прописан в конфигурационном файле от производителя, а сам производитель этим вопросом даже не заморачивался.
По совокупности имеем:
- погоревший на первых часах печати блок питания принтера (пост номер РАЗ по ссылке в начале)
- отвратительное качество монтажа, откровенная «колхозность» части технических решений (тот же РАЗ)
- отсутствие входного контроля комплектующих производителем
- отсутствие выходного контроля и тестирования технически сложного оборудования
И это продается по прайсу в 80-110 круб. Качество то у отечественного производителя 3D принтеров таки есть? Нет?


Лига 3D-принтеров
2.5K постов11.9K подписчиков
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд