Лабораторное стекло. Часть 4. Круглодонные колбы.
Коллеги-химики, подписчики, а также просто любопытствующие - приветствую вас в своей алхимической берлоге!
Как же тяжко мне было писать этот пост, ох тяжко. Дело в том, что Пикабу опять решил, что я слишком ленивая жопа, и около месяца назад обнулил мой черновик с на 90% законченным постом. Бэкапом я, разумеется, не озаботился, так что пришлось писать с нуля. Хорошо хоть картинки сохранил.
Сегодня мы поговорим о посуде, священной для каждого праведного химика-органика. О круглодонных колбах (круглодонках) aka round-bottomed flasks. Если все плоскодонные колбы, несмотря на всю их несхожесть, хотя бы имели плоское дно, то с круглодонками всё не так однозначно, отвечаю. Мы, по крайней мере, я и знакомые мне химики-органики, называем круглодонками все колбы с неплоским дном. Именно в круглодонных колбах происходит самое главное таинство - органический синтез. А также упаривание на роторе, которое, наверное, является самой частой процедурой в органическом синтезе.
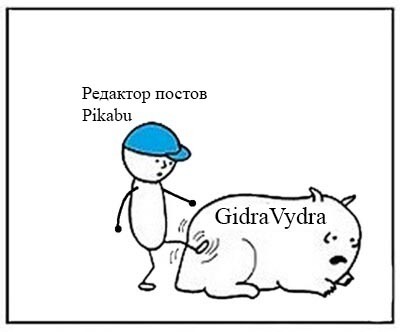
Каноничная круглодонная колба aka round bottom flask выглядит вот так:
Круглодонная колба с анализами
Используют такие колбы много и часто. В них ставят реакции, их используют как перегонные кубы и приемники при вакуумных перегонках, из них производят упаривание на роторных испарителях, лиофильных сушках и так далее. Из минусов - вытащить из такой колбы чистый продукт довольно сложно. Твердый продукт трудно полностью высыпать из-за наличия "плеча", а шпатель, чтобы он доставал до боковых стенок, нужно гнуть хитрой зюкой. Маслообразный продукт размазывается по поверхности колбы и собрать его пипеткой без потерь не выйдет. Плюсом идет то, что донышко сферическое и в нем отлично себя чувствуют якоря от магнитных мешалок.
Выполняют такие колбы в объемах от 5 мл и до 10 литров. Если постараться, можно найти и за пределами этого диапазона. Колбу часто греют, поэтому, разумеется, делают их из боросиликата. Делают их сейчас почти всегда со шлифом, обычно с коническим, но для некоторых целей и сферический используют. У разных производителей колбы могут иметь разную длину шейки.
Отечественная круглодонная колба с коническим шлифом стоит от 200р за 25 мл до 4000р за 10 литров. Импортные - от 500р за 5 мл и до 5000р за 2 литра. Брать лучше импортные, ибо качества шлифа у них намного лучше, а это критично при работе с вакуумом. Но последнее время проскакивают и отечественные со сносными шлифами.
Твердые продукты лучше всего доставать из другого вида круглодонок, называемых грушевидными. Аглицких названий у неё несколько: pear shaped flask, evaporation flask, recovery flask:
Грушевидная колба. Конкретно такие идут в комплект к роторам Heidolph.
Вся соль грушевидных колб в том, что у них, при полусферическом дне, ровные "верхние" стенки. А значит, оттуда легко и без вопросов можно высыпать или выскрести шпателем порошок. Ну и растворы из неё тоже удобнее выливать. В целом, это мой любимый тип круглодонок, они не имеют недостатков перед классикой, а преимущества налицо.
Делают эти колбы в объемах от 10 мл и до 2 литров. Делают опять же боросиликатные. Без шлифа ни разу не видел, даже в каталогах, и всегда шлиф конический. В отличие от классических круглодонок, у которых каждому номинальному объему соответствует вполне определенный диаметр бланка, у грушевидок одного объема бывает разное соотношение диаметра основания и высоты. Есть даже экзотные грушевидки, у которых основание очень сильно увеличено, что превращает колбу в неваляшку - она не падает, несмотря на круглое дно.
Отечественная груша стоит от 150р за 10 мл до 3000р за 2 литра. Импортные - от 500р за 5 мл и до 7000р за 2 литра. Отечественные груши меньше 50 мл в принципе можно брать, больше - очень неудобные и странной формы. Но я, опять-таки, в данном случае за импортные.
Замыкают "большую тройку" круглодонок в лаборатории оргсинтеза остродонные колбы. Англоговорящие с какого-то бодуна называют их тоже pear shaped, хотя каким местом они похожи на грушу - не очень понятно:

Как по мне, так больше всего они похожи на медиатор для гитары, ну или каплю.
Эта колба является полным антиподом груше: попытавшись высыпать из неё порошок, вы проклянете всё на свете. Однако у этой монеты есть и обратная сторона - в носике колбы отлично скапливаются жидкие и маслянистые продукты, которые можно из этого носика очень легко и без потерь забрать пипеткой. Якорям для магнитных мешалок такая форма дна не особо нравится, поэтому ставят реакции в таких колбах редко. Зато для вакуумных перегонок - первое дело, из таких колб кипящая жидкость меньше плюется.
Больших остродонок не делают, объемы - от 5 мл и до 250 мл. Видел пару раз 500 мл, но это жуткий изврат. Понятное дело, боросиликатные, понятное дело, с коническим шлифом. Конкретная форма может очень сильно изменяться от производителя к производителю, носики бывают как прям совсем острые (то, что я люблю), так и закругленные.
Отечественная остродонка стоит от 150р за 10 мл до 700р за 250 мл. Импортные - от 300р за 5 мл и до 1500р за 250 мл. Колбы эти часто используются на высоком вакууме, поэтому лучше брать импортные. Круглодонных колб всех трёх видов, по сумме, на одного синтетика, нужно 30-50 штук. А сколько каких - это уже по предпочтениям.
Представьте себе такую ситуацию - у вас есть реакция. Вам нужно по каплям прибавлять реагент, раствор при этом должен перемешиваться механической мешалкой, да ещё и температуру реакционной смеси надо контролировать. Представили? Впечатлились? Можно, конечно, поставить разветвитель - форштосс, но в итоге система будет похожа на тентаклевого монстра, станет громоздкой и неустойчивой. Ну так вот, хитрые химики придумали, как решить эту проблему. Прошу любить и жаловать - многогорлые колбы!

Колбы бывают двухгорлыми...

...трехгорлыми...

...и даже пятигорлыми. Четырехгорлую я вам не покажу, но идея, думаю, ясна?
Многогорлые колбы используют исключительно для постановки реакций, больше нигде лишние горла не нужны. Неразборчивые в средствах химики суют в эти горла всё подряд - капельные воронки, термометры, мешалки, обратные и прямоточные холодильники, газоподводы, электроды, ультразвуковые зонды.
Делают такие колбы, ясное дело, из боросиликата, ясное дело, со шлифами, объемом от 25 мл и до 5 л, при дальнейшем увеличении объема они мутируют в пилотные реакторы (но это уже совсем другая история). Бланки берут круглодонные или остродонные, грушевидных многогорлых ни разу не видел. Есть два лагеря химиков, вражда между которыми по уровню непримиримости и бессмысленности сравнима разве что с враждой остроконечников и тупоконечников. Первые признают лишь прямые горла (как на первых двух колбах), вторые - изогнутые (как на последней). Лично мне пофиг, лишь бы работало.
Чтобы примерно оценить стоимость многогорлой колбы, надо прибавить по 300 (для отечественных) - 700 (для импортных) рублей. Сильно многогорлые колбы часто делают стеклодувы по индивидуальному заказу.
Для того, чтобы удобнее было подводить и откачивать газы, не заморачиваясь с лишними деталями, сумрачный немецкий гений по имени Вильгельм Шленк придумал специальные колбы имени себя, они же Schlenk flask:

Колба Шленка. Маркировка на ней вызывает некоторые вопросы, ибо тело и ручка тефлонового клапана (справа) IRL должна быть намного, несоизмеримо меньше, чем размер бланка на 500 мл. Больше похоже на 50 мл.
Суть в том, что к колбе с завода припаян кран или клапан Янга, и отвод для шланга. Это позволяет легко открывать и перекрывать подачу или откачку газа, что бывает полезно, если происходит какая-то внезапность. А газы, особенно аргон, надо подавать часто, ибо многие вещества и реакционные смеси неадекватно реагируют на влагу и кислород из воздуха. В технике Шленка выполняют круглодонные колбы, а также пробирки:

Пробирка Шленка. Разнообразия для - со стеклянным краном. Их, в отличие от колб, обычно используют для хранения веществ под аргоном.
Отечественных, насколько я знаю, не делают. Чтобы получить цену импортной, надо прибавить к обычной одногорлой посудине 1500-3000р, в зависимости от типа крана. Самые дорогие - клапана Янга, но оно того стоит, поверьте мне...
Помимо этих хитровыделанных сосудов, товарищ Шленк придумал ещё и газово-вакуумную магистраль для работы с этими самыми сосудами. Но сегодня я про них рассказывать не буду, иначе мы тут надолго застрянем. Эта тема настолько богата и многогранна, что заслуживает отдельного поста. Сегодня и так неплохо обозрели.
На сегодня всё, надеюсь, я смогу собрать волю в кулак и впредь выпускать посты почаще. Напоследок - неплохое видео про промышленный ротационный испаритель с 20 л колбой. Пикабу почему-то не дает мне его вставить непосредственно в пост. Эх, когда я работал в индустрии, у нас такие стояли в соседней комнате. В университетах такие - редкость.
Удачи!