


Сервис стоек Mitsubishi существует?
На самом деле и спросить не у кого. Большинство форумов набиты вопросами о митсу без ответов. Вдруг здесь обитает сумасшедший, изучавший митсу.
Имеем Е51 ошибку после рестора(после трупа батарейки), mdi мертв, связь ethernet rs-232 не алё, завода уж нет, доки только общедоступные. Редактируем hostset для доступа к фтп все ок, нажимаем меню host - станок обесточивается, стойка зависает.
Забугорные форумы дают вариант форматирования memory стойки. Вопрос в том, что бэкап лежит где-то в memory. Как его извлечь? И где он лежит? Помимо памяти стойки в ней есть ic-card, на ней после восстановления даже программы по заказу остались. Может бэкап там? Как связаться и достать бэкап? Тронуть что-то вроде «извлечь модуль памяти» страшно, слетит всё - станок труп. Поспрашивал - никто ничего не знает…

Все герои вымышлены, все совпадения случайны)
А вы бы что написали?
DPA
Мониторинг промышленного оборудования
АРМ оператора

Головоломки на Пикабу!
У нас новая игра: нужно расставлять по городу вышки связи так, чтобы у всех жителей был мобильный интернет. И это не так просто, как кажется. Справитесь — награда в профиль ваша. Ну что, попробуете?

Командировка на АвтоВАЗ, Тольятти, часть 1
Тема ВАЗовского завода огромная, как и он сам. Поэтому буду бить мою писанину на части. Будет много отступлений от темы, что бы неискушенным читателям все было понятно.
Итак, начали.
Середина, конец 80тых. Работаю (догадайтесь кем ;) в СКБ-1. Тут, бац... командировка на ВАЗ. Мою линию настраивают, необходимо быть, что бы лично получать "по шапке" если чё.
Моя автоматическая линия занималась обработкой блока цилиндров 8_шного двигателя, и там было еще несколько отдельных станков обработки движка на оку (была такая маленькая машинка).
Что такое автоматическая линия? Это специальные станки заточенные только на одну операцию, установленные в ряд и имеющие единую транспортную систему для передачи детали (или заготовки) друг другу. Короче. На входе суёшь заготовку, на выходе выходит готовая деталь. И все это с минимальным участием человека. На моей линии суешь чугунное литьё блока цилиндров, на выходе получаешь главую деталь на сборочный конвеер двигателей. Просто фантастика какая то ;)
Станки которые обрабатывали блок цилиндров на оку (половина движка восмерки), тоже аналогичные, но их не завязывали транспортом и там применялся ручной (низкоквалифицированный) труд.
Нам никто не объяснял почему у одного движка так, а у другого по другому, это решение с верху. Мне кажется все упиралось в вес заготовки. Блок на 8_рку весил ~ 40 кг и его тягать тяжеловато. А у оки ~20 кг. и таскать с одного станка к другому легче. А транспортная система стоит денег. К тому же в нее встраиваются всякие поворотные столы (крутить заготовку, что бы подставлять нужный бочёк станку), которые значительно удлиняют линию.
У меня в линии было около 20 станков (шириной метров 8-10) и длина линии была под 100 метров (если честно, то не помню, но очень длинная ;)
А станки под оку стояли в небольшом цеху и рабочие вручную кувыркали заготовки и ставили их как нужно.
Что такое автоматический станок, который входил в линию? Рассказываю.
Представте себе, на столе лежит (или стоит) какая то большая херовина, вокруг неё стоят человек 20 с дрелями и они одномоментно все вместе начинают сврлить (разными по диаметрам сверлами) эту херовину ;) просверлив они отходят, херовину меняю на новую и все повторяется по новому циклу.
Тут надо сделать маленькое замечание. В принципе, мы же (в смысле СССР) ВАЗ купили. И изначально нам чехи поставили все оборудование и в том числе разные автоматические линии и сам конвеер. Но ВАЗу нужно развиватся, это раз, а во вторых они нас подсадили на покупку у них инструмента, а это очень высокие затраты при производстве авто. И к тому же у них совсем другая технология обработки металла.
Как пример (но это только для тех кто в теме): что бы изготовить точное отверстие По нашей технологии (во времена СССР) нужно сначало просверлить сверлом, потом пройтись зенкером, а потом разверткой. То есть 3 операции. Чехи на поставляемых нам станках делали это за 2 операции своим инструментом.
То есть, просто скопировать их станки было нам не интересно (попадали на покупку их инструмента), а изготавливать "их инструмент' почему то не хотели, наверное своего дешёвого до фига. Поэтому наши автоматические линии и станки делались с нуля.
И еще одно, чуть не упустил. Автоматическая линия работает так: идет обработка детали столько то циклов. Потом стоп. Линия оставнавливается, заменяется весь инструмент на новый и опять запускается на конкретное количество циклов. Изношен инструмент или нет, никого не волнует. Если на каком то станке случайно ломается один какой то инструмент, то останавливается вся линия. А это простой. И если сейчас (как говорят по тв) с конвеера ВАЗа машина сходит каждые 26 секунд, то и автоматическая линия должна выдавать блок цилиндров на сборку каждые 26 секунд. Ну, думаю, что там несколько таких автоматических линий ;)
И еще момент. Чешский инструмент был рассчитан (как пример) на 100 циклов. Наш инструмент (из-за разбивки на больше операций) был расчитан на 250 циклов.
* Когда я на ВАЗе увидел сидящих и бездельничающих людей, был удивлен. Мне объяснили: это настройщики станков и инструмента. Чем они больше сидят, тем лучше. Значит всё работает как надо ;)
>>>>> продолжение будет.
Показать полностью





Снова прикладная 3D-печать
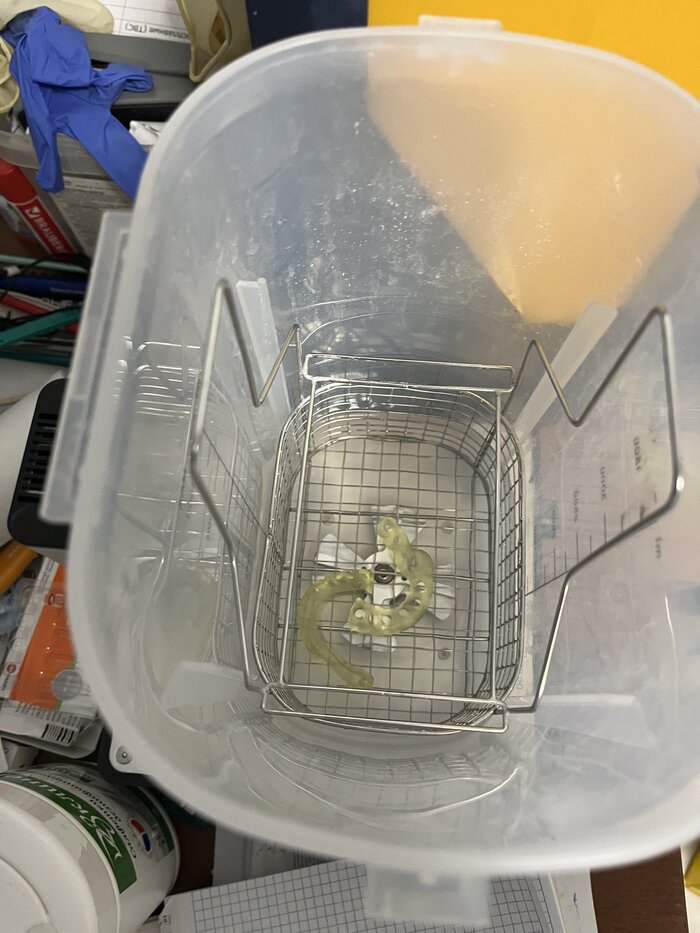
Распечатали модель челюсти и хирургический шаблон для позиционирования зубных имплантов. Отрываем поддержки и отмываем в "грязном" спирте в течение 1 минуты.

Далее отмываем в "чистом" спирте, в специальной станции обработки в течение 3 минут
Даем немного подсохнуть.

Проверяем посадку на модель. Модель чаще печатаю из более дешевой смолы для моделей, но тут не было времени.

Берем круглую палочку для поедания азиатской кухни, спертую в соответствующей заведениии, насаживаем на неё втулку, наносим на наружную часть втулки жидкий композитный пломбировочный материал и вставляем втулку в шаблон


Повторить в соответствии с количеством отверстий под втулки

Дозасвечиваем в станции обработки

Потом шаблон отправляется в стерилизацию и на операционный стол
Показать полностью
8

Конвейер для станка лазерной резки или лень - двигатель прогресса
Работаю с лазерным станком, режем фанеру в больших количествах, надоело выгребать руками вырезанные фигурки из поддона, вечно перемажешься как трубочист. Сваял конвейер. Основа - фанера 20 мм, пара строительных шпилек, 4 подшипника, моторчик стеклоочистителя от грузовика, кусок брезента и немного стеклопластиковой арматуры. Уже 2 месяца - полет нормальный😊